UG模具命名规则
- 格式:doc
- 大小:25.00 KB
- 文档页数:2


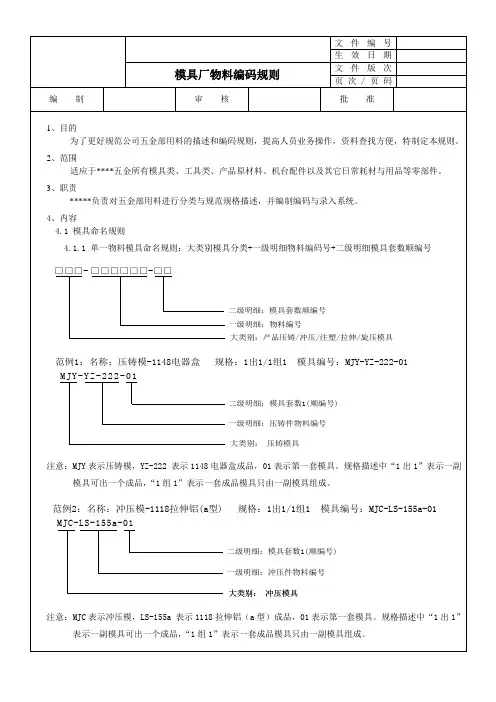
1、主题内容与适用范围本文件规定了本公司模具及相关配件图纸编号的组成及含义,适用于各种轮毂。
2、模具编号方法:模具编号采用三位英文大写字母+四位阿拉伯数字表示该年顺序号年号模具类型代号2.1.模具类型模具类型代号用三位英文大写字母表示。
2.1.1. 第一个字母为M代表模具;2.1.2. 第二个字母有Q、M两种Q表示汽车轮模具M表示摩托车轮模具2.1.3. 第三个字母有Z、D两种Z表示重力铸造模具D表示低压铸造模具2.2.年号用一位阿拉伯数字表示,取该模具进厂时间公元纪年的最后一位数字。
2.3.顺序号用三位阿拉伯数字表示,按该类型模具当年进厂先后顺序表示。
2.4.模具编号举例:MQZ02006:代表2002年第六套重力铸造汽车轮毂模具。
2.5.模具编号所代表的详细内容见《模具清单》。
3、模具总装图号:模具总装图号同模具编号4、模具配件图的编号方法:模具配件分为非标准件、标准件、系列标准件三种类型。
4.1、非标准模具配件的编号方法:非标准件的模具配件是指只能用于该套模具及其备模的配件,非标模具配件图的编号由所属模具编号+ —+配件号(1~2位阿拉伯数字)+ —+顺序号(一位英文大写字母)表示:顺序号配件号所属模具编号4.1.1非标模具配件的配件号必须和模具总装图配件栏保持一致。
4.1.2顺序号:顺序号由一位英文大写字母表示,表示同一部件名称的不同规格,从A~Z表示。
4.1.3配件编号举例:略4.2. 标准件的编号方法:模具标准件的编号由类别号+—识别号+序列号组成,类别号为4个英文大写字母,其中前三位字母的意义见2.1.1~2.1.3的描述。
第四位英文字母为B,标识标准件。
识别号由两位阿拉伯数字组成,代表具体的标准件名称,按照出图纸的先后顺序排列。
序列号由一位大写英文字母构成,表示不同的规格或适用范围。
如“MQDB-01B”类别号为MQDB表示低压汽车轮模具的标准件;识别号为01,表示所出的第一个标准件图纸(在我公司代表侧模拉杆);序列号为B,表示第二种规格,图中说明适用于20寸以上的模具。
文件号34.2 模具配件命名规则 4.2.1 模架命名规则:一级物料类别分类+二级物料分类+三级物料型号分类+规格尺寸流水号4.2.2 标准模架编码:作业指导书编 WI-JY-13-0007 生效日期 2015-09-18 模具厂物料编码规则文件版次 1.0 页次/页码 第4页共10页编 制审 核批 准4.2.3 附表(型号规格详见附件1)模具配件类大类别 中类类别中类类别中类类别 名称 代码 名称 代码 名称 代码 名称代码 模架 M01 压铸模架 YM 双节司筒 ST02 蓝色弹簧 TH01 模具标准配件 M02 注塑模架 ZM 导柱 DZ01 红色弹簧 TH02 模具自制件M03板件 ZB01 导套 DS01 六角头螺栓 LS01 圆料 ZY01 一级冲头 CT01 内六角无头螺丝 LS02 单节圆顶针 YD01 二级冲头 CT02 内六角螺丝 LS03 双节圆顶针 YD02 三级冲头 CT03 六角螺母LS04 扁顶针 BD01 定位销 DW01 a 、大水口系统 b 、简化型细水口系统c 、细水口系统页次/页码编制审核批准4.4.2 附表加工工具类三级物料类别三级物料类别三级物料类别三级物料类别名称代码名称代码名称代码名称代码直柄中心钻头SS01 95°内孔车刀HW09 A型刀片NA01 直柄面铣刀SD01 直柄麻花钻头SS02 90°内孔车刀HW10 B型刀片NB01 直柄立铣刀SD02 直柄铰刀SS03 45°内孔车刀HW11 C型刀片NC01 直柄键槽铣刀SD03 锥柄麻花钻头TS01 内螺纹车刀HW12 D型刀片ND01 直柄T形铣刀SD04 锥柄铰刀TS02 内切槽车刀HW13 E型刀片NE01 直柄球头铣刀SD05 直槽丝锥(公制) ZC01 75°外圆车刀HW14 H型刀片NH01 锥柄面铣刀TD01 刃倾角丝锥(公RJ01 B型切断车刀HW15 K型刀片NK01 锥柄立铣刀TD02 制)螺旋槽丝锥(公LX01 外螺纹车刀HW16 L型刀片NL01 锥柄键槽铣刀TD03 制)挤压丝锥(公制) JY01 V带轮车刀HW17 M型刀片NM01 锥柄T形铣刀TD04 70°外圆车刀HW01 外圆刀杆CW01 O型刀片NO01 圆柱形铣刀DH01 45°端面车刀HW02 内圆刀杆CW02 P型刀片NP01 三面刃铣刀DH02 95°外圆车刀HW03 外螺纹刀杆CW03 R型刀片NR01 锯片铣刀DH03 切槽车刀HW04 内螺纹刀杆CW04 S型刀片NS01 模数铣刀DH04 90°端面车刀HW05 外切槽刀杆CW05 T型刀片NT01 凸圆弧铣刀DH05 90°外圆车刀HW06 内切槽刀杆CW06 V型刀片NV01 凹圆弧铣刀DH06 A型切断车刀HW07 数控铣刀杆CW07 W型刀片NW0175°内孔车刀HW08数控刀片型号附件1五金模具配件分类表序号大类别中类类别模架标准编号或材质(例)型号规格图片名称代码名称代码名称代码1模架M01 压铸模架YM详见4.2.2AI型/150×150/A25×B252 注塑模架ZM AI型/150×150/A25×B25 3模具配件M02单节圆顶针YD01 SKH51 G03材质/托位外径×总长×托长×头部直径×头部厚度4 双节圆顶针YD02 SKH51 G03材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度托针5 扁顶针BD01 SKH51 G03 材质/托位外径×宽×高×总长×托长×头部直径×头部厚度6 单节司筒ST01 PDAC G04 材质/外径×内径×总长×头部外径×头部厚度7 双节司筒ST02 PDAC G04 材质/托位外径×杆部外径×内径×总长×托长×头部外径×头部厚度8 导柱DZ01 SUJ2 G05 材质/外径×总长×锥度9 导套DS01 SUJ2 G05 材质/外径×内径×总长×锥度10 一级冲头CT01 SKD11 G06 材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度11 二级冲头CT02 SKD11 G06 材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度12 三级冲头CT03 SKD11 G06 材质/托位外径×杆中部外径×杆尾部外径×总长×托长×头部直径×头部厚度13 定位销DW01 SKH51 G03 材质/直径×长度14 浇口套JK01 SKD11 G06 材质/称呼寸法×长度×头部厚度×头部直径15 蓝色弹簧TH01 SWOSC-V G07 材质/颜色×外径×内径×厚度16 红色弹簧TH02 SWOSC-V G07 材质/颜色×外径×内径×厚度17 六角头螺栓LS01 SCM435 G08 螺纹直径×长度18 内六角无头螺丝LS02 SCM435 G08 螺纹直径×长度19 内六角螺丝LS03 SCM435 G08 螺纹直径×长度20 六角螺母LS04 SCM435 G08 螺纹直径×长度21 模具自制件M03板件ZB0145#钢G11材质/长×宽×厚度22 圆料ZY01 材质/直径×长度附件2。
UG一.角色设置,需要设置成具有玩这个证菜单的高级功能。
二.模块,注塑模导向,1只适用于简单的自动分模,2产生的垃圾文件很多,弃用三.装配模块,1每个工件有一个工件名,文档的管理不方便,2修改工件时需要设置为工作部件,很不方便。
四.建模模块,最为方便,文件管理方便,修改方便,适合于手动分模。
五.个性化的设置,UG命令的启用方式:1下拉式菜单,2图标,3快捷命令,六.如何去掉图标下面的文字,工具条的调用与否,图标的大小调整,图标的移动,快捷命令的设置,角色的创建于加载,复制一个mtx。
个性化设置随身带七.文件八.导入导出:X_t,igs,stp,dxf通常是UG的高级版本转换到低版本,igs,stp是3D 软件之间的共享,IGS是基与面形式,STP是基与体形式,有时客户提供的后缀为STEP 我们需要修改为STP,DXF是调用的2D组立图利用燕秀的组立图输出。
UG4.0会出现一个单位冲突,就需要用变换的比例把线条缩水25.4倍,利用组立图画模具结构九.编辑,复制显示,制作幻灯片抓图用与客户沟通,选择优先级别了解,隐藏命令重点掌握,对象显示重点了解,1改变颜色,2透明,3局部着色,检查分型面,曲线-----掌握曲线长度命令,曲片分模时用来延长线作线作片的剪切,特征----移除参数,与实体密度,设置密度与分析里的质量属性一起用于报价。
面:重点掌握移动面删除面用在去R时候用,4,0在编辑的最底下,6.0有一个同步建模的工具,十.制图,操作里的剖面,检查产品与分模后有无干涉或破穿。
十一.插入,草图----用来制作简单的实体和拼镶时作截面重点投影,偏置,镜像,转化为自参考,了解一下简单的约束与标注,曲线:直线,曲面分模拉参考线,文本:作字符刻印时,桥接,曲面分模转角部分作边界时的辅助线,投影主要是用在曲面分模时作辅助线,求交线主要用在作PL面时,面与面相减时求交线。
抽取:作最大外形分型线。
设计特征:拉伸,重中之重,对所有的参数都要重点了解,旋转:对于回转体才有用处,分模碰到很少,画模胚配件,如法兰,鸡嘴之类,孔命令主要钻螺丝孔。

UG模具全3D设计,模具结构零件的命名规则,让⼯作更清晰明了
母模仁刻字:
母模仁区域:M100进⾏开始,然后按照顺序进⾏命名;
母模仁镶件:M200进⾏开始,然后按照顺序进⾏命令,这样的话对镶件的种类⼀⽬了然,出图
的时候也不会漏掉;
公模仁刻字:原则同上
滑块刻字:
假如⼀套模具上⾯有四个滑块的情况下可以分别以S开头进⾏命名:
滑块1:S100、滑块配件可以从S101开始进⾏命名;
滑块2:S200、滑块配件可以从S201开始进⾏命名;
滑块3:S300、滑块配件可以从S301开始进⾏命名;
简单⼀点说,命名就是好便⼯作效率更⾼,怎么⽅便就怎么命名,只要统⼀⽅便就可以了,不
过在⼯作中感觉不好⽤的情况下,也可以定时叠代与优化。
斜顶刻字:原理同上所⽰。
配件命名:正常情况只要能分清晰就可以了,尽可以越简单越好,统⼀管理⽅便。
模架刻字:正常情况下还需要刻字模具编号以及吊模螺丝⼤⼩,⽅便管理与维修。