张力减径机理论资料
- 格式:pdf
- 大小:154.42 KB
- 文档页数:13

SRM330-24机架张力减径机简介
武建兵;刘世虎
【期刊名称】《机械管理开发》
【年(卷),期】2009(024)001
【摘要】张力减径机是热轧钢管生产的重要设备,直接影响钢管生产的产量与质量,其结构传动方式多样.文章介绍了SRM330-24机架张力减径机的工艺参数、结构组成、设备特点,作为轧辊单独传动的国产化设备具有很大市场潜力.
【总页数】3页(P70-71,75)
【作者】武建兵;刘世虎
【作者单位】太原通泽成套设备有限公司,山西,太原,030032;太原通泽成套设备有限公司,山西,太原,030032
【正文语种】中文
【中图分类】TG333.13
【相关文献】
1.Φ340 mm十机架微张力减径机简介 [J], 陈纬;赵超越
2.14机架钢管微张力减径机集中差速式主传动装置设计 [J], 颜飞;钟剑雄
3.21机架张力减径机椭圆孔型的有限元分析 [J], 石建辉;赵春江;江连运;俞洪杰;卞丽萍
4.张力减径机可调机架技术的应用 [J], 谢麒麟;潘峰;郑坚敏;周志杨;王超峰;苏惠超;杨军
5.张力减径机机架推拉装置的液压同步控制 [J], 张英婵
因版权原因,仅展示原文概要,查看原文内容请购买。

1类别:产品展示详细介绍:减径机是指无缝管生产线中位于穿孔机、轧管机之后用于对钢管进行进一步轧制、延伸、精整的关键设备。
张力减径工艺过程是在并排布置的一系列轧辊机架中对荒管进行连续轧制的过程,在这一过程中,采用适当的孔型系列,使荒管的外径得以连续的减缩。
与此同时,凭借机架系列中轧辊转速比例的调节,可以取得预定的直径和壁厚的变化。
减径机主要结构组成:机架装配、主传动装置、方机架、换辊小车、小车传动装置、推拉机构、进出口升降辊道装置等。
减径机的分类:根据机架之间张力系数的大小分为强张力减径机与微张力减径机两种1.微张力减径机微张力减径机是指轧辊机架数目较少(小于或等于14架),在各轧辊机架间建立较小张力系数的减径机。
2.强张力减径机强张力减径机是指轧辊机架数目较多(一般大于14架),能够在各轧辊机架间建立比较大的张力系数(一般大于0.75)的减径机;无缝钢管生产线减径机轧辊机架数目越多,其前面的穿孔机、轧管机需要备用的工具就越少,可以用较少的荒管规格生产出不同规格的成品管。
根据传动形式的不同分为直流单独传动与集中差速传动两种1.直流单独传动每个机架由单独的直流电机传动,结构简单,速度调整灵活、范围大,产品规格广,生产能力大。
2.集中差速传动集中传动的速度刚性好,即轧件咬入时电机虽有降速,但只影响减径机的轧制速度,而不改变机架间的速度比例,电气控制系统较简单,投资较省,结构紧凑,操作简单,维护方便2级别: 技工精华: 0发帖: 204威望: 0 点金钱: -2 机械币贡献值: 0 点注册时间:2008-05-09最后登录:2013-04-10小中大引用推荐编辑只看复制单独传动(微)张力减径机的特点与设计单独传动(微)张力减径机的特点与设计冀文生(太原通泽成套设备有限公司)摘要:介绍了(微)张力减径机的各种传动型式及特点,并结合(微)张力减径机设计的经验着重对单独传动(微)张力减径机组各主要部分的不同结构特点和设计作了分析,主要为钢管厂的技术改造提供设备选型参考。
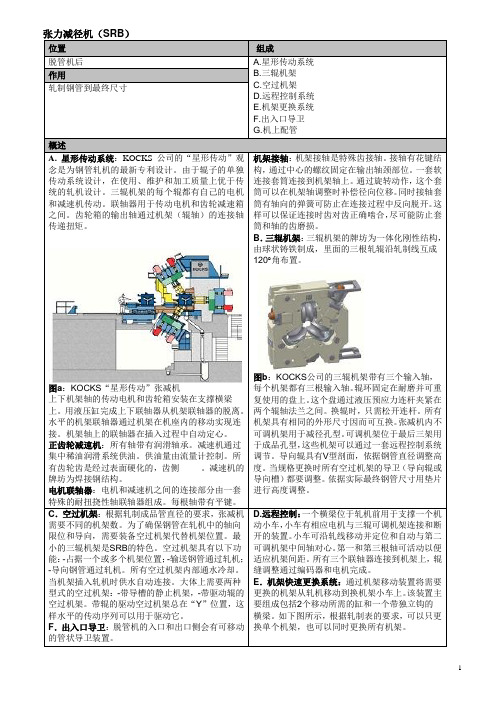
7.钢管冷床区域7.18.钢管锯切区域一、SRB相关知识1.SRB前高压水除鳞装置(压力8~1 80bar可调)喷环组成:除鳞环+挡水环 1+1除鳞装置在喷嘴上的最大压力:180bar,正常压力:160bar荒管温度:830~960℃(S≦7时,由于条件限制,可适当降低)2.二十四机架张力减径机组—机架机架类型:3辊式矩形机架;机架数量:24—轧辊可调机架名义直径:Φ360mm左右不可调机架名义直径:Φ365mm可调机架的调整范围:Max7mm可调机架的调整比例:调整一个刻度等于孔型变化0.05mm轧辊宽度:190mm材质:球墨铸铁机架更换缸:2个3. 空过机架1、空过机架Y类型,不带传动辊,占一个机架位;2、空过机架倒Y类型,不带传动辊,占一个机架位;3、检测机架Y类型,不带传动辊,占一个机架位;4、检测机架倒Y类型,不带传动辊,占一个机架位;5、空过传动机架,带传动辊,占一个机架位;6、空过传动机架,带传动辊,占十个机架位;二、质量缺陷1.产品主要缺陷及处理办法1.1轧折1)产生原因:a张力减径机各机架减径量分配不当或宽展系数选择不当B由穿孔,连轧机的操作不当引起的C某一机架轧辊啃伤,表面龟裂,经后续机架连续轧制引起。
2)消除办法:合理分配各机架减径量,修磨轧辊或是更换机架。
1.2结疤1)产生原因:再加热时氧化铁皮及粘连的硬杂物残留在管子的外表面上,在轧制时压入管子表层.2)消除办法:控制再加热的质量,调节高压水除鳞.1.3麻面1)产生原因:a轧辊的孔槽磨损严重b钢管在再加热炉中停留时间过长或是加热温度过高,使氧化铁皮过厚, 生产的时候压入钢管表面c高压水除鳞压力低,或是个别喷嘴堵塞,形成一条纵向氧化铁皮,轧制时压入管子表面d再加热炉辊道或步进梁粘钢2)消除办法:a麻面严重时就要更换机架b严格按照操作规程操作,不能让钢管在再加热炉中停留时间过长,张减机出现故障时要降低再加热炉的炉温c张减机入口前高压水除鳞要在规定的压力下进行,发现喷嘴堵塞要马上处理1.4青线1)产生原因:a孔型设计不合理,造成钢管过充满b轧制低温钢c来料尺寸过大d机架孔型中心线不对,错位e轧辊辊缝倒角不合要求f轧辊超寿命使用,磨损严重g用圆孔型轧制D/S较大的薄壁管h轴承间隙引起轧辊跳动或窜动i电机转速与设定值相差较大j锁紧缸未锁紧,导致机架窜动2)消除办法:a正确设计孔型b严格按照技术要求更换机架C按照操作规程进行轧制1.5开裂1)产生原因:钢管停留在张减机前面的时候过长,高压水喷射时间长,造成轧制低温钢。

张力减径机的动力学和运动学分析文章主要对三辊式张力减径机进行分析,主要分析张力减径机的动力学和运动学原理,通过对张力减径机的速度分析、转速分析和速度控制来分析张力减径机运动学特征,通过对张力减径机受力分析、张力减径机轧制压力和轧制扭矩动态特性分析。
张力减径机是现代化的生产机组,它的功能和优越性使其在大型无缝钢管生产中不可或缺。
随着我国钢管工业的发展张力减径机组正被广泛运用。
对三辊式张力减径机进行分析,该机组是90年代研制的,具有许多独特的优点。
以下分析张力减径机的运动学和动力学原理。
1.张力减径机的运动特性1.1.运动学特征在张力减径的过程中,要求各个机架的延伸系数和轧辊圆周协调一致,同时,决定连续轧机运行的基本条件要求通过每个机架的第二股金属流相等。
在所有的机架都充满金属而C不等于0的情况下,对于每对轧辊在任意瞬间都遵守秒流量、相等的原则,这种相等可通过轧辊和金属之间的滑移达到。
因此当C不等于0时,减径机任何一个机架中的变形条件发生变化,都会影响其余机架中的变形条件,但由于连轧过程本身存在着相适应,自相调整的过程,因此,即使在这种相互作用的复杂关系中,还原过程仍然可以在任何时刻保持第二个流相等。
但是当差别较大时,必然会造成严重的拉钢和推钢,轻者不能获得所需的钢管尺寸,重者连轧过程不能建立,甚至出现事故,因此较为准确的计算各机架转速是很重要的。
1.2.张力减径机的速度控制当轧管转速确定后,必须采用适当的方法进行测定以控制轧辊的速度。
无论拉伸减径机是单独驱动还是整体驱动,速度必须控制在一定水平内,以确保正确的张力。
2.张力减径机的动态分析2.1.张力减径过程中的外力分析张力减径实际上是无芯棒连轧。
符合圆孔型中轧管时的外作用力关系。
按力学原理,轧制工具对金属施加的外力主要是正压力(垂直于工具表面)以及相对运动而产生的摩擦力(垂直于正压力)。
考虑每个零件沿孔槽宽度的应力条件要复杂得多,不过还是两个力——正压力和摩擦力。
包头钢铁职业技术学院学生毕业论文论文题目:张力减径的工艺原理及主要问题专业:冶金班级:冶金一班学生:李咏光指导教师:魏宁日期: 2010年3月31日目录摘要 (1)关键词 (1)引言 (1)1 张力减径机技术的发展 (1)2 张力减径机的作用 (1)2.1张力减径机的形式 (2)3 钢管定径、减径的工艺原理 (3)3.1 张力减径的优点、缺点 (3)3.2三辊定径、减径机减径与二辊定径减径机相比 (4)3.3张力径机的孔型 (5)3.4张力减径机与微张力减径机的不同 (8)3.5 管材热扩径方法 (8)4张力减径时管端偏厚的原因 (10)4.1影响张力减径机管端增厚的因素 (10)4.2影响管内多边形的因素 (11)结语 (11)参考文献 (12)张力减径机的工艺原理及主要问题摘要:简介了三辊定径机定径和减径的作用及形式,提出了定减径机工作时常出现的问题,进行了三辊定减径机和两辊定减径机的比较。
关键词:定减径机;壁厚;斜轧;张力引言:在无缝钢管生产的三大机组——穿孔机组、轧管机组、定减径机组中,人们一直十分关注轧管机的研究,先后开发出自动轧管机组、顶管机组、新型顶管机组(CPE)、三辊轧管机组、连轧管机组(包括浮动芯棒MM、限动芯棒MPM和半浮动芯棒连轧管机组等)、AccuRoll轧管机组、改进型三辊轧管机组。
但对于穿孔机组,仅在20世纪80年代初才提出菌式穿孔机。
而定减径机一直使用二辊式和三辊式,直到20世纪90年代初才提出三辊可调式定径机技术。
新型三辊可调式定径机技术是为满足现代钢管生产高效、优质、低耗的要求而开发的,它的开发成功也为无缝钢管的生产注入新的活力。
1张力减径机技术的发展张减工艺主要特点是边连续多机架二辊或三辊无芯棒纵轧,采用适当的孔型系使毛管外径减缩,通过机架系列中轧辊速比的调节获得预定的壁厚变化。
20世纪40年代无缝管机组被美国和西欧所用,这时的张减机都是二辊式,到了20世纪50年代,西德曼乃斯曼公司成功地奕用了三辊式张力减径机,从而代替了二辊式。