SOP标准作业指导书样板_1427877573
- 格式:doc
- 大小:431.00 KB
- 文档页数:14
sop标准作业指导书模板标准作业指导书(SOP)模板。
1. 背景和目的。
标准作业指导书(SOP)是一种详细描述标准操作程序的文档,旨在确保工作流程的一致性和质量。
本SOP模板适用于各种行业和部门,旨在帮助组织制定和实施标准作业程序,提高工作效率和质量。
2. 适用范围。
本SOP模板适用于所有需要制定标准作业程序的部门和岗位,包括但不限于生产制造、医疗保健、食品加工、物流运输等行业。
3. SOP编写流程。
3.1 确定编写目的,明确编写SOP的目的和范围,明确需要覆盖的工作流程和操作步骤。
3.2 收集资料和信息,收集相关部门和岗位的工作流程、操作规范、技术要求等资料和信息。
3.3 制定草案,根据收集到的资料和信息,编写SOP的草案,包括详细的操作步骤、安全注意事项等内容。
3.4 审核和修改,邀请相关部门和岗位的负责人对SOP草案进行审核和修改,确保内容准确、完整。
3.5 最终确定,经过多次修改和完善后,确定最终的SOP文档,并进行审批和发布。
4. SOP编写要点。
4.1 清晰明了,SOP文档应该以简洁清晰的语言描述工作流程和操作步骤,避免使用模糊不清的词语和术语。
4.2 全面细致,SOP应该覆盖所有相关的工作流程和操作步骤,包括可能出现的异常情况和应对措施。
4.3 可操作性,SOP应该具有实际操作性,能够指导员工正确地进行工作,提高工作效率和质量。
4.4 可追溯性,SOP应该能够追溯到具体的操作人员和操作时间,便于对工作质量进行评估和改进。
5. SOP审批和执行。
5.1 审批流程,SOP文档应该由相关部门负责人进行审批,确保内容准确、合规。
5.2 培训和执行,在SOP文档发布后,组织相关员工进行培训,确保他们能够正确理解和执行SOP中的工作流程和操作步骤。
5.3 监督和检查,定期对SOP的执行情况进行监督和检查,及时发现和纠正问题。
6. SOP修订和更新。
6.1 修订流程,当工作流程或操作规范发生变化时,应及时对SOP文档进行修订,确保其与实际操作保持一致。
篇一:sop标准作业程序与作业指导书标准作业程序与作业指导书我常常在咨询或者辅导企业的时候有人问到:"如何才能够增强执行力",这个问题并不难;其实一个人先有了想法,才会有看法、说法和做法,您必须让执行作业的人,知道自己的岗位职责需要做哪一些事情?那就是想法;做好的标准那就是看法;执行业务的人能够很清楚地说出来以上要做的事流程、步骤、注意事项等等以及标准那就是说法,进一步现场去执行做好,那就是做法,从想法、看法、说法到做法,一个主管部门到底如何培育与培训员工?需要那一些资料?培训?工具呢?如何做好绩效考核?怎样才能够完善呢?我在之前写的博客有提到任何一个部门体系建立都需要建立在五个方面:1、制度标准化(system standardization)、 2、专业手册化(specialized handbook)、3、培训标准化(training standardization)4、考核量化(inspection quantification)5、完善工具化 (perfect tool)。
建立体系需要的两个基本的概念与技术,那就是标准作业程序sop与作业指导书,这两个工具与技术很简单,但是很多人不想去彻底做好它,所以导致执行力弱或者低下,当然做好之后的培训更是重要,让我们先看看看怎么做,下一篇文章再告诉大家怎样来培训与怎么做好执行力的培训?标准作业程序 sop(standard operation procedure什么是sop(标准作业程序)所谓sop,是 standard operation procedure三个单词中首字母的大写,要求以统一的格式描述出来,用来指导和规范日常的工作。
sop的精髓,就是将细节进行量化,用更通俗的话来说,sop的由来在十八世纪或作坊手工业时代,制做一件成品往往工序很少徒形式通过长时间学习与实践来实现的。
随着工业革命的兴起剧增高,各工序的管理日益困难。
标准作业指导书sop模板一、概述标准作业指导书sop模板是一套详细、规范的操作指南,旨在确保生产过程中的操作一致性和产品质量稳定性。
本模板适用于各种制造业和工艺流程,为操作人员提供清晰、明确的步骤和指导。
二、模板内容1. 封面:包括标题、公司名称、版本号、编写人等信息。
2. 目录:提供快速导航,方便查阅各个章节。
3. 作业流程图:简明扼要地描述整个生产过程,有助于理解操作顺序。
4. 操作步骤:详细说明每个步骤的细节,包括所需的工具、材料、设备以及操作方法。
5. 注意事项:列出可能影响操作质量的因素,如环境条件、人员技能等。
6. 常见问题及解决方案:针对常见故障和问题,提供相应的解决方法。
7. 质量控制点:说明关键质量控制点,以及如何监控和控制这些点。
8. 培训材料:提供相关培训材料和资源,以供操作人员学习和提高技能。
9. 修改记录:记录模板的修改历史,确保稳定性和可追溯性。
三、编写方法1. 明确目标:在编写之初,明确编写sop模板的目的和适用范围。
2. 收集资料:收集相关文献、资料和经验,为编写提供支持。
3. 角色分工:指定编写人员,确保每个人负责的部分清晰明确。
4. 编写过程:按照上述模板内容,逐一完成各个部分。
5. 审核与修改:完成初稿后,组织相关人员对sop模板进行审核,并根据反馈进行修改和完善。
6. 正式发布:经过审核和修改后,将sop模板正式发布并应用于生产现场。
四、注意事项1. 确保sop模板的准确性:在编写过程中,务必确保每个步骤和细节的准确性,避免因误导而导致的生产问题。
2. 注重可操作性:sop模板应简单明了,易于理解和操作,避免过于复杂或繁琐。
3. 保持一致性:sop模板的内容应遵循公司的标准和规范,以确保生产的一致性和稳定性。
4. 及时更新:随着生产工艺和设备的更新换代,sop模板也需要及时更新和修订,以保持其有效性和适用性。
5. 培训与实施:在sop模板发布后,应组织相关人员进行培训和指导,确保操作人员能够正确理解和执行sop模板中的内容。
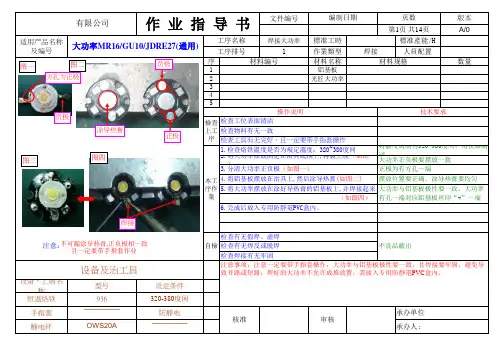
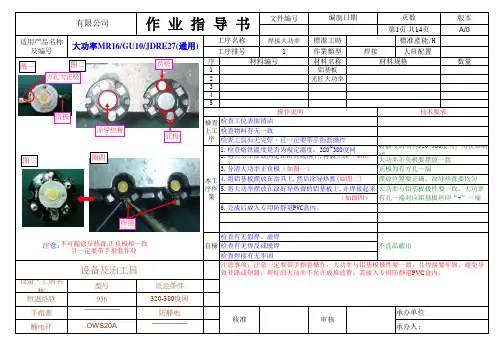
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。

文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業有限公司作业指导书编制日期页数第1页共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四3.分清大功率正负极(如图一正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2 作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊本工序作業1.直流电源调整到3V (如图一正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固负极(如图二3.完成后放入专用防靜電PVC盒內。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP标准作业指导书格式样版文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業有限公司作业指导书编制日期页数第1页共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固负极(如图二)3.完成后放入专用防靜電PVC盒內。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
作业指导书(SOP)尊敬的同学:你好!为了帮助你更好地完成作业指导书(SOP),我将在下面给出一份示例SOP的模板和一些指导性的内容。
你可以根据这个模板和内容,结合你自己的实际情况进行修改和完善,以符合题目的要求。
作业指导书(SOP)一、背景介绍在这一部分,你需要简要介绍你所选择的作业的背景情况,指出为什么这个作业是有意义和重要的。
同时,你需要说明你在这个作业中的动机和目标。
二、相关工作在这一部分,你需要总结和评估与你的作业相关的已有工作和研究。
你可以引用前人的成果,说明他们的方法和发现,并对其进行评价和分析。
此外,你还可以结合前人的工作,指出他们的不足之处,并针对这些不足提出你自己的改进和创新。
三、研究内容在这一部分,你需要明确说明你的研究内容,包括你要解决的问题、方法和步骤等。
你可以用图表、流程图或其他视觉辅助工具更加明确地描述你的研究内容和方案。
四、实验设计与数据分析在这一部分,你需要具体描述你的实验设计和数据分析方法。
你需要明确列出你要使用的实验材料、设备和技术,并说明你的实验步骤和数据采集方式。
此外,你还需要详细说明你的数据分析方法和统计分析方法,以及你对实验结果的解读和评估。
五、预期结果与讨论在这一部分,你需要阐述你对实验结果的预期和期望,并进行合理的讨论和解释。
你可以结合前人的工作和你的实验结果,对你的实验方法和结论的可靠性和有效性进行评价和探讨。
六、时间规划在这一部分,你需要制定一个详细的时间规划,来规划和安排你的作业进度。
你可以使用甘特图或其他适合的工具来表示你的时间规划,并对每个阶段的任务进行细化和安排。
七、参考文献在这一部分,你需要列出你所引用的参考文献。
你可以按照学校或专业的要求进行参考文献的格式和排版。
八、附录在这一部分,你可以添加一些附录,如图表、表格、数据等。
这些附录可以更好地补充和支持你的研究内容和结果。
希望以上的指导对你完成作业指导书(SOP)有所帮助。
记住,SOP是一个重要的文档,它需要准确地表达你的想法和研究内容,同时保持整洁美观的排版和流畅通顺的语句。
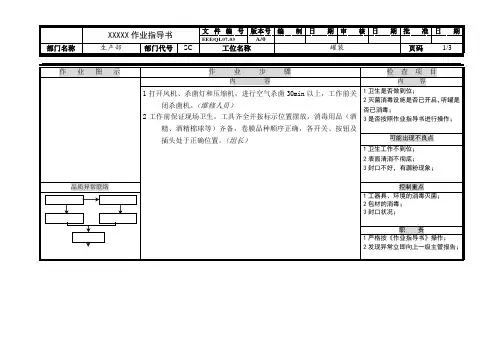
深圳市XX实业有限公司版次/审核1-1/X伟
压力弹簧压力测试SOP指导文件发行日期2019年11月17日
一、将压力弹簧水平置于测试平台上,开机各数
据复位准备进行测试。
二、测试中,平缓旋转右侧旋钮进行试压,注意
弹簧在压缩行程内不能严重变形,以免影响测试
数据。
三、测试完成:目测弹簧当前在极限压缩状态
下,读取数值并记录。
通常情况下测取记录二十组数据,取平均
值。
(简单的SOP指导说明,可根据实际需要,
更改图片和文字说明,箭头可复制,点击后通过
基点修改大小,点击后弹出的对话框里通过布局
选项里的固定在页面上防止图片移动。
)。