SMD零件计数器作业指导书-SOP
- 格式:xls
- 大小:723.00 KB
- 文档页数:2
SMD数字零件计数器操作指引(ISO9001-2015)1.0目的确保使用时得到正确数据,方便点料,发料,领料作业.使用时有一致的操作方法.达到快捷,方便的目的。
2.0范围适合于本厂用来对SMD零件计数使用的ASC1000BSMD数字零件计数器。
计数数量:1~49999个,料带间隔(PITCH):2,4,6,8,12,16,24,28,32(mm)。
料盘直经(REEL):Max383mm,料带宽度(WIDTH):Max56mm。
3.0操作使用规范内容3.1使用之前首先要确认计数器是否有效的进行保养,在有效范围内才可以使用,否则要作出认可及保养处理后方可使用。
3.2连接接地线,插梢端接机器外壳的FG孔,夹子端连接到地线;连接电源线接上AC220V交流电源。
3.3将机器后面的电源开关至''ON''状态,LCD点亮,选择所需要PITCH.(PITCH 指料带上一个零件的中心到下一个零件的中心之间的距离)。
3.4将欲计数零件的料盘装在左侧的料盘支架上.将符合零件尺寸的空料盘装在右侧的料盘支架上。
3.5拉出料带经由导轮下方输送孔与计数器齿轮密合,继续将料带往前拉将料带前端固定于空的料盘上。
3.6以手动方式将料带向右侧料盘的方向移动,将第一个零件前缘分隔柱对准计数器红色箭头中央线,按"CLR"键(清除键)让数字归零。
4.0自动计数模式:4.1按下"MANL/AUTO"键设定成"AUTO"状态.(LCD上SET格位下方为空白状态)。
4.2按下"START"键(启动键)即可计数。
5.0手动计数模式:5.1按下"MANL/AUTO"键设定成"MANL"状态.(LCD上SET格位下方为"00000"状态).此时请设定欲计数之数量。
5.2按下"START"键(启动键)即可计数,机器会在超过所需要计数数量些许停止(因马达煞惯性所造成)。

生效日期作业人数一. 作业步骤: 1.打开摄像头做的盖子,把摄像头插上后压紧盖子。
2.先在40PIN排线金手指面中间贴一道10*80(mm)的胶纸,然后装上座子。
3.在各排座两边打上黄胶。
二.注意事项:
1.作业时要戴静电环、戴手套,以防手汗氧化各种零件,且一定要接地良好。
2.注意打胶时不能打太多,不得打到金手指上。
3.摄像头一定要认清楚前后,不得混用。
数量数量序号变更原因签名审批生效日期1PCS 1PCS 1PCS 1PCS 1PCS 1PCS 若干1PCS 制订:审核:批准:
文件编号
文件名称7000J-MSD-097BGW-成品作业指导书作业工序14版本/修订次
A/0工序名称加工摄像头板标准时间30S 物料工具变更记录名称
规格名称规格变更内容前置
ZC-MSD-200W S1.0后置
ZC-MSD-200W-97 S1.0排线
40Pin同向摄像头
板作 业 指 导 书
黄胶手套3M胶纸
静电手环。


相关表单:
附件1:紧急美工制作申请单
紧急美工制作申请单Urgent Artist Order
备注:
1.对于表述不清之申请单,企划部无法执行,请申请部门在申请非常规作业(如涉及到拍
摄、特殊制作等),请提前与企划部相关人员沟通后再开单。
2. 请使用部门自行校对、翻译文字内容,按《美工制作项目申请、设计稿件审批及管理标准作业流程》规定发出、传送本表单。
3. 请各部门参考美工项目制作周期,计算项目之审批、设计、修改、发包制作时间,提前发单。
4. 使用完毕需归还企划部之物品(如横幅等),请及时撤下并送还企划部,以备他用。
5.
请按“美工制作项目周期表”提前申请(不含审批、采购时间),具体到货时间请咨询采购部。
申请人签字: 批准: 签字: 分 机 号: 总经理 企划经理
附件2
:宴会任务单
Riyuegu Hotsprings Resort(日月谷温泉渡假村)
Event Order(任务单)
Distribution 主送
总经理、总经理秘书、执行副总、财务总监、财务经理、财务信贷部经理、餐饮部经理、中餐厅经理、营销总监、销售经理、销售部旅行社经理、销售副经理、营销部文员、销售代表、前厅部经理、前厅部(大堂经理)、预定部主管、客房部经理
CC/抄送
董事会
Distribution 主送
人资部经理、工程部经理、公关部经理、安保部经理、会员俱乐部总监、露天部经理、餐饮部文员、营运部文员、会所经理、会员俱乐部经理、客房部协调员。
SMD定位作业指导
作业任务:按照作业指导书的要求把SMT元件定在指定印有锡膏的焊垫上。
作业指导:
1.位员工在定位元件前,必须弄清楚作业指导书上自己所定零件的具体位置及规格(可以配合样板一起使用),不明之处及时向上级询问。
2.查元件盘之元件规格与作业指导书对应位置的零件规格是否一致。
3.在操作范围内,不能存放与工作无关之元件。
4.定位元件时,不要触碰已定好的元件及其它焊垫的锡膏。
5.定位有方向性的元件定位时,特别注意其方向性或第一脚位置。
6.SMT 电容、电阻、及排阻等元件要求定位正确,防止出现移位、错件、漏件或多件等不良现象。
7.注意外观(形体、文字等)不良之元件不能用到产品生产上。
8.注意所定元件规格、厂牌必须与作业指导书之要求一致。
9.Chipset、IC、Socket 定位时,轻轻用力压稳,且用力方向要与PCB 板垂直,以防止元件脚与焊垫发生偏移。
10.工作台上残留的锡膏粒等杂物应及时擦除,镊子嘴不能随便放置,应放在布垫或元件盘上,并保持镊子清洁干净。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==smd作业指导书篇一:SMD印刷作业指导书德信诚培训网SMD印刷作业指导书1 适用范围本标准适用于生产部所有印刷检查作业。
2 锡膏工艺2.1 一般电阻电容及三极管等组件德信诚培训网2.2 SOP、QFP印刷2.3 焊锡膏的具体用量通过判断实际焊接状态确定。
3 红胶工艺3.1 电阻电容类及小型三极管篇二:SMD防潮柜使用作业指导书SMD防潮柜使用作业指导书一、适用范围:本公司使用的防潮柜二、原材料、设备及作业机台:半成品、晶片(所有未固之晶片) 、防潮柜三、内容:1. 防潮柜的使用及操作事项:1.1. 第一次使用,请先将湿度调整旋钮顺时针方向旋到底或控湿按钮调至最低湿,空柜运行24小时后,湿度降至45%以下,方可将物品放置入柜内。
1.2. 湿度调整旋钮/微电脑控制按钮可将湿度在20%~70%范围内调整,超低湿型可在低于15%的范围内调整,以下为各相对湿度所指范围:低湿:相对湿度35%以下中湿:相对湿度35%~50%之间高湿:相对湿度 50%以上1.3. 放入物品时,请注意切勿紧靠控湿主机,且排湿孔须注意不要被细小物品卡住,给控湿主机留下一定的控湿操作空间,以避免控湿主机无效。
1.4. 欲将低湿状态调整为高湿状态,只须将门打开一段时间,待柜内湿度回升后,关门即可启用。
1.5. 控湿主机工作时,电源指示灯(Power)应会永保明亮,若不亮,应立即通知维修单位处理。
1.6. 关机,只需拔下电源插头即可,此时“Power”指示灯熄灭,表明已正常关机。
2. 防潮柜湿度,温度设定值的具体说明:2.1.通上电源,“Power”电源指示灯亮2.2.显示屏所显示的数字即为防潮柜柜体内此刻的相对湿度值,请按下调整按钮,直到此数字达到你所要求的数值为止。
2.3.手指离开按钮2秒钟后,数字恢复为柜体内此时的实际相对湿度值,此数字将随着柜内的湿度的变化而逐渐发生变化,直至达到你所设定的湿度。
sop作业指导书SOP 作业指导书一、什么是 SOP 作业指导书SOP 作业指导书,全称为 Standard Operating Procedure,即标准作业程序。
它是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。
SOP 作业指导书就像是一本详细的工作手册,为员工提供了清晰、明确的操作指南,确保工作的准确性、高效性和一致性。
想象一下,在一个工厂的生产线上,如果每个工人都按照自己的习惯和方式来操作,那么产品的质量和生产效率肯定难以保证。
但有了SOP 作业指导书,无论是新员工还是老员工,都能按照规定的步骤和标准进行操作,从而大大减少错误和偏差,提高工作的质量和效率。
二、SOP 作业指导书的重要性(一)提高工作效率SOP 详细规定了每个工作步骤的操作方法和时间要求,员工可以按照指导书迅速而准确地完成任务,避免了因摸索和尝试而浪费时间。
同时,标准化的操作流程可以减少不必要的动作和环节,优化工作流程,进一步提高工作效率。
例如,在仓库管理中,如果没有 SOP 作业指导书,员工在货物入库时可能会随意摆放,导致后续查找货物困难,耗费大量时间。
而有了明确的 SOP,规定货物按照类别、批次、日期等有序存放,员工就能快速找到所需货物,提高仓库运作效率。
(二)保证工作质量SOP 作业指导书明确了工作的标准和要求,员工按照规定的方法和标准进行操作,可以确保工作结果的一致性和稳定性,从而提高产品或服务的质量。
以食品加工为例,如果没有严格的 SOP 来规范食材的选择、处理、烹饪等环节,就很容易出现食品安全问题,影响企业的声誉和消费者的健康。
而遵循 SOP 作业指导书,能够保证每一批次的食品都符合质量标准。
(三)便于新员工培训对于新员工来说,SOP 作业指导书是他们快速熟悉工作的有力工具。
通过阅读和学习SOP,新员工可以迅速了解工作的流程、方法和要求,减少培训时间和成本,更快地适应工作环境,融入团队。
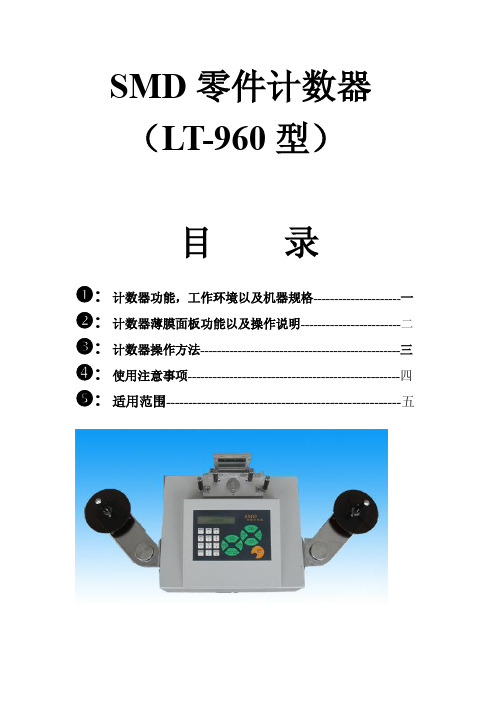
SMD零件计数器(YC-812 YC-812型)目录:1、产品介绍———————————————2、产品注意事项————————————3、产品的安装与说明———————————4、功能键的说明—————————————5、建议故障的排除————————————6、测漏功能———————————————第一章产品介绍The first chapter product introduction全自动SMD零件计数器,两种型号:普通零件计数器和测漏型零件计数器。
Completely automatic SMD components counter, two kind of models: Ordinary components counter and leak hunting components counter.一、产品原理Product principle1、普通零件计数器:采用光电传感原理,利用零件载带引导孔与零件的对应关系,通过专用处理芯片及大规模集成电路处理,实现零误差,精确测定SMD 零件计数量,可实现方便快捷的计数,是SMT物料管理的高效辅助设备。
Ordinary components counter: Uses the electro-optical sensing principle, carries using the components leads the pilot hole and the components corresponding relationships, through the special-purpose processing chip and large scale integrated circuit processing, realizes the zero error, the accurate determination SMD components counting quantity, may realize the convenience quick counting, is the SMT material management highly effective supporting facility.2、测漏型零件计数器:配备高速光纤,根据空料和实料光线强度对比原理,准确检知空料。
设备操作说明书
第 1 页 共2页
设备名称 SMD 零件计数器 设备功能 计数 文件编号 设备型号
厂 商
源尚
版 本
B0
一﹑计数说明﹕
1. 将计数器放置于平稳桌面。
2. 将电源线连接主机﹐并接AC220V 电源。
3. 将机台面板的POWER 电源开关打开﹐此时LCD 面板会发亮。
4. 将面料盘支架关节的定选钮逆时针转松﹐将面料盘支架展开成一字﹐再将固定旋钮顺时针转紧。
5. 按PITCH ﹐选择要计数的零件之间距﹕(如a.GST5009之产品REEL 带有4个小孔每个孔之间的中心距为4mm ﹐此数为行业标准﹐那么零件之间距为4*4=16mm ﹔b.24HST 系列产品REEL 带有6个小孔﹐每个孔之间中心距为4mm ﹐那么零件之间距为4*6=24mm ﹔c.GS5014之产品REEL 带有5个小孔﹐每个孔之间的中心距为4mm ﹐那么零件距为4*5=20mm)﹐此时PITCH 的数值会闪烁﹐再可按0~9键﹐直接输入PITCH 的尺寸﹐PITCH 键为选择下一参数。
6.选择到所需之PITCH 后﹐按ENTER 键确认。
7.将欲计数的零件装在左侧料盘支架上﹐右侧放置一空的相应REEL 带。
8.拉出REEL 带﹐使小孔朝下﹐放入中央部分的计数齿轮上﹐前端需固定于空的REEL 带之上。
9.以手动方式将REEL 带向右侧方向转动﹐将第一个产品第一个孔位与最后一个空装的最后一个孔位之中心部位对准计数器黑色中央线.
核 准
审 核 制 作 日 期
料盘支架
料盘支架
光纤
计数齿轮
LCD
按键面板
设备操作说明书
第2页共2页。
1、产品概述
1.1 主要用途和适用范围
SMD料带式零件皆可适用,计数数量为1~50000pcs
1.2 主要规格和技术参数
计数范围 (Counter Range)(-99999~99999)
噪音等级(Noise rank)〈65分贝
重量(Weight)10kg
外型尺寸 (Dimension)L*W*H=771*308*196
电源(Power)AC220V 50Hz/AC110V 60Hz
1.3产品特点:
a、全自动零件记数,操作简便,易学易用;
b、SMT料带式零件皆可计数,适用范围广;
d、料带防脱锁定装置;
c、正反皆可计数,可预设数量;
2.1 产品结构:
驱动部分:
计数机构部分:
本产品主要用于清点元件的数量,范围主要在电子元件加工包装过程、仓储清点以及元件贴片前等需清点的元件
本机采用绘图型LCD显示屏,体积小、重量轻、携带方便; 料带宽度(WIDTH)8、12、16、24、32、44、56(mm)
料带两元件间距(PITCH )2、4、8、12、16、20、24、28、32、36、40、44、48、52、56(mm)
c、有预备电源,在停电或无市电关态下皆可计数;
f、可加装条码机,方便管理作业 2 产品结构和工作原理;
控制面板:
3、产品的搬运、安放和调试
3.1搬运:
3.2 安放:
3.3调试:
4.1操作步骤:
5、输入欲计数数量。
6、按下“开始”键即可计数。
7、当计数数量到达时,马达会停止。
4、把要清点的载带装到托盘上,然后牵引载带到另一收带轮上。
8、因惯性原理,计数数量会多余设定记数值一些,用手动方式回转到所需数量,此时LCD面板的COUNT显示数值,即是零件数量。
9、若需打印,先把条码机连接到机器所配置的专用接口,然后按下列印按钮就可以打印条码。
本产品重量和体积都比较小,且折叠臂定位机构、记数机构等部分也直接或间接地固定在机台上,折叠臂为活动部分,搬运时须折叠
须将本机置于平整的工作面上,以避免设在运行时,因不平衡因素影响正常的记数工作
本产品出厂前已经过合格试验,用户不需过多调整即可方便地使用本设备,若要检测不同类型的料带,只需调整轨道即可实现检测的
1、将电源线连接主机,并接上AC220V 50Hz/ AC110V 60Hz 的电源
2、将机台面板的POWER电源开关切为ON,此时LCD面板会发亮。
3、按PITCH,选择要记数的零件的间距,每按一次会出现一个间距值,多次按直至所需的间距值
2.2 产品工作原理 采用光电传感原理,利用零件载带引导孔与零件的对应关系,计算出SMD零件的数量。
数字键盘 显示屏
清零按钮
间距设置按钮
停止按钮
正转按钮
手动/自动按钮 反转按钮 料盘第一颗料。