钢管张力减径工艺特点及设备选型
- 格式:doc
- 大小:133.50 KB
- 文档页数:8

连轧管机组中的定(减)径机技术浅析现阶段,我国连轧管机组发展速度较快,并逐渐占据当前热轧管机组的主导地位,满足当前人们的需求。
据相关数据显示,世界上正在建设与已经投产的连轧管机组总数量约为513万套,综合年生产力约为2000万t,其中,包含19套二辊限动芯棒连轧管机组,生产力740万t、4套二辊半浮动芯棒连轧管机组,生产力200万t、14套二辊全浮动芯棒连轧管机组,生产力400万t以及16套三辊限动芯棒连轧管机组,生产力为660万t。
在我国的连轧管机组发展过程中,主要经历了四个历程:①1994~1983年的二辊全浮动芯棒;②1977~1995年的二辊半浮动芯棒;③1978~2021年的二辊限动芯棒和三辊限动芯棒;④2003~2021年的连轧管。
在不断发展过程中,现代连轧管机组逐渐对自身的技术进行创新,进而促使当前的定(减)径工序、轧管技术水平提升,以满足当前的需求。
例如,以实际的穿孔机为例,在传统技术应用过程中,主要是以带导盘桶式穿孔机以及桶式穿孔机两种为主,在不断的发展过程中,逐渐形成当前较为先进的桶形辊穿孔机和锥形辊穿孔机,其导卫装置既有导板式的也有导盘式的;对于当前的轧管来说,在传统的应用过程中较为普遍的为限动芯棒连轧管或者二辊全浮动芯棒,而在发展过程中逐渐创新应用三辊与二辊限动芯棒连轧管,以满足当前的需求。
对于当前的定(减)径来說,在传统应用过程中主要是利用定(减)径机进行工作,而在发展过程中,逐渐创新为当前的三辊张力减径机,其自身具有更为优越的性能,以满足当前的需求。
1 定(减)径机1.1 微张力定(减)径机分析在新建?准250mm及以上的规格连轧管机组来说,其均采用当前的微张力定(减)径机,甚至在当前的?准180mm以下规格的连轧管机组中,部分特殊的机组也可以采用微张力定(减)径机。
对于当前的微张力定(减)径机来说,其自身具有较强的优势,例如,在实际的应用过程中,减径过程主要是利用其具备的微张力,对钢管的增厚进行合理的控制,降低钢管的增厚或者避免钢管出现增厚情况,以满足当前的需求。
中小口径钢管穿孔减径生产工艺作者:徐伟来源:《科技创新与生产力》 2014年第5期徐伟(太原通泽重工有限公司技术中心,山西太原 030032)摘要:介绍了中小口径无缝钢管穿孔后直接减径的生产工艺及该工艺的设备组成,生产工艺的难点及相应的控制措施。
该工艺解决了冷拔管生产成本高,效率低,污染大的难题,在低端中小口径无缝钢管中与冷拔管相比极具竞争优势。
关键词:穿孔机;减径机;无缝钢管中图分类号:TG331 文献标志码:A DOI:10.3969/j.issn.1674-9146.2014.05.085目前我国很多工厂采取冷拔方式生产中小口径无缝钢管。
冷拔生产无缝钢管具有设备投资小,结构简单、维护方便,生产的钢管产品尺寸精度高和表面光洁度好等优点,但在冷拔前由于空心坯料通过热轧生产,不可避免地造成钢管的内外表面覆盖氧化皮,影响了钢管的表面质量。
大部分工厂采用酸洗钢管去除氧化皮,但废酸液的排放对环境造成极大的破坏。
随着人们对环境保护的要求越来越高,一些省份已经禁止新上酸洗项目。
现有的工厂尝试采用穿孔加减径机的方式直接生产小口径成品管,生产效率为每小时120支钢管,提高了生产效率,大大节约了生产成本,该工艺主要用于低端无缝钢管生产。
通泽重工公司生产的SRM275-14机架微张力减径机,通过大量工艺现场生产试验,逐渐掌握了小口径钢管穿减生产工艺,实现了稳定可靠的连续生产。
1 生产线主要设备组成及简介生产线主要由斜底式加热炉、穿孔机、感应加热炉和减径机以及辊道、台架等连线设备组成。
主要设备具体参数如下。
1.1 管坯加热炉采用22 m斜底式加热炉,炉体长度19 m,进料台2 m,有效装载宽度2 m,装载高度≤100 mm,窑外宽3 900 mm,加热温度为1 200~1 250 ℃,燃料种类为煤气。
1.2 穿孔机穿孔机采用卧式桶形辊穿孔机,前传动布置,最大穿孔管坯φ75 mm,电机功率320 kW,轧辊直径φ350~410 mm,轧辊转速123 r/min。
张钢棒线减定径机组设备及工艺特点谢红委;阎玉刚;朱大可;蒋子龙【摘要】对张钢棒线KOCKS减定径机的主要部件C模块及传动系统、机架、机架快速更换系统、计算机辅助孔型调整系统等进行了论述。
单一孔型系统、自由尺寸轧制、低温轧制及轧机配置程序(BAMICON)在三辊轧制技术中的应用,使产品尺寸精度可控制在±0.10 mm以内,显著提高了成材率,改善了产品表面质量和组织性能。
【期刊名称】《山东冶金》【年(卷),期】2015(000)006【总页数】2页(P78-79)【关键词】减定径机;C模块;三辊轧制;尺寸精度【作者】谢红委;阎玉刚;朱大可;蒋子龙【作者单位】山东钢铁集团淄博张钢有限公司,山东淄博256400;山东钢铁集团淄博张钢有限公司,山东淄博256400;山东钢铁集团淄博张钢有限公司,山东淄博256400;山东钢铁集团淄博张钢有限公司,山东淄博256400【正文语种】中文【中图分类】TG333面对市场的严峻挑战,张钢确立优化产品结构,抢占高附加值的精品市场战略方针,培育独特的竞争力。
围绕品种和质量,不断完善配套棒线有关工艺的改进和装备的改造。
目前,张钢棒线轧制产品的表面质量、公差尺寸、组织性能均匀性要完全满足用户对棒线材产品日益严格的要求,应对产线进行升级改造。
在降低成本、提高生产效率和成材率前提下满足市场需求日益严格的棒线材产品,德国的KOCKS公司三辊减定径机在国内的棒线上应用取得了很好的效果。
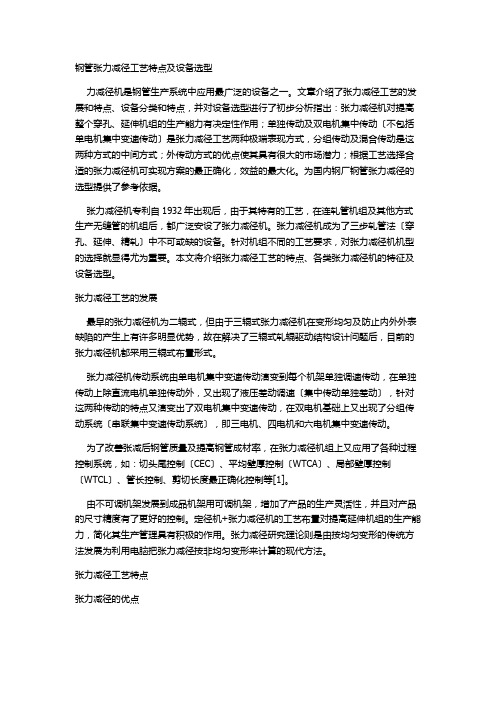
因此,在升级改造中决定在棒线精轧机后增加4机架KOCKS减定径机组,主要对其引进的减定径机组及三辊轧制技术等进行简要论述。
1)如图1所示,三辊减定径轧机每台机架有3根单独传动输入轴分别驱动3根辊轴,从而取消了机架内部传动伞齿轮,改善了机架内部结构,机架允许轧制力和轧制力矩比传统机架高30%左右[1]。
3根辊轴都装在可同步旋转的偏心套内,通过手动操作或远程控制同步旋转偏心套,即可实现同步无级调节辊缝。
钢管张力减径工艺特点及设备选型力减径机是钢管生产系统中应用最广泛的设备之一。
文章介绍了张力减径工艺的发展和特点、设备分类和特点,并对设备选型进行了初步分析指出:张力减径机对提高整个穿孔、延伸机组的生产能力有决定性作用;单独传动及双电机集中传动〔不包括单电机集中变速传动〕是张力减径工艺两种极端表现方式,分组传动及混合传动是这两种方式的中间方式;外传动方式的优点使其具有很大的市场潜力;根据工艺选择合适的张力减径机可实现方案的最正确化,效益的最大化。
为国内钢厂钢管张力减径的选型提供了参考依据。
张力减径机专利自1932年出现后,由于其特有的工艺,在连轧管机组及其他方式生产无缝管的机组后,都广泛安设了张力减径机。
张力减径机成为了三步轧管法〔穿孔、延伸、精轧〕中不可或缺的设备。
针对机组不同的工艺要求,对张力减径机机型的选择就显得尤为重要。
本文将介绍张力减径工艺的特点、各类张力减径机的特征及设备选型。
张力减径工艺的发展最早的张力减径机为二辊式,但由于三辊式张力减径机在变形均匀及防止内外外表缺陷的产生上有许多明显优势,故在解决了三辊式轧辊驱动结构设计问题后,目前的张力减径机都采用三辊式布置形式。
张力减径机传动系统由单电机集中变速传动演变到每个机架单独调速传动,在单独传动上除直流电机单独传动外,又出现了液压差动调速〔集中传动单独差动〕,针对这两种传动的特点又演变出了双电机集中变速传动,在双电机基础上又出现了分组传动系统〔串联集中变速传动系统〕,即三电机、四电机和六电机集中变速传动。
为了改善张减后钢管质量及提高钢管成材率,在张力减径机组上又应用了各种过程控制系统,如:切头尾控制〔CEC〕、平均壁厚控制〔WTCA〕、局部壁厚控制〔WTCL〕、管长控制、剪切长度最正确化控制等[1]。
由不可调机架发展到成品机架用可调机架,增加了产品的生产灵活性,并且对产品的尺寸精度有了更好的控制。
定径机+张力减径机的工艺布置对提高延伸机组的生产能力,简化其生产管理具有积极的作用。
包头钢铁职业技术学院学生毕业论文论文题目:张力减径的工艺原理及主要问题专业:冶金班级:冶金一班学生:李咏光指导教师:魏宁日期: 2010年3月31日目录摘要 (1)关键词 (1)引言 (1)1 张力减径机技术的发展 (1)2 张力减径机的作用 (1)2.1张力减径机的形式 (2)3 钢管定径、减径的工艺原理 (3)3.1 张力减径的优点、缺点 (3)3.2三辊定径、减径机减径与二辊定径减径机相比 (4)3.3张力径机的孔型 (5)3.4张力减径机与微张力减径机的不同 (8)3.5 管材热扩径方法 (8)4张力减径时管端偏厚的原因 (10)4.1影响张力减径机管端增厚的因素 (10)4.2影响管内多边形的因素 (11)结语 (11)参考文献 (12)张力减径机的工艺原理及主要问题摘要:简介了三辊定径机定径和减径的作用及形式,提出了定减径机工作时常出现的问题,进行了三辊定减径机和两辊定减径机的比较。
关键词:定减径机;壁厚;斜轧;张力引言:在无缝钢管生产的三大机组——穿孔机组、轧管机组、定减径机组中,人们一直十分关注轧管机的研究,先后开发出自动轧管机组、顶管机组、新型顶管机组(CPE)、三辊轧管机组、连轧管机组(包括浮动芯棒MM、限动芯棒MPM和半浮动芯棒连轧管机组等)、AccuRoll轧管机组、改进型三辊轧管机组。
但对于穿孔机组,仅在20世纪80年代初才提出菌式穿孔机。
而定减径机一直使用二辊式和三辊式,直到20世纪90年代初才提出三辊可调式定径机技术。
新型三辊可调式定径机技术是为满足现代钢管生产高效、优质、低耗的要求而开发的,它的开发成功也为无缝钢管的生产注入新的活力。
1张力减径机技术的发展张减工艺主要特点是边连续多机架二辊或三辊无芯棒纵轧,采用适当的孔型系使毛管外径减缩,通过机架系列中轧辊速比的调节获得预定的壁厚变化。
20世纪40年代无缝管机组被美国和西欧所用,这时的张减机都是二辊式,到了20世纪50年代,西德曼乃斯曼公司成功地奕用了三辊式张力减径机,从而代替了二辊式。
钢管张力减径机的减径理论及工艺参数太原重型机器有限公司技术中心轧钢所汤智辉前言张力钢管减径是钢管生产中的一项重大的发展,世界各国都十分重视。
张力减径机已经愈来愈广地得到应用。
用一般不带张力的减径机来生产小直径钢管,已经有很多年的历史了。
但是,由于减径出来的钢管壁厚增加、横向壁厚不均比较严重,减径管的质量不能令人满意;同时由于减径量较小,需要比较多的机架,因此,这种减径机应用范围多半局限在生产轧管机组不能或不容易直接生产的小直径钢管。
在一般减径机上,单架减径理只有3~5%,而在张力减径机上,单架减径量可以达到12~14%。
张力减径时,在减小直径的同时可以使钢管壁厚减薄或者保持不变,减径过程稳定并且钢管的横向壁厚不均也比较小。
因此,张力减径就成了生产薄壁小直径钢管的有效方法。
此外,由于张力减径时的变形量大,所需要的机架数目可以显著减少,因而使减径管的规格范围日益扩大。
这样,减径机就不仅用来生产小直径钢管,同时也用来生产较大规格的钢管。
在这种情况下,前面的轧管机组就可以只生产少数几种生产北最高、最便于生产的规格,通过张力减径机得到各种尺寸的成品管,从而大大提高了机组的生产能力,简化了生产。
目前,只要是在无缝钢管生产中,不论在连续生产还是单根钢管生产中,也不论在轧钢机还是在挤压机后,都广泛安设了张力减径机。
因此,可以说:张力减径机已经成为钢管生产中应用最广泛的设备之一。
张减理论一、 管材的壁厚变化与延伸在张力减径时过程中,管材的壁厚减薄与延伸,既发生在减径机的各机架上,也同样发生在减径机各机架之间。
㈠ 在机架上的变形当管材在机架上受压时,直径和壁厚都发生变化。
如果说直径的变化完全决 定于孔型的尺寸,那么壁厚的改变则同其它一些因素(张力、壁厚与直径之比等)有关。
现以管材在变形区的一个单元体为例,对其应力状态进行分析。
径向应力 σr 、切向应力σq 、轴向应力σx 在管材断面和在变形区的分布都是不均匀的。
这可以从管材出入口断面的应力不相等,和内外表面的应力不相等可以看出。