张力减径机的动力学和运动学的分析详细版
- 格式:docx
- 大小:103.82 KB
- 文档页数:6
包头钢铁职业技术学院学生毕业论文论文题目:张力减径的工艺原理及主要问题专业:冶金班级:冶金一班学生:李咏光指导教师:魏宁日期: 2010年3月31日目录摘要 (1)关键词 (1)引言 (1)1 张力减径机技术的发展 (1)2 张力减径机的作用 (1)2.1张力减径机的形式 (2)3 钢管定径、减径的工艺原理 (3)3.1 张力减径的优点、缺点 (3)3.2三辊定径、减径机减径与二辊定径减径机相比 (4)3.3张力径机的孔型 (5)3.4张力减径机与微张力减径机的不同 (8)3.5 管材热扩径方法 (8)4张力减径时管端偏厚的原因 (10)4.1影响张力减径机管端增厚的因素 (10)4.2影响管内多边形的因素 (11)结语 (11)参考文献 (12)张力减径机的工艺原理及主要问题摘要:简介了三辊定径机定径和减径的作用及形式,提出了定减径机工作时常出现的问题,进行了三辊定减径机和两辊定减径机的比较。
关键词:定减径机;壁厚;斜轧;张力引言:在无缝钢管生产的三大机组——穿孔机组、轧管机组、定减径机组中,人们一直十分关注轧管机的研究,先后开发出自动轧管机组、顶管机组、新型顶管机组(CPE)、三辊轧管机组、连轧管机组(包括浮动芯棒MM、限动芯棒MPM和半浮动芯棒连轧管机组等)、AccuRoll轧管机组、改进型三辊轧管机组。
但对于穿孔机组,仅在20世纪80年代初才提出菌式穿孔机。
而定减径机一直使用二辊式和三辊式,直到20世纪90年代初才提出三辊可调式定径机技术。
新型三辊可调式定径机技术是为满足现代钢管生产高效、优质、低耗的要求而开发的,它的开发成功也为无缝钢管的生产注入新的活力。
1张力减径机技术的发展张减工艺主要特点是边连续多机架二辊或三辊无芯棒纵轧,采用适当的孔型系使毛管外径减缩,通过机架系列中轧辊速比的调节获得预定的壁厚变化。
20世纪40年代无缝管机组被美国和西欧所用,这时的张减机都是二辊式,到了20世纪50年代,西德曼乃斯曼公司成功地奕用了三辊式张力减径机,从而代替了二辊式。
张力减径内六方成因分析及解决方法罗登高【摘要】分析了无缝钢管在张力减径时内六方产生的原因及影响因素,重点分析了温度不均匀对内六方的影响,并结合现有工艺条件提出多种减少直至消除内多边形的措施.【期刊名称】《机械研究与应用》【年(卷),期】2012(000)003【总页数】2页(P145-146)【关键词】无缝钢管;张力减径;内六方【作者】罗登高【作者单位】衡阳华菱钢管有限公司,湖南衡阳421001【正文语种】中文【中图分类】TH121 引言张力减径作为热轧无缝钢管生产的最后一道热变形工序,该工艺的目的是应用相互紧靠机串列的轧机机架使钢管进行连续加工,在加工时通过适当的轧制序列使钢管外径递减(轧辊如图1所示),同时利用该机架序列中辊速比率的可变调节,使钢管壁厚按预定变化。
该工序还可消除前道工序(如穿孔、连轧等)轧制过程中造成的荒管外径不一(同一根或同一批),以提高热轧成品管的外径精度和圆度。
但根据目前的生产情况,该工艺存在先天缺陷,即:加工后钢管内孔并不是所希望的圆,而是一种内多边形,近似于正六边形,简称为“内六方”。
2 内六方的形成原因产生内六方的直接原因是钢管在张减过程中,沿钢管孔型周边壁厚的变化是不均匀的。
减径管的内六方是由减径时沿孔型周边金属径向流动不均匀及相邻两机架孔型的辊缝相互交替所引起的。
某钢管厂在生产48.3×9.5的成品管时内六方较严重,如图1所示。
图1 钢管内六方示意图3 张力减径过程中的传热分析文献[1]中,作者通过分析轧辊对钢管的压力沿周向分布不均,钢管经多机架不均匀变形的积累,形成内六方[1-2]。
这里主要分析钢管温度分布不均匀对内六方的影响。
由于接触传热的复杂性,一般将接触传热用经验公式qj=hj(T-Tf)表示,等式中qj为接触换热热流,hj为等效接触导热系数,影响接触换热的所有因素都通过该系数考虑,T为钢管表面温度,Tf为与钢管接触的轧辊表面温度。
考虑钢管张力减径时,接触压力变化很大,而轧辊、钢管的表面粗糙度以及环境气体或介质可认为统计意义上的不变,这样对于具体的轧制过程,可以认为接触传热过程仅受接触压力的影响,即接触换热系数仅是接触压力的函数[3],根据经验得出:其中:pj为接触压力;h0,kj均为常数。
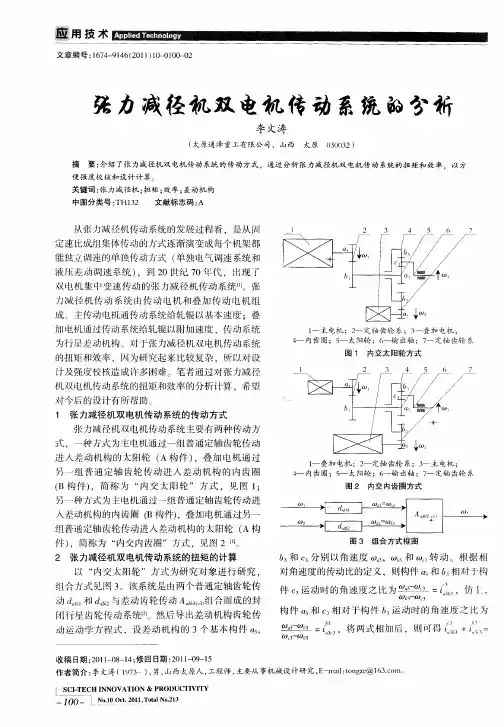
张力减径机的动力学和运动学的分析文章主要对三辊式张力纱线减径机进行分析,主要分析张力减径机的动力学和运动学原理,通过对张力减径机的速度分析、转速分析和速度控制来分析张力减径机特征,通过对张力减径机受力分析、轧制压力和轧制力矩进行分析张力减径机的动力学特征分析。
张力减径机是现代化的生产机组,其作用和优越性使其在大规模无缝钢管生产中不可缺少。
随着我国钢管工业的发展似已张力减径机组正被广泛运用。
对三辊式张力减径机进行分析,该机组是90年代研制的,具有许多独特的其优点。
以下分析张力减径机的运动学和动力学原理。
1.张力减径机的运动学特征1.1.运动学特征在张力减径的过程中会,要求各个机架的延伸对数和轧辊圆周协调一致,同时决定连轧机工作的基本条件要求通过每个机架的金属的秒流量相等。
在所有的机架即便充满金属全部而C不等于0的情况下,对于每对轧辊在任意瞬间都遵守秒流量、相等的原则,这种相等可通过轧辊和塑料之间的滑移达到。
因此当C不等于0时,发生变动减径机任何一个机架中的变形条件发生变化,中同辐花影响其余机架中的变形条件,但由于连轧过程本身存在着相适应,自相调整的过程,因此即使在这种相互作用的关系中减径过程仍然能够在任一瞬间保持秒流量相等。
但是当差别较大时,必然会造成严重的拉势必钢和推钢,轻者不能获得所需的钢管尺寸,重者连轧过程不能建立,甚至出现事故,因此较为准确的计算各机架转速是很重要的。
1.2.冲击力减径机的速度控制当轧管转速确定后,必须采用适当的方法进行测定以控制轧辊的速度。
无论是单独传动还是集体传动的张力速度机都要将减径控制在一定水平以内才能保证正确的张力。
2.张力减径机的声学分析2.1.张力减径过程中的外作用力的分析张力减径实际上是无芯棒连轧。
符合圆孔型中轧管时的外作用力关系。
按力学原理,轧制给予金属的外力主要是正压力(垂直于工具表面)放电以及相对运动而产生的振动(垂直于正压力)。
如果上所考虑沿孔槽宽度上各部位的受力情况就要多样的多,不过还是两个力——正压力和摩擦力。
无缝钢管张力减径张力系数的理论计算与分析李金锁;吕庆功【摘要】通过推导钢管张力减径塑性方程,提出了表征钢管张力减径时纵向、径向和切向变形的指标,计算和分析了张力系数对张力减径变形的影响特点,并定量分析了临晃张力系数的特点.分析结果表明:增大张力系数有利于促进钢管的纵向延伸变形和减壁变形,不利于减径变形;在3个方向的变形中,张力系数对壁厚变化的影响最为明显;钢管张力减径时,临界张力系数的大小只受钢管径壁比的影响,径壁比越大,临界张力系数越大;理论计算的临界张力系数的范围为0.35~0.50,任何情况下临界张力系数小于0.50.通过生产应用实例证实,根据钢管径壁比选择张力系数具有实用性和有效性.【期刊名称】《钢管》【年(卷),期】2015(044)003【总页数】4页(P40-43)【关键词】无缝钢管;张力减径;张力系数;塑性变形;径壁比【作者】李金锁;吕庆功【作者单位】天津冶金集团中兴盛达钢业有限公司,天津301616;北京科技大学高等工程师学院,北京100083【正文语种】中文【中图分类】TG333.8张力减径机是现代化的生产机组,可以实现钢管的增壁厚、等壁厚和减壁厚变形,在热轧无缝钢管生产过程中得到广泛使用[1-2]。
一般的减径机上单机架减径量只有3%~5%,而张力减径机的单机架减径量可达7%(甚至更高),总减径量可达85%,总减壁量可达38%[3-4]。
因此,张力减径机前面的轧管机可以只生产少数几种规格的荒管,通过张力减径机来得到各种规格的成品管,从而大大提高热轧无缝钢管机组的生产效率、扩大产品规格范围[5-6]。
张力系数是控制钢管壁厚变化的关键参数,其设定和控制水平对于成品钢管的壁厚精度具有重要的影响[7]。
通常情况下,张力减径机应尽可能采用大的张力系数,以强化张力减径工序的减壁变形能力,但必须结合具体工艺条件进行合理设定。
一般张力减径的张力系数为0.34~0.50时为等壁减径,张力系数为0~0.33时为增壁减径,张力系数大于0.50时为减壁减径,实际生产中的最大张力系数可取到0.65~0.85[8-10]。
第3章 张力计算及驱动原理张 力 − 输送机牵引构件内的拉紧力。
主要包括:1)张紧装置形成的初张力(予张力);2)克服各种阻力所需的张力;3)由动载荷所形成的张力。
静张力 − 包括初张力和克服阻力所需张力,包括1)和2); 动张力 − 由于动载荷所形成的张力。
张力计算的目的是确定输送机牵引构件的最小张力和最大张力,以便选择强度合适的牵引构件。
另一目的是确定驱动装置传递的圆周力,最终确定电机的功率。
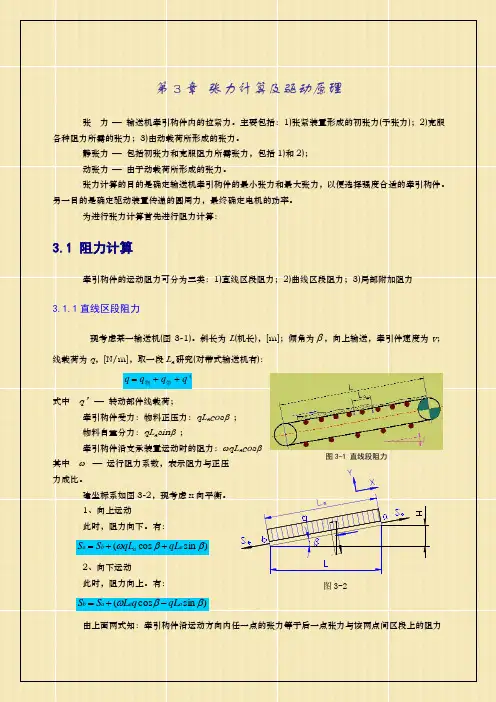
为进行张力计算首先进行阻力计算:3.1 阻力计算牵引构件的运动阻力可分为三类:1)直线区段阻力;2)曲线区段阻力;3)局部附加阻力3.1.1直线区段阻力现考虑某一输送机(图3-1)。
斜长为L (机长),[m];倾角为β,向上输送,牵引件速度为v ;线载荷为q ,[N/m],取一段L a 研究(对带式输送机有):' q q q q ++=带物式中 q’ − 转动部件线载荷;牵引构件受力:物料正压力:qL a cos β ;物料自重分力:qL a sin β ;牵引构件沿支承装置运动时的阻力:ωqL a cos β其中 ω − 运行阻力系数,表示阻力与正压力成比。
建坐标系如图3-2,现考虑x 向平衡。
1、向上运动此时,阻力向下。
有:)sin cos (ββωa a b a qL qL S S ++=2、向下运动此时,阻力向上。
有:)sin cos (ββωa a a b qL q L S S -+=由上面两式知:牵引构件沿运动方向内任一点的张力等于后一点张力与该两点间区段上的阻力图3-1 直线段阻力图3-2之和。
因此,ab 两端的张力之差,就表示该区段的运动阻力:向上:)()sin cos (H L q q L S S W a b a a +=+=-=ωββω向下:)()sin cos (H L q q L S S W a a b a -=-=-=ωββω直线段张力计算:W S S i i +=-1运行阻力:)(H L q W a ±=ω单位长度上阻力:)sin cos (ββω±==q L W P aaa a 、线载荷q 的讨论:q 分为有载分支和无载分支。
解决方案编号:LX-FS-A39770张力减径机的动力学和运动学的分析标准范本In the daily work environment, plan the important work to be done in the future, and require the personnel to jointly abide by the corresponding procedures and code of conduct, so that the overall behavior oractivity reaches the specified standard编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑张力减径机的动力学和运动学的分析标准范本使用说明:本解决方案资料适用于日常工作环境中对未来要做的重要工作进行具有统筹性,导向性的规划,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
文章主要对三辊式张力减径机进行分析,主要分析张力减径机的动力学和运动学原理,通过对张力减径机的速度分析、转速分析和速度控制来分析张力减径机运动学特征,通过对张力减径机受力分析、轧制压力和轧制力矩进行分析张力减径机的动力学特征分析。
张力减径机是现代化的生产机组,其作用和优越性使其在大规模无缝钢管生产中不可缺少。
随着我国钢管工业的发展张力减径机组正被广泛运用。
对三辊式张力减径机进行分析,该机组是90年代研制的,具有许多独特的优点。
以下分析张力减径机的运动学和动力学原理。
1.张力减径机的运动学特征1.1.运动学特征在张力减径的过程中,要求各个机架的延伸系数和轧辊圆周协调一致,同时决定连轧机工作的基本条件要求通过每个机架的金属的秒流量相等。
张力减径机的动力学和运动学的分析引言张力减径机是一种常用于处理连续卷材的设备,其主要作用是在连续材料的运动过程中,对其进行拉伸、切断、定位等加工操作。
在这个过程中,张力减径机需要满足多个因素的要求,如速度、张力、定位精度等等,因此,对其机理的分析是十分重要的。
本文将对张力减径机的动力学和运动学进行分析,以便更好地了解它的工作原理。
动力学分析张力的产生和作用在张力减径机中,张力是产生于主动轮和牵引轮之间的,主要作用是使连续卷材能够按照规定的速度进行运动,同时也为之后的加工操作提供了必要的条件。
产生张力的具体原理是:通过调整主动轮和牵引轮之间的距离和受力角度,使其产生合适的压力,使得卷材表面能够产生一定的摩擦力,完成拉伸的过程。
动力作用力的分析在张力减径机中,主要的动力作用力有两个:牵引力和切割力。
牵引力是主动轮和牵引轮之间产生的力,其大小与卷材的材料特性、卷径以及张力的大小有关。
一般来说,牵引力的大小是受到一定限制的,因为过大的牵引力很容易引起连续卷材的断裂等问题。
切割力则是在完成张力放松和定位后对连续卷材进行切割的力,其大小取决于切割刀具的选择和切割方式。
运动状态的分析张力减径机的运动状态主要分为两类:平动和旋动。
平动是指卷材在张力减径机中的直线运动,其速度和方向可以通过控制主动轮和牵引轮的转速和角度来控制。
旋动是指卷材在放松张力和定位后完成切断操作时所进行的旋转运动。
在进行旋转操作时,需要确保主动轮和牵引轮的运动速度和位置的精度,并保持对卷材的限位等操作。
运动学分析定位精度的分析卷材的定位是张力减径机中一项非常重要的任务。
其通过采用不同的装置和传感器对卷材的位置进行监测来完成。
在进行定位操作时,需要严格控制主动轮和牵引轮的运动状态以及切割刀具的位置和速度等参量,以达到精准的定位效果。
运动的控制和优化尽管张力减径机的主要功能是完成张力、切割和定位操作,但其运动过程中也需要实时监测和调整主动轮和牵引轮的运动状态以及切割刀具的参数等相关因素。
电阻焊张力减径钢管的力学模型研究引言:电阻焊张力减径钢管工艺是一种常用于工业制造领域的技术,用于将一根厚壁钢管经过加热和塑性变形,在保持壁厚均匀的情况下将其直径缩小。
这种工艺在许多领域中具有广泛的应用,包括石油管道、汽车工业等。
本文旨在探讨电阻焊张力减径钢管的力学模型,以期进一步了解该工艺的机理和影响因素。
一、电阻焊张力减径钢管工艺介绍电阻焊减径是一种通过电加热和力学变形来减小钢管直径的工艺。
在这个工艺中,一根钢管首先被加热到一定温度,然后通过外力施加张力,使其纵向变形,从而达到减小直径的目标。
二、力学模型的建立为了研究电阻焊张力减径钢管的力学行为,需要建立一个准确的力学模型。
该模型应考虑以下因素:钢管的材料特性、加热过程中的温度分布、应力分布和减径后钢管的力学性能等。
1. 钢管的材料特性钢管的材料特性是考虑模型的重要因素之一。
应注意到钢管在加热过程中会发生相变,从室温的固态逐渐转变为高温下的塑性流动状态。
因此,必须将这种材料行为纳入力学模型中。
2. 加热过程中的温度分布加热是电阻焊张力减径钢管工艺的关键步骤之一。
钢管在加热过程中会发生温度升高,因热传导而导致温度的梯度分布。
了解加热过程中的温度分布对力学模型的建立是至关重要的。
3. 应力分布在电阻焊减径过程中,外力施加在钢管上,使钢管产生纵向应力。
这些应力分布是在钢管减径的过程中非常关键的。
通过建立钢管应力分布的模型,可以进一步分析减径过程中材料的变形和应力集中情况。
4. 减径后钢管的力学性能在完成电阻焊减径后,钢管会发生直径、壁厚和材料性能的变化。
因此,在力学模型中必须考虑这些因素。
三、实验验证和计算模拟建立理论力学模型后,我们可以通过实验验证和计算模拟来验证模型的准确性。
1. 实验验证通过采集电阻焊张力减径钢管的温度和应力数据,可以比较实验结果和模型预测值,从而验证模型的准确性。
实验还可以评估不同参数对减径过程的影响。
2. 计算模拟在进行计算模拟之前,必须将电阻焊减径钢管的力学模型转化为数值模型。
钢管张力减径机的减径理论及工艺参数太原重型机器有限公司技术中心轧钢所汤智辉前言张力钢管减径是钢管生产中的一项重大的发展,世界各国都十分重视。
张力减径机已经愈来愈广地得到应用。
用一般不带张力的减径机来生产小直径钢管,已经有很多年的历史了。
但是,由于减径出来的钢管壁厚增加、横向壁厚不均比较严重,减径管的质量不能令人满意;同时由于减径量较小,需要比较多的机架,因此,这种减径机应用范围多半局限在生产轧管机组不能或不容易直接生产的小直径钢管。
在一般减径机上,单架减径理只有3~5%,而在张力减径机上,单架减径量可以达到12~14%。
张力减径时,在减小直径的同时可以使钢管壁厚减薄或者保持不变,减径过程稳定并且钢管的横向壁厚不均也比较小。
因此,张力减径就成了生产薄壁小直径钢管的有效方法。
此外,由于张力减径时的变形量大,所需要的机架数目可以显著减少,因而使减径管的规格范围日益扩大。
这样,减径机就不仅用来生产小直径钢管,同时也用来生产较大规格的钢管。
在这种情况下,前面的轧管机组就可以只生产少数几种生产北最高、最便于生产的规格,通过张力减径机得到各种尺寸的成品管,从而大大提高了机组的生产能力,简化了生产。
目前,只要是在无缝钢管生产中,不论在连续生产还是单根钢管生产中,也不论在轧钢机还是在挤压机后,都广泛安设了张力减径机。
因此,可以说:张力减径机已经成为钢管生产中应用最广泛的设备之一。
张减理论一、 管材的壁厚变化与延伸在张力减径时过程中,管材的壁厚减薄与延伸,既发生在减径机的各机架上,也同样发生在减径机各机架之间。
㈠ 在机架上的变形当管材在机架上受压时,直径和壁厚都发生变化。
如果说直径的变化完全决 定于孔型的尺寸,那么壁厚的改变则同其它一些因素(张力、壁厚与直径之比等)有关。
现以管材在变形区的一个单元体为例,对其应力状态进行分析。
径向应力 σr 、切向应力σq 、轴向应力σx 在管材断面和在变形区的分布都是不均匀的。
这可以从管材出入口断面的应力不相等,和内外表面的应力不相等可以看出。
给常州减径机讲稿2004年10月17日1、前言1、1张力减径机与微张力减径机的区别总的来,张减与微张减在设备和变形原理上是完全一样的,只是在实际运用时,根据不同的条件和要求,选择的工艺参数(张力系数)不同而已。
张力减径一般机架数≥16,工艺上最大的特点是减壁减径,一般单架最大减径率>6.0%,总减径率可达到80%以上。
但同时它的切头损失非常大(最大的切头长度可超过2米)。
微张力减径的机架数≤14,过去单架最大减径率不超过3.5%、总减径率小于35%。
由于张力系数≤0.5,只能实现等壁或减壁减径,因此切头损失比张减大大减少——大多情况下,切头长度大多可控制在300MM以内。
同时,只要措施得当,中、厚壁管的“内六方”可控制在较好水平。
因此微张力减径机比较适用于荒管长度≤15米的热轧无缝钢管机组和中、厚壁管生产。
1、2介绍主要内容介绍的主要内容是减径的变形理论、几个工艺问题和生产工艺的编制、轧机调整。
2、变形理论(微张减工艺的基础)2、1基本变形理论——钢管张力减径变形的基本方程式2、1、1 推导所用的符号和定义S ——钢管壁厚D ——钢管外径F ——钢管横断面积F=πS(D-S)ν——钢管壁厚系数ν=S/DDm——钢管平均直径1Dm=D-Sζr ——径向应力ζ e ——轴向应力ζt ——切向应力Φr ——径向对数变形Φr=l nS/S0Φe ——轴向对数变形Φe=l nL/L0=ln F0/F=lnµΦt ——切向对数变形Φt=l n(D-S)/(D0-S0)2、1、2 基本出发点1)三向的应力—应变关系——圣维南塑性应力应变理论(ζr-ζm):(ζe-ζm):(ζt-ζm)=Φr:Φe:Φt 式中:ζm为平均应力ζm=(ζr+ζe+ζt)/32)屈服条件——最大切应力理论ηma x=(ζ1-ζ3)/2=Kf/2在钢管减径条件下,即为:ζe-ζt=K fKf为材料的变形抗力,主要与材料的屈服极限ζs、变形温度、变形速度以及加工硬化等有关。
文件编号:GD/FS-1093
(解决方案范本系列)
张力减径机的动力学和运动学的分析详细版
A Specific Measure To Solve A Certain Problem, The Process Includes Determining The Problem Object And Influence Scope, Analyzing The Problem, Cost Planning, And Finally Implementing.
编辑:_________________
单位:_________________
日期:_________________
张力减径机的动力学和运动学的分
析详细版
提示语:本解决方案文件适合使用于对某一问题,或行业提出的一个解决问题的具体措施,过程包含确定问题对象和影响范围,分析问题,提出解决问题的办法和建议,成本规划和可行性分析,最后执行。
,文档所展示内容即为所得,可在下载完成后直接进行编辑。
文章主要对三辊式张力减径机进行分析,主要分析张力减径机的动力学和运动学原理,通过对张力减径机的速度分析、转速分析和速度控制来分析张力减径机运动学特征,通过对张力减径机受力分析、轧制压力和轧制力矩进行分析张力减径机的动力学特征分析。
张力减径机是现代化的生产机组,其作用和优越性使其在大规模无缝钢管生产中不可缺少。
随着我国钢管工业的发展张力减径机组正被广泛运用。
对三辊式张力减径机进行分析,该机组是90年代研制的,具有许多独特的优点。
以下分析张力减径机的运动学
和动力学原理。
1.张力减径机的运动学特征
1.1.运动学特征
在张力减径的过程中,要求各个机架的延伸系数和轧辊圆周协调一致,同时决定连轧机工作的基本条件要求通过每个机架的金属的秒流量相等。
在所有的机架都充满金属而C不等于0的情况下,对于每对轧辊在任意瞬间都遵守秒流量、相等的原则,这种相等可通过轧辊和金属之间的滑移达到。
因此当C不等于0时,减径机任何一个机架中的变形条件发生变化,都会影响其余机架中的变形条件,但由于连轧过程本身存在着相适应,自相调整的过程,因此即使在这种相互作用的复杂关系中减径过程仍然能够在任一瞬间保持秒流量相等。
但是当差别较大时,必然会造成严重的拉钢和推钢,轻者不能获得
所需的钢管尺寸,重者连轧过程不能建立,甚至出现事故,因此较为准确的计算各机架转速是很重要的。
1.2.张力减径机的速度控制
当轧管转速确定后,必须采用适当的方法进行测定以控制轧辊的速度。
无论是单独传动还是集体传动的张力减径机都要将速度控制在一定水平以内才能保证正确的张力。
2.张力减径机的动力学分析
2.1.张力减径过程中的外作用力的分析
张力减径实际上是无芯棒连轧。
符合圆孔型中轧管时的外作用力关系。
按力学原理,轧制工具给予金属的外力主要是正压力(垂直于工具表面)以及相对运动而产生的摩擦力(垂直于正压力)。
如果考虑沿孔槽宽度上各部位的受力情况就要复杂的多,不过还是两个力——正压力和摩擦力。
如
果认为在稳定过程中运动是均匀的,也就是说没有加速或减速,那么按照静力平衡条件,作用于金属的所有外力的矢量总和等于0。
2.2.张力系数的确定
在张力减径机动力学分析计算平均单位压力和总轧制力时需计算这些未知数。
2.3.轧制力矩的计算
2.3.1.轧制力矩的计算
计算管子的张力减径时的轧制力矩,可以根据切向接触力确定轧制力矩和根据能耗确定轧制力矩这两种方法,但效果都不是很好。
2.3.2.电机功率的计算
通过对张力减径机的运动学特征和动力学分析与计算,分析了设备整体的运行能力、设备运行过程中的变形和设备运行速度的控制。
通过分析在今后设备
的使用,保养,以及如何让设备发挥最大性能生产最优良的产品起到了很大的作用。
计算结果符合现场实际情况,在今后的运转和计算中可以借鉴应用。
可在这里输入个人/品牌名/地点
Personal / Brand Name / Location Can Be Entered Here。