焊接结构的装配与焊接工艺共39页
- 格式:ppt
- 大小:3.38 MB
- 文档页数:39
焊接结构的装配与焊接工艺【能力目标】学习理解焊接结构的装配方法,能够根据现场的生产条件,具备实施焊接结构装配、焊接工艺规程的基本能力,并能正确选用典型焊接结构装配、焊接用的工具及设备。
【内容提示】本章有两个主要内容,一是焊接结构的装配,二是焊接结构的焊接。
首先从装配入手,介绍装配的基本原理、装配用工装夹具以及典型结构件的装配方法,同时也对常见工装夹具的结构作了简略介绍;其次结合实例介绍了焊接工艺的制订原则、焊接方法的选择以及工艺参数的确定,并对焊接常用装备进行介绍。
第一节焊接结构的装配焊接结构的装配是指将已加工好的零件,采用适当的工艺方法,按生产图纸要求的位置关系组合成产品结构的工艺过程。
焊接结构的装配在焊接结构件的生产中占有重要的地位。
其一,装配的质量(精度等)直接影响结构件最终的质量;其二,装配方法影响焊接工序的实施;其三,装配的工作量较大,几乎占整个结构件生产的 30 %一 40 %。
通常在工厂中,结构件的装配都是由具有丰富焊接、装配经验的技术工人来担任的。
一、装配方式的分类装配方式可按结构类型及生产批量、工艺过程、工艺方法及工作地点来分类。
(一)按结构类型及生产批量的大小分类1 .单件小批量生产单件小批量生产的结构经常采用划线定位的装配方法。
该方法所用的工具、设备比较简单,一般是在装配平台上进行。
划线法装配工作较为繁重,要获得较高的装配精度,要求装配工人必须具有熟练的操作技术。
2 .成批生产成批生产的结构通常在专门的胎架上进行装配。
胎架是一种专用的工艺装备,上面有定位器、压夹器等,具体结构是根据焊接结构的形状特点进行设计的。
(二)按工艺过程分类1 .由单独的零件逐步组装成结构对结构简单的产品,可以是一次装配完毕后进行焊接;当装配复杂结构件时,大多数是装配与焊接工序交替进行。
2 .由部件组装成结构装配工作是由零件组装成部件焊接后,再由部件组装成整个结构并进行焊接。
(三)按装配工作地点分类1 .工件固定式装配装配工作在固定的工作位置上进行。
第一篇、焊接结构的装配与焊接工艺焊接技术及装配工艺总结第五章焊接结构的装配与焊接工艺装配与焊接是焊接结构生产过程中的核心,直接关系到焊接结构的质量和生产效率。
同一种焊接结构,由于其生产批量、生产条件不同,或由于结构形式不同,可有不同的装配方式、不同的焊接工艺、不同的装配—焊接顺序,也就会有不同的工艺过程。
本章重点介绍装配与焊接工艺方法。
第一节焊接结构的装配装配是将焊前加工好的零、部件,采用适当的工艺方法,按生产图样和技术要求连接成部件或整个产品的工艺过程。
装配工序的工作量大,约占整体产品制造工作量的30%~40%,且装配的质量和顺序将直接影响焊接工艺、产品质量和劳动生产率。
所以,提高装配工作的效率和质量,对缩短产品制造周期、降低生产成本、保证产品质量等方面,都具有重要的意义。
一、装配方式的分类装配方式可按结构类型及生产批量、工艺过程、工艺方法及工作地点来分类。
1.按结构类型及生产批量的大小分类(1)单件小批量生产单件小批量生产的结构经常采用划线定位的装配方法。
该方法所用的工具、设备比较简单,一般是在装配台上进行。
划线法装配工作比较繁重,要获得较高的装配精度,要求装配工人必须具有熟练的操作技术。
(2)成批生产成批生产的结构通常在专用的胎架上进行装配。
胎架是一种专用的工艺装备,上面有定位器、夹紧器等,具体结构是根据焊接结构的形状特点设计的。
2.按工艺过程分类(1)由单独的零件逐步组装成结构对结构简单的产品,可以是一次装配完毕后进行焊接;当装配复杂构件时,大多数是装配与焊接交替进行。
(2)由部件组装成结构并进行焊接。
3.按装配工作地点分类(1)工件固定式装配装配工作在固定的工作位置上进行,这种装配方法一般用在重装配工作是将零件组装成部件后,再由部件组装成整个结构型焊接结构或产量不大的情况下。
(2)工件移动式装配工件沿一定的工作地点按工序流程进行装配,在工作地点上设有装配用的胎具和相应的工人。
这种装配方式在产量较大的流水线生产中应用广泛,但有时为了使用某种固定的专用设备,也常采用这种装配方式。
第一篇、焊接结构的装配与焊接工艺焊接技术及装配工艺总结第五章焊接结构的装配与焊接工艺装配与焊接是焊接结构生产过程中的核心,直接关系到焊接结构的质量和生产效率。
同一种焊接结构,由于其生产批量、生产条件不同,或由于结构形式不同,可有不同的装配方式、不同的焊接工艺、不同的装配—焊接顺序,也就会有不同的工艺过程。
本章重点介绍装配与焊接工艺方法。
第一节焊接结构的装配装配是将焊前加工好的零、部件,采用适当的工艺方法,按生产图样和技术要求连接成部件或整个产品的工艺过程。
装配工序的工作量大,约占整体产品制造工作量的30%~40%,且装配的质量和顺序将直接影响焊接工艺、产品质量和劳动生产率。
所以,提高装配工作的效率和质量,对缩短产品制造周期、降低生产成本、保证产品质量等方面,都具有重要的意义。
一、装配方式的分类装配方式可按结构类型及生产批量、工艺过程、工艺方法及工作地点来分类。
1.按结构类型及生产批量的大小分类(1)单件小批量生产单件小批量生产的结构经常采用划线定位的装配方法。
该方法所用的工具、设备比较简单,一般是在装配台上进行。
划线法装配工作比较繁重,要获得较高的装配精度,要求装配工人必须具有熟练的操作技术。
(2)成批生产成批生产的结构通常在专用的胎架上进行装配。
胎架是一种专用的工艺装备,上面有定位器、夹紧器等,具体结构是根据焊接结构的形状特点设计的。
2.按工艺过程分类(1)由单独的零件逐步组装成结构对结构简单的产品,可以是一次装配完毕后进行焊接;当装配复杂构件时,大多数是装配与焊接交替进行。
(2)由部件组装成结构并进行焊接。
3.按装配工作地点分类(1)工件固定式装配装配工作在固定的工作位置上进行,这种装配方法一般用在重装配工作是将零件组装成部件后,再由部件组装成整个结构型焊接结构或产量不大的情况下。
(2)工件移动式装配工件沿一定的工作地点按工序流程进行装配,在工作地点上设有装配用的胎具和相应的工人。
这种装配方式在产量较大的流水线生产中应用广泛,但有时为了使用某种固定的专用设备,也常采用这种装配方式。
焊接结构的装配与焊接工艺焊接结构的装配是指将焊接零件按照设计要求进行拼装和安装的过程。
在焊接结构的装配过程中,需要根据焊接工艺要求进行操作,并确保装配的质量和精度,以满足设计要求和使用需求。
在进行焊接结构的装配过程中,首先需要进行组织安排和分配工作,确定装配的顺序和步骤。
根据焊接结构的图纸和相关文件,分析装配工艺的要求和特点,制定装配的计划和时间表,确保装配工作的顺利进行。
其次,在进行焊接结构的装配过程中,需要进行零件的清洁和处理。
对于焊接结构的零件,应进行表面清洁,去除杂质和污垢,保证焊接的质量。
对于工件的角部和焊缝需要进行倒角、坡口或者处理,以提高焊接的质量和强度。
然后,在进行焊接结构的装配过程中,需要进行零件的对位和定位。
使用合适的夹具或者定位装置,确保零件的准确对位和位置,以便进行后续的焊接工作。
最后,根据设计要求和焊接工艺,进行焊接结构的焊接。
根据焊接工艺要求选择合适的焊接方法,如手工焊接、气焊、电弧焊等。
在进行焊接时,需要根据焊接工艺规范进行操作,保证焊接的质量和强度。
焊接结构的装配与焊接工艺需要精心操作和合理安排,以保证装配的质量和焊接的可靠性。
同时,需要进行严格的质量检查和控制,对焊接接头进行无损检测和力学性能测试,确保焊接结构的质量和安全性。
在实际操作中,应注意人员的安全和防护,以避免发生事故和伤害。
总之,焊接结构的装配与焊接工艺是一个重要的工作环节,需要严格按照工艺规范进行操作,并进行质量检查和控制,以确保装配的质量和焊接的可靠性。
只有合理安排和精心操作,才能保证焊接结构的质量和安全性。
焊接结构的装配与焊接工艺一直以来都是工程施工过程中不可或缺的重要环节。
随着焊接技术的不断发展,人们对于焊接结构的装配和焊接工艺也提出了更高的要求。
本文将从装配过程中的准备工作、对焊件的处理、装配顺序的安排、焊接方法的选择以及装配的质量控制等方面对焊接结构的装配与焊接工艺进行详细探讨。
首先,焊接结构的装配与焊接工艺需要提前进行准备工作。
焊接结构的装配方法前面两节主要介绍了焊接结构件装配的基本条件及装配过程中可能用到的各种装配工具,究竟怎样才能将组成构件的各个零件组合到一起,使其成为一个整体,进而实施焊接?本节将向大家介绍这方面的内容。
一、装配基本方法所谓装配基本力法是指将两个分离的零件组合为一个整体的方法。
从前面装配的基本条件可知,零件的装配都应先经过定位、夹紧和测量后才能将其连接为一个整体,所不同的是针对不同的构件和零件所采用的定位、夹紧、测量的方式的不同,而实施连接都是采用定位焊因此,后述某个装配方法,实际上是指包括定位、夹紧、测量和定位焊的方法。
(一)划线装配方法划线装配是指利用画线方式对零件进行定位、实施或简单实施夹紧,然后再进行定位焊和测量的上艺过程。
这一方法简单易行,无需工装夹具,适合于构件精度要求不高,批量小,要求生产周期短的场合。
这一方法在工厂中被广泛采用。
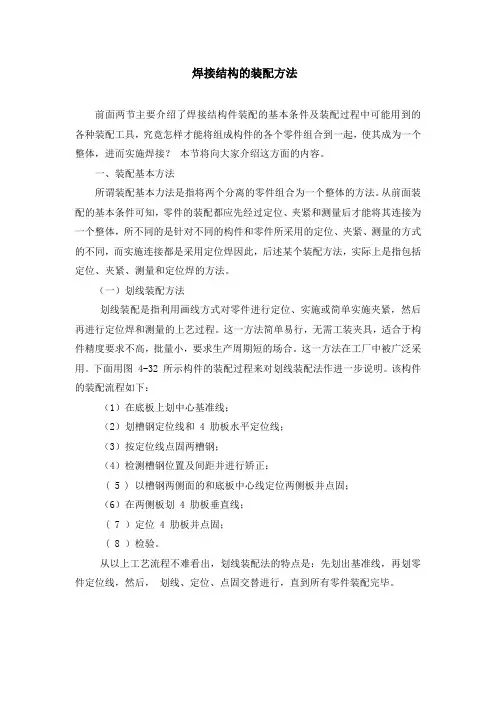
下面用图 4-32 所示构件的装配过程来对划线装配法作进一步说明。
该构件的装配流程如下:(1)在底板上划中心基准线;(2)划槽钢定位线和 4 肋板水平定位线;(3)按定位线点固两槽钢;(4)检测槽钢位置及间距并进行矫正;( 5 ) 以槽钢两侧面的和底板中心线定位两侧板并点固;(6)在两侧板划 4 肋板垂直线;( 7 )定位 4 肋板并点固;( 8 )检验。
从以上工艺流程不难看出,划线装配法的特点是:先划出基准线,再划零件定位线,然后,划线、定位、点固交替进行,直到所有零件装配完毕。
由于划线装配往往只对零件实施简单的压紧(如用手、身体等)因此定位焊产生的焊接变形也会引起零件位置的改变,故应正确选择定位焊焊接的位置和方法、图 4 一 33 是装配垂直三角形肋板的正确方法。
当焊接第 l 定位点后,肋板会向左收缩(如图虚线所示),这时用榔头将其调正,再在第 2 定位焊点的位置进行定位焊,零件的位置不会再变了,然后再焊其他定位焊点。
图 4-34 划线装配的另两个例子。