焊接方法与设备之焊条电弧焊
- 格式:ppt
- 大小:6.02 MB
- 文档页数:80
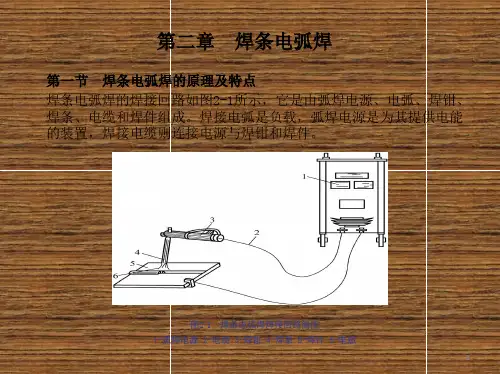

焊条电弧焊的组成1. 介绍焊条电弧焊是一种常用的金属焊接方法,通过电弧的高温作用将焊条和工件熔化并连接在一起。
本文将详细介绍焊条电弧焊的组成。
2. 组成部分焊条电弧焊主要由以下几个组成部分构成:2.1 焊机焊机是焊条电弧焊的核心设备,用于产生所需的电流和电压。
一般来说,焊机由变压器、整流器和控制系统等部分组成。
•变压器:将输入的交流电转换为所需的低电压高电流输出。
•整流器:将交流电转换为直流电,以提供稳定的电弧。
•控制系统:用于调节输出的电流和电压,以满足不同工件和焊接要求。
2.2 焊枪焊枪是连接到焊机输出端的手持设备,用于传递电流和控制焊接过程。
它包括手柄、触发器、导线和喷嘴等部分。
•手柄:提供握持和操作便利性。
•触发器:控制电流的开关,通过按下触发器来开始和停止焊接。
•导线:将电流从焊机传递到焊条和工件。
•喷嘴:用于集中和保护电弧,同时冷却焊接区域。
2.3 焊条焊条是焊接过程中所使用的填充材料。
它由金属芯和外层药皮组成。
•金属芯:提供所需的填充材料,常见的金属芯有钢、铝、镍等。
•药皮:覆盖在金属芯表面,包含药剂和涂层,用于改善焊接性能和保护焊缝。
2.4 辅助设备除了上述主要组成部分外,还有一些辅助设备可以提高焊条电弧焊的效率和质量。
•焊接面具:用于保护焊工的眼睛免受强光和火花的伤害。
•手套、围裙等个人防护装备:用于保护焊工的身体免受火花和热量的伤害。
•冷却系统:用于冷却焊枪、喷嘴等部件,防止过热损坏。
•气体保护装置:用于提供惰性气体保护焊缝,防止氧化和污染。
3. 工作原理焊条电弧焊的工作原理如下:1.焊机产生所需的电流和电压。
2.通过焊枪的导线将电流传递到焊条和工件之间。
3.当触发器按下时,电流通过焊条形成电弧。
4.电弧的高温熔化了焊条和工件表面,形成熔池。
5.熔池冷却后形成焊缝,将工件牢固地连接在一起。
4. 应用领域焊条电弧焊广泛应用于以下领域:•建筑:用于连接钢结构、桥梁、管道等。
•船舶制造:用于船体、船板等的连接和修复。
复习题一、名词解释1、电弧焊答:利用电弧放电所产生的热量将工件(以及填充金属)熔化,并在冷凝后形成焊缝,并在冷凝后形成焊缝,从而获得牢固接头的焊接过程称为电弧焊2、电阻焊答:电阻焊是工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法,英文缩写为RW。
3、钎焊答:用某些熔点低于被连接物体材料熔点的金属(即钎料)作为连接的媒介,利用钎料与母材间的扩散将两被焊工件连接在一起的焊接方法称为钎焊。
4、电弧答:电弧是一种气体放电现象,它是带电粒子通过两电极之间气体空间的一种导电过程。
5、等离子弧答:等离子弧就是用外部拘束作用使弧柱受到压缩的电弧。
6、自由电弧答:未受到外界约束的电弧,如一般电弧焊产生的电弧。
7、电子发射答:阴极表面的自由电子受到一定的外加能量作用时,从阴极表面逸出的过程称为电子发射。
8、逸出功答:电子从阴极表面逸出需要能量,1个电子从金属表面逸出所需要的最低外加能量称为逸出功(Aw),9、阴极斑点答:阴极表面通常可以观察到微小、烁亮的区域,这个区域称为阴极斑点。
它是发射电子最集中的区域,即电流最集中流过的区域。
10、热发射答:阴极表面因受到热的作用而使其内部的自由电子热运动速度加大,动能增加,一部分电子动能达到或超出逸出功时产生的电子发射现象称为热发射。
11、场致发射答:当毗邻阴极表面的空间存在一定强度的正电场时,阴极内部的电子受到电场力的作用。
当此力达到一定程度时电子便会逸出阴极表面,这种电子发射现象称为场致发射。
12、电弧静特性答:在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压变化的关系。
也称伏-安特性。
13、电弧静压力答:由于电磁收缩效应使可变导体(气、液)所受的力,对熔池形成压力,又叫电弧静压力。
14、电弧动压力答:F推引起的高温等离子流高速运动产生对熔池的附加压力。
15、电弧稳定性答:焊接电弧的稳定性是指电弧保持稳定燃烧(不产生断弧、飘移和偏吹等)的程度。
焊条电弧焊的原理及特点
焊条电弧焊是一种常用的焊接方法,其原理是利用电弧产生高温,使焊条与焊接件接触的区域熔化并冷却形成焊缝。
下面将介绍焊条电弧焊的原理及特点。
原理:
焊条电弧焊的原理是利用直流或交流电源,将焊条的电弧燃烧在焊接件上,产生高温电弧。
在高温电弧的作用下,焊条和焊接件的表面瞬间熔化,并形成熔池。
随着电弧的移动,焊条逐渐被熔化并输送到熔池中,形成均匀的焊缝。
随着焊接过程的结束,焊缝通过冷却形成牢固的连接。
特点:
1. 灵活性:焊条电弧焊适用于各种不同的焊接材料,包括碳钢、合金钢和不锈钢等。
同时,焊条电弧焊也适用于多种焊接位置,如横焊、纵焊和仰角焊等,具有非常广泛的应用范围。
2. 便携性:焊条电弧焊设备相对简单,体积小巧,便于携带。
这使得焊条电弧焊成为一种在户外环境或狭小空间中进行焊接的理想方法。
3. 熔化较深:由于焊条电弧焊所产生的热量较大,因此焊接件的熔化和熔深度较深。
这使得焊接件的焊接强度和密封性都能得到较好的保证。
4. 不受外界环境影响:焊条电弧焊可在各种恶劣的环境条件下进行,如风沙、雨雪和高空等环境,因其操作不受外界环境影
响。
5. 操作简单:相对于其他焊接方法,焊条电弧焊的操作较为简单。
只需将焊条与焊接件连接后,通过操纵焊机电源即可实现焊接过程。
总结:
焊条电弧焊是一种广泛使用的焊接方法,其原理是通过利用电弧产生高温并熔化焊条和焊接件,形成牢固的焊缝。
焊条电弧焊具有灵活性、便携性、熔深度大、不受环境影响和操作简单等特点,因此在各种焊接应用中被广泛采用。
焊接方法与设备使用实训指导书实训一焊条电弧焊方法与设备的操作实训一、实训目的1.掌握焊条电弧焊设备及用具使用方法;2.掌握焊条电弧焊的点燃、调节、保持和熄灭方法。
3.掌握低碳钢普通低合金钢的平对接焊条电弧焊的基本操作技能。
二、实训内容1.焊条电弧焊设备及用具使用练习;2.焊条电弧焊的点燃、调节、保持和熄灭练习;3.碳钢普通低合金钢的平对接焊条电弧焊的基本操作练习。
三、实训相关知识(一)焊条电弧焊设备实训对照实物,了解常用焊条电弧焊设备的各个组成部分,了解焊机的结构,各部分的工作情况,调整范围和方法。
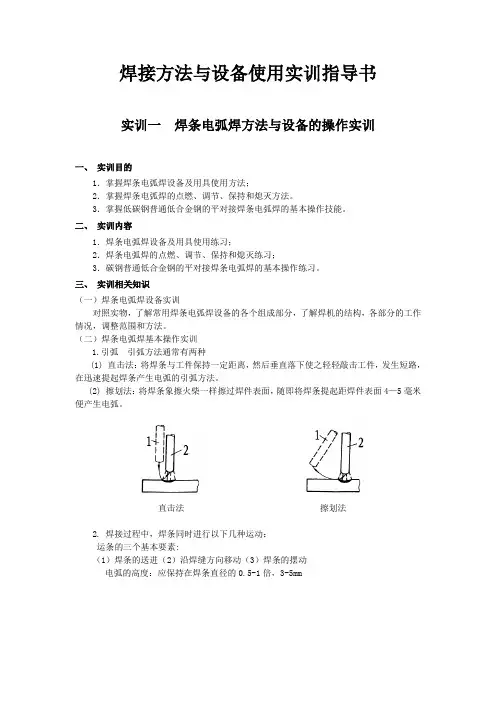
(二)焊条电弧焊基本操作实训1.引弧引弧方法通常有两种(1) 直击法:将焊条与工件保持一定距离,然后垂直落下使之轻轻敲击工件,发生短路,在迅速提起焊条产生电弧的引弧方法。
(2) 擦划法:将焊条象擦火柴一样擦过焊件表面,随即将焊条提起距焊件表面4—5毫米便产生电弧。
直击法擦划法2. 焊接过程中,焊条同时进行以下几种运动:运条的三个基本要素:(1)焊条的送进(2)沿焊缝方向移动(3)焊条的摆动电弧的高度:应保持在焊条直径的0.5-1倍,3-5mm1向下送进 2沿焊接方向移动 3横向移动 4焊条 5工件常用的运条方法:1)直线形运条法2)直线反复形3)月牙形4)锯齿形5)三角形6)圆圈形3. 收弧(1) 将焊条端部逐渐往坡口边斜前方拉,同时逐渐抬高电弧,以逐渐缩小熔池。
这样,由于熔池的缩小,液体金属量减少及热量的降低,就使熄弧处不致产生裂纹、气孔等。
(2) 用灭弧法堆高弧坑的焊缝金属使熔池饱满过度,焊好后,应将多余的部分锉去或铲去。
3、平焊(平敷焊):水平面上的水平位置的焊接称平焊。
平焊:对接平焊、角接平焊、搭接平焊、等(1)掌握对接平焊的操作要领。
(2)焊接时,焊条的角度、焊接时的焊接电流、工艺参数等(3)电流的调节,焊接的工艺参数,焊缝外观尺寸的要求。
接平焊对:一般分不开坡口和坡口对接两种。
当板厚小于6mm时不开坡口,当厚度大于或等于6mm时应开坡口。
焊条电弧焊的基础知识一、焊接基础知识焊接是指通过加热或加压两种方式,将两个或多个金属材料连接在一起的方法。
焊接过程中,金属材料通过原子间的扩散和结合,形成牢固的接头。
二、焊接设备介绍焊条电弧焊是一种常用的焊接方法,其设备主要包括电源、焊机、焊条和工具等。
1.电源:提供焊接所需的电能,一般分为交流电源和直流电源两种。
2.焊机:将电源输出的电能转化为焊接所需的电流和电压,并控制焊接过程的设备。
3.焊条:用于形成焊接接头的金属电极,一般由金属芯和药皮组成。
4.工具:包括焊钳、焊嘴、夹具等,用于夹持和操作焊条。
三、焊条的选用与处理1.焊条的选用:应根据被焊接材料的材质、焊接要求和接头强度要求等因素来选择合适的焊条。
2.焊条的处理:使用前应检查焊条的质量,去除焊条表面的油污和锈蚀,以保证焊接质量。
四、电弧焊的工艺参数电弧焊的工艺参数主要包括电流、电压、焊接速度、焊条角度等。
1.电流:电流的大小直接影响焊接质量和效率,应根据被焊接材料的材质、厚度和焊接要求等因素来选择合适的电流。
2.电压:电压的高低影响电弧的稳定性和熔池的形成,应根据焊接电流和焊条类型等因素来选择合适的电压。
3.焊接速度:焊接速度是指单位时间内完成的焊缝长度,应根据被焊接材料的材质、厚度和焊接要求等因素来选择合适的焊接速度。
4.焊条角度:焊条的角度直接影响焊接质量和美观度,应根据被焊接材料的材质、接头形式和焊接要求等因素来选择合适的焊条角度。
五、焊接操作技巧1.引弧:将焊条与工件表面轻轻接触,然后迅速提起,使电弧燃烧稳定。
2.运弧:控制焊条的运动轨迹,使熔池均匀分布,避免出现“驼峰”、“咬边”等现象。
3.接头:在更换焊条或中断焊接时,应将焊条与工件表面成一定角度,以形成起始熔池,便于引弧。
4.收弧:在完成一道焊缝后,应将电弧慢慢提起,使熔池逐渐凝固,避免出现“缩孔”现象。
六、焊接缺陷与预防措施1.气孔:预防措施包括选择合适的焊接电流和保护气体流量,保持工件表面清洁等。

《焊接方法及设备》教案目录绪论 (8)一、......................................................... 基本要求8二、..................................................... 基本概念:8三、................................................................ 重点8四、................................................................ 难点9五、............................................................. 学时数9六参考资料 (9)七辅助资料 (9)八基本内容 (10)第一章 .................................................... 焊接电弧12 一基本要求.. (12)二基本概念 (12)三难点 (12)四重点 (13)五学时数 (13)六参考资料 (13)七辅助资料 (13)第二章焊丝的加热及熔滴过渡 (35)一、基本要求 (35)二、基本概念 (36)三、重点 (36)四、难点 (36)五、............................................... 学时数:4小时36六、......................................................... 参考资料36七、......................................................... 辅助资料36八本章要点 (37)第三章母材熔化和焊缝成形 (47)一、基本要求 (47)二、基本概念 (48)三、重点 (48)四、难点 (48)五、学时数 (48)六、参考资料 (49)七、......................................................... 辅助资料49八本章要点 (49)第四章焊条电弧焊一、基本要求 (479)二、基本概念 (489)三、重点 (489)四、难点 (489)五、学时数 (489)六、参考资料 (499)七、......................................................... 辅助资料499八本章要点49第五章埋弧焊 (71)一、基本要求 (71)二、基本概念 (72)三、重点 (72)四、难点 (72)五、学时数 (73)六、......................................................... 参考资料73七、......................................................... 辅助资料73八本章要点 (73)第六章钨极氩弧焊 (100)一、基本要求 (100)二、基本概念 (100)三、重点 (100)四、难点 (100)五、学时数 (101)六、......................................................... 参考资料101七、......................................................... 辅助资料101八本章要点 (101)第七章熔化极氩弧焊 (130)一、基本要求 (130)二、基本概念 (130)三、重点 (131)四、难点 (131)五、学时数 (131)六、......................................................... 参考资料131七、......................................................... 辅助资料131八本章要点 (132)第八章二氧化碳气体保护焊 (157)一、基本要求 (157)二、基本概念 (157)三、重点 (157)四、难点 (158)五、学时数 (158)六、......................................................... 参考资料158七、......................................................... 辅助资料158八本章要点 (158)第九章等离子弧焊接 (180)一、基本要求 (180)二、基本概念 (180)三、重点 (180)四、难点 (180)五、学时数 (180)六、......................................................... 参考资料180七、......................................................... 辅助资料181八本章要点 (181)第十章其他先进焊接方法 (85)绪论一、基本要求掌握基本概念、理解焊接本质、特点及分类二、基本概念:1)焊接焊接是通过适当的物理化学方法,使两个分离的固体产生原子间的结合力,从而实现连接的一种方法。
焊接方法与设备——焊接电弧焊接是指通过加热和熔化金属材料,然后使其冷却并连接在一起的工艺。
焊接是一种常见的金属连接方法,在各行各业都有广泛应用。
本文将讨论焊接的电弧方法以及相关的设备。
焊接电弧是一种利用电弧产生高温熔化金属来连接材料的方法。
电弧是高温电流通过两个电极之间的间隙产生的一种放电现象。
在焊接电弧过程中,电弧产生的热量将会导致被焊接材料的熔化,并通过冷却形成永久性连接。
在焊接电弧方法中,最常见的是手工电弧焊和半自动电弧焊。
手工电弧焊是一种使用手工操作的焊接方法,适用于各种材料和厚度。
为了进行手工电弧焊,需要以下设备:1.电源:电源产生高电压和电流来维持电弧的稳定。
2.电极:电极是连接到电源的导电材料,通常是由焊条或电弧焊丝组成。
焊条和电弧焊丝含有焊接所需的熔化金属。
3.手持电弧焊枪:电弧焊枪是手工电弧焊的主要工具。
它包括一个手柄和一个电极夹持装置。
4.气缸和流量控制器:用于提供惰性气体保护焊接区域,以防止氧气与电弧反应。
手工电弧焊的过程通常包括以下步骤:1.准备工作:清理和准备被焊接的材料表面,以确保良好的焊接质量。
2.设置电流:根据焊接材料的类型和厚度,设置合适的电流。
3.点火:将电极放在材料上,通过触发电极上的电源按钮或踏板来产生电弧。
4.焊接:移动电弧焊枪,使其在焊接区域上形成适当的焊缝。
5.控制焊缝:根据需要,控制焊接速度和角度,以获得所需的焊接质量。
半自动电弧焊是一种介于手工电弧焊和自动电弧焊之间的焊接方法。
在半自动电弧焊中,焊条通过自动送丝机送入电弧区域,焊工则负责控制焊接速度和方向。
半自动电弧焊主要用于工业生产,其设备包括以下部分:1.电源和送丝机:电源产生高电压和电流,以供给电弧焊机。
送丝机控制焊丝的送进速度。
2.电极:焊丝通过送丝机传送到焊接电弧区域。
3.焊枪:焊枪用于保护气体和焊接操作。
焊工通过手柄控制焊接速度和方向。
半自动电弧焊的过程类似于手工电弧焊,不同之处在于焊条的自动供给。
焊条电弧焊的原理及过程焊条电弧焊是一种常用的金属焊接方法,它的原理和过程如下:原理:焊条电弧焊是通过将焊条和工件之间产生的电弧来加热和熔化焊条和工件,形成焊缝,然后通过焊缝中的金属熔化和冷却,实现金属的连接。
焊条作为电弧的熔化剂和填充材料,能源源不断地提供熔融金属,同时还能产生金属气雾,保护焊缝的品质,并抑制金属氧化。
过程:焊条电弧焊的过程主要分为以下几个步骤:1. 准备工作:首先需要准备焊接设备,包括焊机、焊条和焊接工具。
同时还需要准备工件,确保其表面平整、干净,并进行必要的准备工作,例如倒角、切割等。
2. 接地和连接:在接通电源之前,必须确保焊机和工件都接地良好,以确保安全。
然后,通过电缆将焊机连接到工件上,形成电路。
3. 稳定电弧:打开电源,将电流调整到适当的数值。
接下来,按下电弧点火按钮,在焊条和工件之间形成电弧。
在点火时需要注意避免让电弧触碰到焊条和工件,以防止火花溅射和短路。
4. 熔融焊条和工件:当电弧点燃后,焊条的端部开始熔化。
同时,熔化的焊条和工件的表面也开始融化。
电弧的热量使焊条的熔化部分融化成金属熔液,并喷射到焊缝中。
5. 填充与连接:焊条熔化后的金属熔液快速冷却并凝固,形成焊缝。
同时,焊条的熔化金属还会逐渐填充焊缝的空隙。
焊工需要根据工件的要求控制焊条的移动速度和焊接角度,以确保焊缝的质量和强度。
6. 焊后处理:焊接完毕后,需要对焊缝进行一些后续处理工作。
这包括清理焊缝和周围的残渣、打磨焊缝以及进行必要的检查和测试,以确保焊接质量符合要求。
总结:焊条电弧焊利用电弧加热和熔化焊条和工件来实现金属的连接。
它的工作原理是通过电流和电弧产生的高温来熔化焊条和工件,并形成焊缝。
这种焊接方法广泛应用于金属结构、管道、汽车制造等领域,它具有简单易操作、适用范围广、成本相对较低等优点,被广泛应用于工程实践中。
同时,随着技术的进步,焊条电弧焊也得到了不断的改进和升级,提高了焊接效率和质量。
焊条电弧焊与电弧切割范本焊条电弧焊与电弧切割是金属加工中常用的焊接和切割工艺。
下面就这两种工艺进行详细介绍:一、焊条电弧焊焊条电弧焊是一种利用电弧熔化金属焊缝两侧的熔融电极和基体金属的焊接方法。
焊条电弧焊的特点是灵活性强、操作简单、设备投资较低,因此在工业生产中得到广泛应用。
1. 焊条电弧焊的原理焊条电弧焊的原理是利用电弧产生高热,使焊条和被焊件的交点达到高温,熔化被焊金属并形成一定形状的焊缝。
在焊接过程中,焊条的焊芯被电弧熔化,形成金属熔池,同时焊条的涂层会释放出熔渣,用于保护焊缝,并提供所需的合金元素。
2. 焊条电弧焊的设备焊条电弧焊的设备主要包括焊机、焊条、焊接工具和防护设备。
焊机用于产生焊接所需的电弧,焊条是焊接的填充材料,焊接工具用于操控焊条和焊缝的形状,防护设备则用于保护焊工的安全。
3. 焊条电弧焊的应用焊条电弧焊广泛应用于汽车制造、船舶建造、桥梁建设、石油化工、钢结构制造等领域。
它可以用于焊接不同种类的金属材料,如低碳钢、合金钢、不锈钢、铜、铝等。
二、电弧切割电弧切割是利用电弧加热金属,在氧化剂的作用下使金属氧化并形成氧化物,再通过气体喷吹将氧化物吹散,从而实现对金属材料的切割。
1. 电弧切割的原理电弧切割是利用电弧在金属表面产生高温,使金属受热膨胀,然后在氧化剂的作用下使金属氧化,并通过气体喷吹将氧化物喷散。
电弧切割过程中,电弧的能量主要用于熔化切割缝内的金属,并将金属氧化成气体。
气体经过喷吹口带走切割缝内的金属氧化物,实现对金属的切割。
2. 电弧切割的设备电弧切割的设备主要包括电弧切割机、电弧割炬、切割工具和防护设备。
电弧切割机用于产生切割所需的电弧,电弧割炬是电弧切割的工具,切割工具用于操控电弧和切割缝的形状,防护设备则用于保护操作人员的安全。
3. 电弧切割的应用电弧切割广泛应用于金属加工行业中的不同领域,如钢结构制造、汽车制造、船舶建造等。
它可以切割各种金属材料,包括低碳钢、合金钢、不锈钢等。
焊接方法及操作技术——焊条电弧焊的操作技术焊条电弧焊是一种常用的焊接方法,它使用焊条作为电极,通过电弧的形成将焊条与被焊件加热至熔化状态,并在冷却后形成焊缝,从而实现金属材料的连接。
焊条电弧焊的操作技术包括准备工作、电弧点火、焊接操作和善后处理等多个方面。
以下是详细介绍:1.准备工作在进行焊接操作之前,需要进行一些准备工作。
首先,对要焊接的材料进行清洁处理,除去表面的油污和氧化物。
其次,选择适合的焊接电流和焊接材料。
电流的选择应根据被焊件的材料和厚度来确定,而焊接材料的选择应与被焊件的材料相匹配。
2.电弧点火电弧点火是焊接的第一步,也是一个重要的环节。
点火时应将焊头与被焊件的距离控制在2-3毫米,并使用利用重刷或反刷的方式来点火。
电弧刚产生时,应将焊枪稍向上抬高,以便电弧自己保持稳定。
点火后需要将焊头迅速移近被焊件,以确保电弧在焊接过程中保持稳定。
3.焊接操作在进行焊接操作时,需要控制好焊头与被焊件的间隙、电流和手持焊枪的速度。
间隙的大小应根据焊接材料和厚度来确定,通常建议在2-4毫米之间。
电流的选择应根据焊接材料和焊接位置来确定,以保证焊接质量和焊接速度。
手持焊枪时,应保持焊接姿势稳定,焊接速度应匀速且适中,避免产生太多或太少的热量,影响焊缝的质量。
4.善后处理焊接完成后,需要对焊接部位进行善后处理。
首先,对焊接缝进行清理,去除焊渣和氧化物。
其次,检查焊缝的质量,确保焊缝没有裂缝和腐蚀等问题。
最后,根据需要进行后续处理,比如研磨、抛光或涂层等。
总结起来,焊条电弧焊的操作技术包括准备工作、电弧点火、焊接操作和善后处理等多个方面。
正确的操作技术可以提高焊接质量,并确保焊接安全。
焊条电弧焊的原理1. 介绍焊条电弧焊是一种常用的焊接方法,它通过产生弧光和熔化电极来连接金属工件。
本文将从原理、设备、操作要点和应用范围等方面进行探讨。
2. 原理焊条电弧焊的原理是利用电弧放电的热量将焊条熔化,并与工件表面熔化交汇,形成焊缝。
焊条中的焊剂能提供渣质来防护焊缝,保证焊缝质量。
2.1 电弧放电原理焊条电弧焊是利用两个电极之间产生的电弧放电来加热,电弧放电产生的热量可以瞬间将焊条熔化并使工件达到熔化点。
而电弧放电主要是由直流或交流电源提供电流,通过两端的电极形成电弧。
2.2 焊条熔化原理焊条通电后,电流通过焊条,焊条表面特殊涂层的熔化得到焊膜,同时焊膜中的药物炽烧,产生的气体形成保护气雾,保护焊接区域。
金属电弧在焊缝区域形成电弧,使焊条和工件表面熔化,形成液态金属池。
3. 设备焊条电弧焊所需的主要设备包括焊机、焊条和焊接防护设备。
3.1 焊机焊机是供应焊条电流的装置,一般由电源、变压器、整流装置和控制装置等组成。
焊机能够提供所需的电流和电压,保证焊条正常熔化和焊接过程的稳定。
3.2 焊条焊条是焊接时所使用的材料,它通过电弧来熔化并连接金属工件。
焊条的选择需要根据所焊接的金属材料、要求的强度和耐蚀性等来确定。
3.3 焊接防护设备焊接过程中需要佩戴适当的防护设备,包括焊接头盔、手套、护目镜和防护服等。
这些设备能够有效地保护焊工免受电弧和热辐射的伤害。
4. 操作要点焊条电弧焊的操作要点对焊接质量至关重要。
以下是几个重要的操作要点:4.1 准备工作在进行焊接前,需要对工件进行清洁,去除表面的污垢和氧化物。
同时还需做好焊接环境的通风和防火措施。
4.2 焊接电流和电压控制根据所焊接的金属材料和焊接要求,需要选择适当的焊接电流和电压。
过高的电流和电压可能导致焊接过热或焊缝形态不良,而过低的电流和电压则会影响焊缝质量。
4.3 焦点位置和焊接速度焊接时需将焊枪与工件保持适当的距离,以保证焊缝处于焦点位置。