SOP 标准作业指导书模板
- 格式:xls
- 大小:509.50 KB
- 文档页数:1
sop标准作业指导书模板标准作业指导书(SOP)模板。
1. 背景和目的。
标准作业指导书(SOP)是一种详细描述标准操作程序的文档,旨在确保工作流程的一致性和质量。
本SOP模板适用于各种行业和部门,旨在帮助组织制定和实施标准作业程序,提高工作效率和质量。
2. 适用范围。
本SOP模板适用于所有需要制定标准作业程序的部门和岗位,包括但不限于生产制造、医疗保健、食品加工、物流运输等行业。
3. SOP编写流程。
3.1 确定编写目的,明确编写SOP的目的和范围,明确需要覆盖的工作流程和操作步骤。
3.2 收集资料和信息,收集相关部门和岗位的工作流程、操作规范、技术要求等资料和信息。
3.3 制定草案,根据收集到的资料和信息,编写SOP的草案,包括详细的操作步骤、安全注意事项等内容。
3.4 审核和修改,邀请相关部门和岗位的负责人对SOP草案进行审核和修改,确保内容准确、完整。
3.5 最终确定,经过多次修改和完善后,确定最终的SOP文档,并进行审批和发布。
4. SOP编写要点。
4.1 清晰明了,SOP文档应该以简洁清晰的语言描述工作流程和操作步骤,避免使用模糊不清的词语和术语。
4.2 全面细致,SOP应该覆盖所有相关的工作流程和操作步骤,包括可能出现的异常情况和应对措施。
4.3 可操作性,SOP应该具有实际操作性,能够指导员工正确地进行工作,提高工作效率和质量。
4.4 可追溯性,SOP应该能够追溯到具体的操作人员和操作时间,便于对工作质量进行评估和改进。
5. SOP审批和执行。
5.1 审批流程,SOP文档应该由相关部门负责人进行审批,确保内容准确、合规。
5.2 培训和执行,在SOP文档发布后,组织相关员工进行培训,确保他们能够正确理解和执行SOP中的工作流程和操作步骤。
5.3 监督和检查,定期对SOP的执行情况进行监督和检查,及时发现和纠正问题。
6. SOP修订和更新。
6.1 修订流程,当工作流程或操作规范发生变化时,应及时对SOP文档进行修订,确保其与实际操作保持一致。
标准作业指导书sop模板一、概述标准作业指导书sop模板是一套详细、规范的操作指南,旨在确保生产过程中的操作一致性和产品质量稳定性。
本模板适用于各种制造业和工艺流程,为操作人员提供清晰、明确的步骤和指导。
二、模板内容1. 封面:包括标题、公司名称、版本号、编写人等信息。
2. 目录:提供快速导航,方便查阅各个章节。
3. 作业流程图:简明扼要地描述整个生产过程,有助于理解操作顺序。
4. 操作步骤:详细说明每个步骤的细节,包括所需的工具、材料、设备以及操作方法。
5. 注意事项:列出可能影响操作质量的因素,如环境条件、人员技能等。
6. 常见问题及解决方案:针对常见故障和问题,提供相应的解决方法。
7. 质量控制点:说明关键质量控制点,以及如何监控和控制这些点。
8. 培训材料:提供相关培训材料和资源,以供操作人员学习和提高技能。
9. 修改记录:记录模板的修改历史,确保稳定性和可追溯性。
三、编写方法1. 明确目标:在编写之初,明确编写sop模板的目的和适用范围。
2. 收集资料:收集相关文献、资料和经验,为编写提供支持。
3. 角色分工:指定编写人员,确保每个人负责的部分清晰明确。
4. 编写过程:按照上述模板内容,逐一完成各个部分。
5. 审核与修改:完成初稿后,组织相关人员对sop模板进行审核,并根据反馈进行修改和完善。
6. 正式发布:经过审核和修改后,将sop模板正式发布并应用于生产现场。
四、注意事项1. 确保sop模板的准确性:在编写过程中,务必确保每个步骤和细节的准确性,避免因误导而导致的生产问题。
2. 注重可操作性:sop模板应简单明了,易于理解和操作,避免过于复杂或繁琐。
3. 保持一致性:sop模板的内容应遵循公司的标准和规范,以确保生产的一致性和稳定性。
4. 及时更新:随着生产工艺和设备的更新换代,sop模板也需要及时更新和修订,以保持其有效性和适用性。
5. 培训与实施:在sop模板发布后,应组织相关人员进行培训和指导,确保操作人员能够正确理解和执行sop模板中的内容。
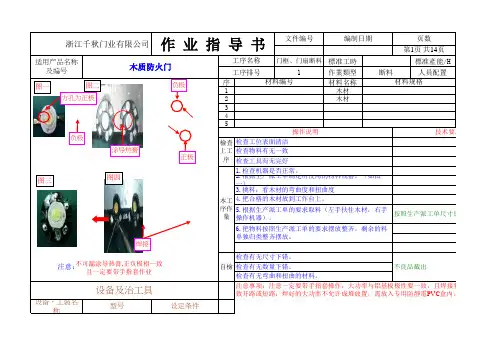
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業有限公司作业指导书编制日期页数第1页共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四3.分清大功率正负极(如图一正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2 作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊本工序作業1.直流电源调整到3V (如图一正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固负极(如图二3.完成后放入专用防靜電PVC盒內。
文件编号门框、门扇断料標准工時
標准產能/H
1
作業類型
人員配置
序号材料名称
1木材2木材
345
设备,工装名称
型号
设定条件
浙江千秋门业有限公司
作 业 指 导 书
编制日期页数第1页 共14页
适用产品名称
及编号木质防火门
工序名称
工序排号断料
检查物料有无一致材料编号材料规格
3.挑料:看木材的弯曲度和扭曲度
4.把合格的木材放到工作台上。
操作说明
技术要求
檢查上工序检查工位表面清洁 按照生产派工单尺寸长度检查工具有无完好
本工序作業 1.检查机器是否正常。
2.根据生产派工单确定所使用的物料规格。
(如图一) 自檢检查有无尺寸下错。
不良品截出
检查有无数量下错。
检查有无弯曲和扭曲的材料。
6.把物料按照生产派工单的要求摆放整齐。
剩余的料
单独归类整齐摆放。
5.根据生产派工单的要求取料(左手扶住木材,右手
操作机器)。
设备及治工具
注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
图一
不可漏涂导热膏,正负极相一致且一定要带手指套作业
图三
图二
图四
方孔为正极
负极
涂导热膏
正极
负极
焊接
注意:
导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC盒內。
靜電PVC
靜電PVC盒內。
标准作业指导书(SOP)编制指南(试行稿)××××年×月×日发布××××年×月×日实施××××发布目录前言 .............................................................................................................................. I I1 范围 (1)2 术语和定义 (1)3 SOP文件架构 (2)4 作业指导书的编制原则 (2)5 作业指导书的编制依据 (2)6 作业指导书的结构内容及格式 (3)7 作业指导书的应用与管理 (5)附录A: 标准作业操作指导书目录 (7)附录B:总经办印章管理标准操作规程 (8)前言为推行工作标准化作业,加强标准化作业的管理,规范作业指导书的编制,实施全过程控制,特制订本指南。
本指南的附录A、附录B为举例资料。
本指南由***部提出并归口。
本指南起草单位:精进合规部。
本指南由精进合规部负责解释。
标准化作业指导书编制指南1 范围本指南规定了作业指导书的编制原则、依据、结构内容、格式、文本要求及应用管理的基本内容。
本指南适用于总部及各营销服务中心。
2 术语和定义下列术语和定义适用于本指南2。
1标准化作业SOP(Standard Operation Procedure)即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作.2。
2全过程控制针对现场作业过程中每一项具体的操作,按照工作有关法律法规、制度、标准、流程规定的要求,对现场作业活动的全过程进行细化、量化、标准化,保证作业过程处于“可控、在控”状态,不出现偏差和错误,以获得最佳秩序与效果。
SOP(标准作业指导书)目录•1、SOP的定义•2、SOP的作用•3、SOP编写流程•4、SOP包含的内容•5、SOP 的编写要点•6、总结1、SOP的定义•1、定义•所谓SOP,是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序。
•(1)是以文件的形式描述作业员在生产作业过程中的操作步骤和应遵守的事项•(2)是作业员的作业指导书•(3)是检验员用于指导工作的依据2、SOP的作用•1、作用•1)将企业积累下来的技术﹑经验记录在标准文件中,以免因技术人员的流动而使技术流失;•2)使操作人员经过短期培训,快速掌握较为先进合理的操作技术;•3)根据作业标准,易于追查不良品产生的原因;•4)树立良好的生产形象,取得客户信赖与满意;•5)实现生产管理规范化、生产流程条理化、标准化、形象化、简单化;•6)是企业最基本﹑最有效的管理工具和技术资料。
•举例•麦当劳作业手册大家都熟悉的麦当劳,它有许多分店,但是口味却是一样的美味?他们的工作标准有560页!我想这也许是他们的秘密吧。
•肯德基的炸鸡KFC的新奥尔良烤翅肯定好吃吧?他们规定炸好之后要放在滤油网上,不能多于七秒,因为这样太干燥了,不能少于三秒,否则就会太油了。
3、SOP编写流程•SOP编写、执行及更新流程SOP编写计划书SOP编写组织小组讨论SOP修订SOP试运行发现问题?批准和执行纳入SOP清单适时更新noyes流程描述依据查核表定期查核3、SOP编写流程(1)•1、流程描述喷涂坩埚检查坩埚拉进喷涂室坩埚预热配料喷料检查坩埚将坩埚搬上推车将车推进喷涂室坩埚放进加热器收紧加热器边框调整加热器参数调节配料器参数调配溶液备料喷涂检查将治具放于坩埚打开坩埚包装箱返回3、SOP编写流程(2)▪2、SOP编写计划书▪明确SOP的编号、工序名称、编写人、初稿完成时间、小组讨论时间及最终的定稿时间返回3、SOP编写流程(3)•3、SOP编写•编写人员要求•操作好,有经验,有一定写作基础的一线员工•沟通,打消编写人员的顾虑•培训•给予支持:专门的时间、提供相关资料等•编写小组要有团队精神返回3、SOP编写流程(4)▪4、SOP的讨论修订•目的•统一认识,达成共识•SOP讨论会参与人员•操作员、设备员(维修人员)、工艺员、体系管理员、编写组负责人及1-2名与本岗位无关的人员•讨论会要作到互相挑战,各抒己见•必要时可进行现场确认返回3、SOP编写流程(5)•5、SOP的试运行•目的•通过实践来检验SOP的合理性和可操作性返回3、SOP编写流程(6)•6、SOP的定稿、批准和执行–建立与SOP相应的查核表(工段长、工艺工程师两级查核)–定期查核CPCPR(Critical Process Control PointReview ):关键工序控制点回顾,关键工序是对产品质量起重要、关键作用的工序,通过建立关键工序控制点并实施严格的质量控制,以提高产品质量的过程控制能力。
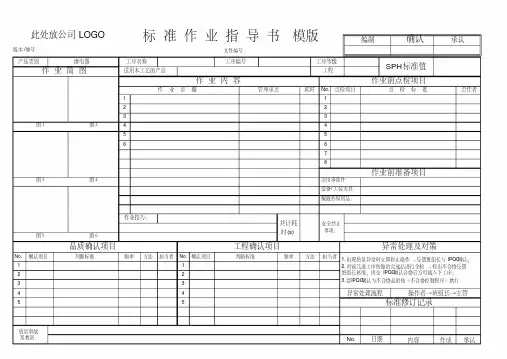
确认
No.责任者
11223
3图2
44556
678
图4
图6
No.方法
担当者
No.确认项目频率
112233445
5
内容作成承认
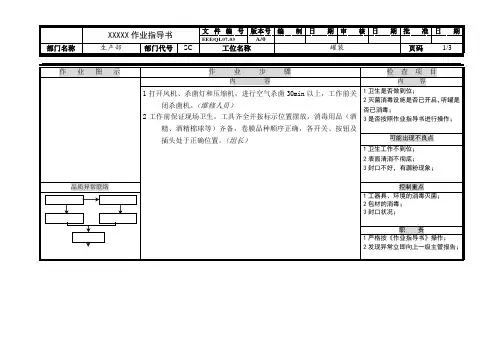
1.出现质量异常时立即停止操作,反馈班组长与IPQC 确认;
2.对前几道工序所做的完成品进行全检,检出不合格反馈班组长核准,再交IPQC 确认合格后方可流入下工序;
3.经IPQC 确认为不合格品的按《不合格控制程序》执行.
质量事故
及教训:
安全禁止事项:
SPH 标准值
共计耗时(s)
此处放公司LOGO
标 准 作 业 指 导 书 模版
No.日期
异常处理流程 操作者→班组长→主管
标准修订记录
确认项目
判断标准
频率
判断标准
方法
担当者
图5
品质确认项目
工程确认项目
异常处理及对策
作业技巧:
设备/工装夹具:佩戴劳保用品:
图3
需用零部件:作业前准备项目
图1
作 业 内 容
作业前点检项目
作 业 步 骤
管理重点
耗时
点检项目
点 检 标 准
工序等级作 业 简 图
适用本工艺的产品
工程
产品类别继电器工序名称工序编号编制
承认
版本/修号:
文件编号:。

标准作业指导书标准作业指导书(Standard Operating Procedure,简称SOP)是一种文件或手册,用于指导员工或操作人员按照事先确定的程序正确地执行特定的工作任务或操作流程。
下面是一个标准作业指导书的范例,以供参考。
标准作业指导书范例1.0 目的:确保员工在执行特定工作任务或操作流程时能够按照标准程序进行操作,确保操作的准确性、高效性和安全性。
2.0 范围:适用于本公司XXX部门的所有员工。
3.0 责任:3.1 部门经理:负责确保SOP的编写和更新。
3.2 员工:负责遵守和执行SOP中的工作程序。
4.0 步骤:4.1 准备工作:- 确保使用的工具和设备的正常运行。
- 准备所需的原材料和文档。
4.2 操作流程:- 步骤 1:详细说明第一个操作步骤,包括具体的工作内容和程序。
- 步骤 2:详细说明第二个操作步骤,包括具体的工作内容和程序。
- 步骤 3:详细说明第三个操作步骤,包括具体的工作内容和程序。
- ...继续编写下去,直到最后一个操作步骤。
4.3 检查工作:- 每个员工在完成工作之后,需要自行检查工作的准确性和完整性。
4.4 清理工作:- 员工在完成工作之后,需要按照规定清理工作区域,并将工具和设备妥善放置。
5.0 风险控制:5.1 安全风险:- 确保员工在操作中遵守安全规定,佩戴必要的个人防护装备。
- 针对存在可能的安全风险制定相应的防范措施。
5.2 业务风险:- 确保员工在操作中遵守公司的法律、法规和规定。
- 提供必要的培训和指导,确保员工具备执行工作任务所需的技能和知识。
6.0 监督和改进:6.1 监督:- 部门经理负责监督员工的工作执行情况,确保符合SOP的要求。
- 员工汇报任何发现的问题或潜在的改进措施。
6.2 改进:- 部门经理定期审核SOP的有效性,并根据需要进行修改和更新。
- 员工提供改进意见和建议,以便不断完善和优化工作流程。
7.0 附件:- 相关的图表、流程图、工具清单等附属文件。
文件编号版本
A/0
组装標准工時標准產能/H200pcs
6作業類型人員配置5人
序号材料名称数量
1组装1000PCS
2
3
4
5
设备,工装名称型号设定条件
胶水8082 ̄ ̄ ̄ ̄ ̄
设备及治工具注意事项:黏贴牢固,成型方正
核准审核承办单位:承办人:
自檢检查粘贴是否牢固,表面是否干净,粘贴方正不歪斜,成
不良品截出后要密和
本工序作業1.检查本工位物料有无错误,并摆放整齐;
2.贴时要牢固,不能有开胶现象
3.贴时不能溢胶
5.不能出现黏贴不到位
檢查上工序检查产品是否脏污
表面覆膜是否平滑,是否有气泡
操作说明技术要求4.贴时要方正,不能歪斜
材料编号材料规格SA-AB016-A04-044960
适用产品名称3140 166 41171彩盒工序名称10H 工序排号手工
精艺印刷有限公司 作 业 指 导 书编制日期页数
第6页共6页
.。
前言职能小组成员在编写手册的过程中结合自身实际工作的经验,通过集体研讨及条理化整理,手册现已完成。
在此对以下编撰人员的辛勤付出表示感谢:相信手册的切实推行才能发挥出其具有的作用。
其中的内容也将会因应实际的需求而更新。
使手册的内容与实际工作同步。
目录手册的目的 (4)手册的范围 (4)一、营运管理概述 (5)建立_________职能营运系统的目的 (5)我们需要知道... ... .. (5)成功的营运的八大原则 (5)我们最好的工作 (5)二、名词定义 (5)三、职责要领 (6)四、内务管理 (6)五、关键业务流程 (6)六、业务流程权限 (6)七、操作规程 (6)八、风险要点 (6)九、防范措施 (6)十、过程的KPI指标 (6)十一、文档维护 (7)十二、总检稽核 (7)手册的目的我们提出的问题:1.培训、辅导、训练如何为组织谋利?2.它如何增强组织富有竞争性的战略优势?3.最根本的问题在于:辅导与训练如何评定可获得的成绩,培训的内容能否真正运用到实际工作中,如何保证公司投入宝贵的资源是一项正确的举措?所以:训练必须以培养技能、知识为重心。
在开展以技能、知识为重心的培训之前,必须明确现在和将来需要的是何种技能和知识,评估时需提出以下问题,以便认清我们员工目前具备的技能各知识与未来的业务要求之间的差距:1.我们员工现在具有什么技能和知识?2.我们员工为了满足不断变化的业务要求,需要掌握何种技能和知识?3.公司需要的技能和知识与员工已经具备的技能和知识之间的“差距”是什么?4.为了缩短这些差距,员工必须参加什么类型的学习?我们必须明确员工应该掌握的关键技能、知识。
而所有正在进行的培训,必须与那些技能、知识密切联系起来。
因此:不断地、持之以恒地训练和培养员工,这一努力方向是不会改变的。
手册的范围这本《》手册,主要介绍职能管理中各个环节的相关知识,其内容涉及到管理的方方面面,它要保证让我们职能每个岗位人员都能拥有自信心和业务技能,最专业化地开展工作。