轧辊材质选择及特性
- 格式:doc
- 大小:449.50 KB
- 文档页数:12
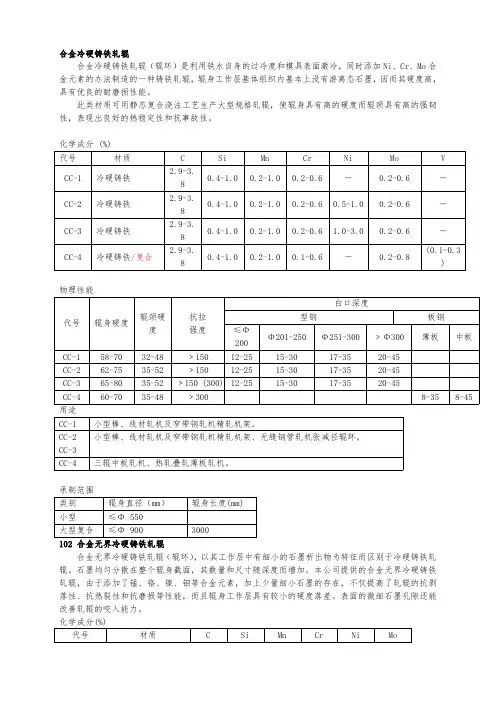
101合金冷硬铸铁轧辊合金冷硬铸铁轧辊(辊环)是利用铁水自身的过冷度和模具表面激冷,同时添加Ni、Cr、Mo合金元素的办法制造的一种铸铁轧辊,辊身工作层基体组织内基本上没有游离态石墨,因而其硬度高,具有优良的耐磨损性能。
此类材质可用静态复合浇注工艺生产大型规格轧辊,使辊身具有高的硬度而辊颈具有高的强韧性,表现出良好的热稳定性和抗事故性。
102 合金无界冷硬铸铁轧辊合金无界冷硬铸铁轧辊(辊环),以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊。
石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加。
本公司提供的合金无界冷硬铸铁轧辊,由于添加了锰、铬、镍、钼等合金元素,加上少量细小石墨的存在,不仅提高了轧辊的抗剥落性、抗热裂性和抗磨损等性能,而且辊身工作层具有较小的硬度落差。
表面的微细石墨孔隙还能改善轧辊的咬入能力。
103合金球铁轧辊合金球墨铸铁轧辊(辊环),以基体组织中的石墨呈球状为特征,通过调整镍、铬、钼合金元素和特定的热处理制度,可以制成普通球墨铸铁、大型合金球墨铸铁、珠光体球墨铸铁和针状球墨铸铁不同系列的轧辊(辊环)。
这些产品具有良好的强度、高温性能和抗事故性能,工作层硬度落差极小。
化学成分(%)SGAC型钢连轧机中轧、精轧机架,无缝钢管轧机轧辊及辊环,棒、线材,螺纹钢轧机中轧、预精轧、精轧机架轧辊及辊环承制范围类别辊身直径(mm)辊身长度(mm)轧辊适用于各种规格轧辊的制造辊环Φ190-1500900(max.)104 高镍铬无界冷硬铸铁轧辊高镍铬无界冷硬复合铸铁轧辊是采用离心或全冲洗方法制造的高性能轧辊,通过提高镍、铬、钼等合金元素的含量,获得高的组织、碳化物显微硬度;配合特殊热处理得到组织均匀、致密及硬度落差小的工作层;同时含有少量游离石墨,从而具有良好的耐磨损性、抗热裂、抗剥落及抗压痕性能。
外层厚度可适应需要而调整,芯部采用韧性灰口铸铁或高强度球墨铸铁,使芯部及辊颈具有满意的强韧性。
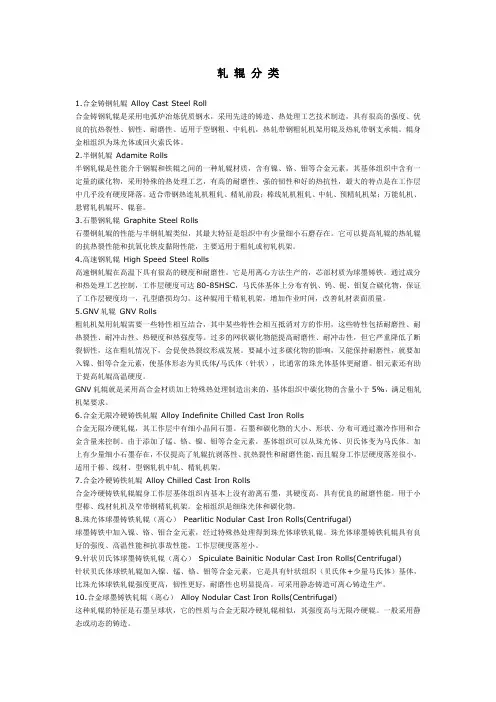
轧辊分类1.合金铸钢轧辊Alloy Cast Steel Roll合金铸钢轧辊是采用电弧炉冶炼优质钢水,采用先进的铸造、热处理工艺技术制造,具有很高的强度、优良的抗热裂性、韧性、耐磨性、适用于型钢粗、中轧机,热轧带钢粗轧机架用辊及热轧带钢支承辊。
辊身金相组织为珠光体或回火索氏体。
2.半钢轧辊Adamite Rolls半钢轧辊是性能介于钢辊和铁辊之间的一种轧辊材质,含有镍、铬、钼等合金元素,其基体组织中含有一定量的碳化物,采用特殊的热处理工艺,有高的耐磨性、强的韧性和好的热抗性,最大的特点是在工作层中几乎没有硬度降落。
适合带钢热连轧机粗轧、精轧前段;棒线轧机粗轧、中轧、预精轧机架;万能轧机、悬臂轧机辊环、辊套。
3.石墨钢轧辊Graphite Steel Rolls石墨钢轧辊的性能与半钢轧辊类似,其最大特征是组织中有少量细小石磨存在。
它可以提高轧辊的热轧辊的抗热裂性能和抗氧化铁皮黏附性能,主要适用于粗轧或初轧机架。
4.高速钢轧辊High Speed Steel Rolls高速钢轧辊在高温下具有很高的硬度和耐磨性。
它是用离心方法生产的,芯部材质为球墨铸铁。
通过成分和热处理工艺控制,工作层硬度可达80-85HSC,马氏体基体上分布有钒、钨、铌、钼复合碳化物,保证了工作层硬度均一,孔型磨损均匀。
这种辊用于精轧机架,增加作业时间,改善轧材表面质量。
5.GNV轧辊GNV Rolls粗轧机架用轧辊需要一些特性相互结合,其中某些特性会相互抵消对方的作用,这些特性包括耐磨性、耐热裂性、耐冲击性、热硬度和热强度等。
过多的网状碳化物能提高耐磨性、耐冲击性,但它严重降低了断裂韧性,这在粗轧情况下,会促使热裂纹形成发展。
要减小过多碳化物的影响,又能保持耐磨性,就要加入镍、钼等合金元素,使基体形态为贝氏体/马氏体(针状),比通常的珠光体基体更耐磨。
钼元素还有助于提高轧辊高温硬度。
GNV轧辊就是采用高合金材质加上特殊热处理制造出来的,基体组织中碳化物的含量小于5%,满足粗轧机架要求。
合金冷硬铸铁轧辊合金冷硬铸铁轧辊(辊环)是利用铁水自身的过冷度和模具表面激冷,同时添加Ni、Cr、Mo合金元素的办法制造的一种铸铁轧辊,辊身工作层基体组织内基本上没有游离态石墨,因而其硬度高,具有优良的耐磨损性能。
此类材质可用静态复合浇注工艺生产大型规格轧辊,使辊身具有高的硬度而辊颈具有高的强韧性,表现出良好的热稳定性和抗事故性。
102 合金无界冷硬铸铁轧辊合金无界冷硬铸铁轧辊(辊环),以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊。
石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加。
本公司提供的合金无界冷硬铸铁轧辊,由于添加了锰、铬、镍、钼等合金元素,加上少量细小石墨的存在,不仅提高了轧辊的抗剥落性、抗热裂性和抗磨损等性能,而且辊身工作层具有较小的硬度落差。
表面的微细石墨孔隙还能改善轧辊的咬入能力。
用途103 合金球铁轧辊合金球墨铸铁轧辊(辊环),以基体组织中的石墨呈球状为特征,通过调整镍、铬、钼合金元素和特定的热处理制度,可以制成普通球墨铸铁、大型合金球墨铸铁、珠光体球墨铸铁和针状球墨铸铁不同系列的轧辊(辊环)。
这些产品具有良好的强度、高温性能和抗事故性能,工作层硬度落差极小。
化学成分(%)物理性能高镍铬无界冷硬复合铸铁轧辊是采用离心或全冲洗方法制造的高性能轧辊,通过提高镍、铬、钼等合金元素的含量,获得高的组织、碳化物显微硬度;配合特殊热处理得到组织均匀、致密及硬度落差小的工作层;同时含有少量游离石墨,从而具有良好的耐磨损性、抗热裂、抗剥落及抗压痕性能。
外层厚度可适应需要而调整,芯部采用韧性灰口铸铁或高强度球墨铸铁,使芯部及辊颈具有满意的强韧性。
使用中充分水冷是必要的。
化学成分(%)硬度分布曲线示例:距表面距离(m m )用途:热带连轧精轧后段工作辊宽、中厚板轧机粗轧、精轧机架工作辊 热带(板)四辊平整机工作辊、支撑辊,横切平整辊 炉卷轧机工作辊高速线材轧机预精轧辊环 有色金属板材轧机工作辊105 高铬复合铸造轧辊高铬复合轧辊工作层含有6~22%的铬合金,芯部为高强度球墨铸铁。
轧辊种类的划分
轧辊是用于金属轧制的设备,根据其用途和材质不同,可以分为以下几种类型:
1. 热轧辊:适用于热轧工艺,一般由合金钢制成,具有较高的热强度和磨损耐受能力。
2. 冷轧辊:主要用于冷轧工艺,一般由高速钢或工具钢制成,具有较高的硬度和表面光滑度。
3. 镀膜轧辊:表面经过涂层处理,如镀铬、镀钛、镀钨等,以增加轧辊的耐磨性和耐腐蚀性。
4. 粗轧辊:主要用于对厚板坯进行初轧的辊子,通常由铸铁或钢制成。
5. 精轧辊:用于对轧制薄板或带材进行精密轧制的辊子,一般由合金钢或特殊钢制成。
6. 工艺轧辊:用于特殊工艺要求的轧制过程,如钢管轧辊、轧辊修磨辊等。
7. 形状轧辊:具有特殊形状的辊子,如花纹辊、包覆辊等,用于定制特殊形状的轧制产品。
8. 支撑辊:用于支撑轧辊运转的辅助辊子,常见的有支撑辊、导向辊等。
以上为一些常见的轧辊种类划分,根据具体的工艺需求和被轧制材料的特性,还可以有更细分的分类。
线材轧辊材质的选择及管理特点
轧辊材质好,轧辊使用周期就长,轧辊消耗数量就越少,反之则越多。
线材厂根据所用轧机特点,对轧辊材质进行了比较。
线材厂轧机分为粗轧机列、中轧机列、精轧机列,每个机列在轧钢时的轧制任务不同,对轧辊的性能要求也不同,粗轧一般要考虑轧辊强度,多选用锻钢和铸钢轧辊,或选用球墨半冷硬和球墨冷硬轧辊。
锻钢和铸钢轧辊的强度大,不易发生断辊,但其硬度低、耐磨性差、使用周期短、更换轧辊频繁;因球墨铸铁轧辊的辊身工作层中有石墨,使轧辊耐磨性、抗热裂性能得到提高,优于锻钢、铸钢轧辊,所以线材厂粗、中轧在满足强度要求的前提下,选用了中镍、铬、钼球墨无限冷硬铸铁轧辊;精轧机列主要对轧辊的耐磨性有要求,故选用中镍、铬、钼无限冷硬铸铁轧辊,又由于复合离心辊的性能在满足生产技术要求方面优于常法辊。
所以线材厂轧辊都采用复合离心辊。
轧辊按材质可分为锻钢、铸钢和铸铁轧辊、特种轧辊,根据浇注方法不同可分为常法浇注轧辊和复合离心浇注轧辊;为提高轧辊的耐磨性,也可以适当添加一定比例的合金元素,如中镍、铬、钼等。
轧辊管理是指从选择轧辊材质、轧辊采购计划的制定、轧辊孔型样板的加工和管理、轧辊孔型的加工及检查、轧辊加工车削量和车削次数的确定等一系列工作,具有系统性。
对轧辊实施精细管理的工作。
其特点是:(1) 具有系统性、连续性;(2) 理论性和实践性强;(3) 必须环环相扣,精细合理。
长材生产中轧辊的选择50~65kg/mm2。
在一些小型材厂,合金铸钢辊也用于中间机架和精轧机架。
★高速钢铸辊:在高速钢铸辊中有铁-碳-铬-钨-钼-钒合金。
这些轧辊是通过离心铸造方式生产的,它有很高的合金化外壳和球墨核心,因而具有很好的抗磨性和机械性能,其韧性相当于合金无限冷硬铸铁辊。
这些轧辊显示出良好的抗磨损、抗热疲劳和剥落性能。
高速钢铸辊主要应用于精轧机架,并显示出令人满意的结果。
它也可以用于轧机速度低于7m/s的精轧道次——这一速度对离心碳化辊工作是非常困难的。
与离心碳化辊在相同的应用场合相比,高速钢铸辊的屈服强度要更好,且抗拉强度达到108kg/mm2。
然而,这些轧辊要求有很强的冷却以确保轧辊的温度不会高于60℃。
线材轧机线材轧机对轧辊的要求是:①在轧辊厚度上硬度均匀一致;②较高的耐磨性;③较高的抗烧裂。
线材轧机所用轧辊非常广,主要取决于生产过程、轧机布局和设计等。
★球墨铸铁辊:钼合金化的球墨铸铁辊主要用于粗轧机架,有很好的抗烧裂和耐磨性。
由于线材轧机生产的线材直径非常小,最小仅有5.5mm,表面光洁度是非常重要的一个指标,因此,球墨铸铁辊不能用于中间机架和精轧机架。
★合金无限冷硬铸铁辊:这些轧辊可以用于中间机架,它展示出良好的耐磨性和提高了咬入性能。
为了对轧辊的硬度进行调整,通过添加合金化元素如铬来控制轧辊硬度,采用该类轧辊后产品的表面光洁度非常好。
在许多棒材厂和小型材厂,这类轧辊用于精轧机架。
轧辊的抗拉强度范围是20~30kg/mm2。
★离心铸造碳化钨轧辊:目前,许多线材轧机的精轧速度已超过120m/s,因此离心铸造碳化钨轧辊用于预精轧机架和精轧机架。
该类轧辊是在较软的金属基体中(通常是钴、镍或者是这些金属的合金)包含有嵌入的较硬的碳化钨晶粒。
当轧制速度超过一定值时要对轧辊给与特别关注,因为此时轧辊的冷却可能不足以阻碍热裂的产生。
对于一定的轧制速度,轧辊必须通过有较高的断裂韧性和较低的刚性呈现出良好的抗热裂性能,这一性能可以通过选择粘合元素(这些元素是钴、镍或者是这些金属与铬结合的合金)超过25%的离心铸造碳化钨轧辊实现。
轧辊型号分类轧辊型号及其分类•按材质分类–铁质轧辊:由铸铁、合金钢等铁质材料制成的轧辊。
具有较高的硬度和强度,适用于对硬材料进行轧制。
–合金轧辊:由钢材与其他合金元素(如钴、铬等)合金化制成的轧辊。
具有耐磨性、耐蚀性等优点,适用于对高硬度材料进行轧制。
–陶瓷轧辊:由陶瓷材料制成的轧辊。
具有耐高温、耐磨性好等特点,适用于对高温、脆性材料进行轧制。
•按结构分类–平辊轧辊:由平面辊筒组成的轧辊。
平辊轧辊适用于对宽度较大的材料进行轧制,轧制效果均匀。
–斜辊轧辊:由斜辊筒组成的轧辊。
斜辊轧辊适用于轧制较薄的材料,可实现较好的轧制效果。
–异型辊轧辊:由具有特定形状的辊筒组成的轧辊。
异型辊轧辊通常用于对特殊形状的材料进行轧制,可以定制不同的辊筒形状以满足轧制需求。
•按用途分类–冷轧辊:用于对冷态材料进行轧制的轧辊。
冷轧辊可实现材料的塑性变形和表面质量的提升。
–热轧辊:用于对热态材料进行轧制的轧辊。
热轧辊主要用于大型轧机,能够实现高速、高温下的轧制。
–中间辊:位于轧机两辊之间,起支撑、传递轧制力等作用。
中间辊一般采用合金材料制成,具有较高的硬度和耐磨性。
–支承辊:位于轧机两辊之外,起支撑作用,使轧机稳定运行。
支承辊通常采用铁质材料制成,具有良好的强度和稳定性。
–导入辊:用于将材料导入轧机的轧辊。
导入辊通常采用平辊结构,以保证材料的均匀进入轧机。
–导出辊:位于轧机出料端,用于将轧制后的材料导出。
导出辊的结构通常根据轧制需求进行设计。
以上是对轧辊型号的常见分类及相关说明。
不同的轧辊型号适用于不同的材料和轧制工艺,能够满足不同的生产需求。
如需具体了解某一型号的轧辊,请联系相关专业人员或生产商。
常用的轧辊材料有合金锻钢、合金铸钢和铸铁等:(1)合金锻钢。
用于轧辊的合金锻钢,在我国国家标准中已有规定,GB/T 13314-1991标准中列出了热轧轧辊和冷轧轧辊用钢。
热轧轧辊用钢有55Mn2、55Cr、60CrMnMo、60SiMnMo等。
冷轧轧辊用钢有9Cr、9Cr2、9CrV、9Cr2W、9Cr2Mo、60CrMoV、80CrN13W、8CrMoV等。
(2)合金铸钢。
用于轧辊的合金铸钢种类尚不多,也没有统一标准。
随着电渣重熔技术的发展,合金铸钢的质量正逐步提高,今后合会铸钢轧辊将会得到广泛应用。
(3)铸铁。
铸铁可分普通铸铁、合金铸铁和球墨铸铁。
铸造轧辊时,采用不同的铸型,可以得到不同硬度的铸铁轧辊。
因此,有半冷硬轧辊、冷硬轧辊和无限冷硬轧辊之分:1)半冷硬轧辊。
轧辊表面没有明显的白口层,辊面硬度HS≥50。
2)冷硬轧辊。
表面有明显白口层,心部为灰口层,中间为麻口层,辊面硬度HS≥60。
3)无限冷硬轧辊。
表面是白口层,但白口层与灰口层之间没有明显界限,辊面硬度HS≥65。
铸铁轧辊硬度高,表面光滑、耐磨,制造过程简单且价格便宜。
其缺点是强度低于钢轧辊。
只有球墨铸铁轧辊的强度较好。
无限冷硬铸铁轧辊的发展无限冷硬铸铁轧辊是一种应用已久的轧辊材质,早在20世纪初,普通无限冷硬铸铁轧辊就在热轧带钢轧机上广泛应用。
无限冷硬铸铁轧辊的材质介于冷硬铸铁和灰口铸铁之间。
与冷硬铸铁相比,其铁水中硅含量较高(含0.7%~1.6%Si),因此无限冷硬铸铁轧辊辊身工作层基体组织内除含有与白口铸铁中相近似数量的碳化物和莱氏体外,还存在均匀分布的石墨。
无限冷硬铸铁轧辊中还常常加入不同含量的Cr、Ni、Mo等合金元素,随着Cr、Ni、Mo含量的增加,其硬化层深度大大增加。
无限冷硬铸铁轧辊辊身基体组织中含有较多的碳化物,具有较好的耐磨性;此外,在基体组织中均匀分布的少量细小石墨,起到了松弛机械应力的作用,有利于减轻辊身表层的剥落缺陷;同时,石墨本身具有良好的导热性能,在轧钢过程中,轧辊表面受热冲击时,石墨起缓冲热应力的作用,有利于防止热裂纹的产生。
高速钢轧辊的特征及使用技术要求目前人们所称的高速钢轧辊均为高碳高速钢复合轧辊,即轧辊的工作层材料采用高碳高速钢,轧辊的芯部材料采用球墨铸铁、石墨钢或锻钢等,两种不同的材料通过离心铸造或者是采用CPC工艺复合而成,与传统的M2、M4等标准类型钨钼高速钢有着本质上的区别。
在正常的轧制条件下,高速钢轧辊的使用寿命是合金铸铁轧辊3倍以上。
一、高速钢轧辊的特点1、高速钢轧辊含碳量较高,而且含有较高的钒、铬、钨、钼、铌等合金元素,因此,轧辊组织中碳化物的类型以MC型和M2C型为主,碳化物硬度高、耐磨性好。
2、高速钢轧辊具有较好的热稳定性,在轧制温度下,辊面具有较高的硬度和良好的耐磨性。
3、高速钢轧辊具有良好的淬透性,从辊身表面到工作层内部的硬度几乎不降,从而确保轧辊从外到内具有同等良好的耐磨性。
4、轧辊使用过程中,在良好的冷却条件下,辊身表面形成薄而致密的氧化膜,这种均匀、薄而致密的氧化膜长时间存在而不脱落,使得高速钢轧辊耐磨性得到显著提高。
5、高速钢轧辊在轧制时辊面氧化膜的形成,降低了轧材与辊面间的磨擦,因此在轧制过程中易引起打滑现象,使轧机调整难度增加。
6、高速钢材料膨胀系数大,导热性能好,在轧制时易引起辊形变化,影响轧材精度。
因此,高速钢轧辊在板带材轧机上使用时,不仅要改变冷却系统的设计,而且还要重新改变辊形的设计。
7、由于高速钢轧辊芯部采用合金球墨铸铁、石墨钢或者是锻钢等材料制成,因此轧辊辊颈强度高。
8、由于高速钢材料耐磨性好、抗事故能力差,因此高速钢轧辊使用效果的好坏不仅取决于高速钢轧辊本身的质量,而且更重要取决于轧辊的使用条件和轧辊的维护保养。
二、高速钢轧辊的加工轧辊的硬度提高后,轧辊的加工难度相应就增加,对用于线、棒材轧机高速钢轧辊的孔型加工,特别是轧制螺纹钢轧辊在重复使用时的切削加工,由于是断续切削,其加工难度更大,因此选用合理的加工刀具和切削用量是决定高速钢轧辊能否在线棒材轧机上正常使用的先决条件。
101合金冷硬铸铁轧辊合金冷硬铸铁轧辊(辊环)是利用铁水自身的过冷度和模具表面激冷,同时添加Ni、Cr、Mo合金元素的办法制造的一种铸铁轧辊,辊身工作层基体组织内基本上没有游离态石墨,因而其硬度高,具有优良的耐磨损性能。
此类材质可用静态复合浇注工艺生产大型规格轧辊,使辊身具有高的硬度而辊颈具有高的强韧性,表现出良好的热稳定性和抗事故性。
化学成分(%)物理性能用途承制范围102 合金无界冷硬铸铁轧辊合金无界冷硬铸铁轧辊(辊环),以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊。
石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加。
本公司提供的合金无界冷硬铸铁轧辊,由于添加了锰、铬、镍、钼等合金元素,加上少量细小石墨的存在,不仅提高了轧辊的抗剥落性、抗热裂性和抗磨损等性能,而且辊身工作层具有较小的硬度落差。
表面的微细石墨孔隙还能改善轧辊的咬入能力。
化学成分(%)物理性能用途承制范围103合金球铁轧辊合金球墨铸铁轧辊(辊环),以基体组织中的石墨呈球状为特征,通过调整镍、铬、钼合金元素和特定的热处理制度,可以制成普通球墨铸铁、大型合金球墨铸铁、珠光体球墨铸铁和针状球墨铸铁不同系列的轧辊(辊环)。
这些产品具有良好的强度、高温性能和抗事故性能,工作层硬度落差极小。
化学成分(%)物理性能用途承制范围104 高镍铬无界冷硬铸铁轧辊高镍铬无界冷硬复合铸铁轧辊是采用离心或全冲洗方法制造的高性能轧辊,通过提高镍、铬、钼等合金元素的含量,获得高的组织、碳化物显微硬度;配合特殊热处理得到组织均匀、致密及硬度落差小的工作层;同时含有少量游离石墨,从而具有良好的耐磨损性、抗热裂、抗剥落及抗压痕性能。
外层厚度可适应需要而调整,芯部采用韧性灰口铸铁或高强度球墨铸铁,使芯部及辊颈具有满意的强韧性。
使用中充分水冷是必要的。
化学成分(%)物理性能代号硬度HS 抗拉强度MPa抗弯强度HS冲击韧性×104J/m2弹性模量kMPaHNiCr-1 70-85 350-450 450-650 3-7 150-190 HNiCr-2 60-75 350-450 450-650 2-6 150-190灰芯35-50 ﹥190 350 3-7 110-150 球芯35-50 ﹥350 550 4-7 160-190 硬度分布曲线示例:距表面距离(m m)用途:热带连轧精轧后段工作辊宽、中厚板轧机粗轧、精轧机架工作辊热带(板)四辊平整机工作辊、支撑辊,横切平整辊炉卷轧机工作辊高速线材轧机预精轧辊环有色金属板材轧机工作辊承制范围制造方法辊身直径(mm) 辊身长度(mm) 净重(t)离心法Φ280-1350 400-4300 45全冲洗法Φ800-1300 ≤5500105高铬复合铸造轧辊高铬复合轧辊工作层含有6~22%的铬合金,芯部为高强度球墨铸铁。
轧辊材料D2轧辊材料D2轧辊是钢铁工业中不可或缺的重要设备,它的质量直接影响到钢材的质量和生产效率。
而轧辊材料D2,作为一种高性能的工具钢,被广泛应用于轧辊的制造中。
下面将从材料特性、制造工艺和应用领域三个方面来介绍轧辊材料D2。
一、材料特性轧辊材料D2是一种高碳、高铬、高钼的工具钢,具有优异的耐磨性、耐冲击性和耐热性。
其中,高碳含量使得D2钢具有较高的硬度和耐磨性,高铬含量可以提高其耐腐蚀性和耐热性,高钼含量则可以提高其耐冲击性和韧性。
此外,D2钢还具有良好的加工性能和热处理性能,可以通过淬火和回火等工艺来调节其硬度和韧性。
二、制造工艺轧辊材料D2的制造工艺主要包括熔炼、锻造、热处理和加工等环节。
首先,通过电弧炉或感应炉等设备将原材料熔化,然后进行精炼和调节成分,最终得到符合要求的D2钢坯。
接下来,将D2钢坯进行锻造,可以提高其密度和韧性,同时也可以消除内部缺陷和应力。
然后,通过淬火和回火等热处理工艺,可以调节D2钢的硬度和韧性,使其达到最佳的使用性能。
最后,进行加工和精加工,制成符合要求的轧辊。
三、应用领域轧辊材料D2广泛应用于钢铁、有色金属、建筑材料等行业的轧制生产中。
其中,钢铁行业是D2钢的主要应用领域,它可以用于生产各种钢材,如冷轧板、热轧板、无缝钢管等。
此外,D2钢还可以用于生产模具、切削工具、冲压模具等领域,具有广泛的应用前景。
总之,轧辊材料D2是一种高性能的工具钢,具有优异的耐磨性、耐冲击性和耐热性,被广泛应用于轧辊的制造中。
通过优良的制造工艺和精湛的加工技术,可以制成符合要求的轧辊,为钢铁等行业的生产提供有力的保障。
常用的轧辊材料有合金锻钢、合金铸钢和铸铁等:(1)合金锻钢。
用于轧辊的合金锻钢,在我国国家标准中已有规定,GB/T 13314-1991标准中列出了热轧轧辊和冷轧轧辊用钢。
热轧轧辊用钢有55Mn2、55Cr、60CrMnMo、60SiMnMo等。
冷轧轧辊用钢有9Cr、9Cr2、9CrV、9Cr2W、9Cr2Mo、60CrMoV、80CrN13W、8CrMoV等。
(2)合金铸钢。
用于轧辊的合金铸钢种类尚不多,也没有统一标准。
随着电渣重熔技术的发展,合金铸钢的质量正逐步提高,今后合会铸钢轧辊将会得到广泛应用。
(3)铸铁。
铸铁可分普通铸铁、合金铸铁和球墨铸铁。
铸造轧辊时,采用不同的铸型,可以得到不同硬度的铸铁轧辊。
因此,有半冷硬轧辊、冷硬轧辊和无限冷硬轧辊之分:1)半冷硬轧辊。
轧辊表面没有明显的白口层,辊面硬度HS≥50。
2)冷硬轧辊。
表面有明显白口层,心部为灰口层,中间为麻口层,辊面硬度HS≥60。
3)无限冷硬轧辊。
表面是白口层,但白口层与灰口层之间没有明显界限,辊面硬度HS≥65。
铸铁轧辊硬度高,表面光滑、耐磨,制造过程简单且价格便宜。
其缺点是强度低于钢轧辊。
只有球墨铸铁轧辊的强度较好。
无限冷硬铸铁轧辊的发展无限冷硬铸铁轧辊是一种应用已久的轧辊材质,早在20世纪初,普通无限冷硬铸铁轧辊就在热轧带钢轧机上广泛应用。
无限冷硬铸铁轧辊的材质介于冷硬铸铁和灰口铸铁之间。
与冷硬铸铁相比,其铁水中硅含量较高(含0.7%~1.6%Si),因此无限冷硬铸铁轧辊辊身工作层基体组织内除含有与白口铸铁中相近似数量的碳化物和莱氏体外,还存在均匀分布的石墨。
无限冷硬铸铁轧辊中还常常加入不同含量的Cr、Ni、Mo等合金元素,随着Cr、Ni、Mo含量的增加,其硬化层深度大大增加。
无限冷硬铸铁轧辊辊身基体组织中含有较多的碳化物,具有较好的耐磨性;此外,在基体组织中均匀分布的少量细小石墨,起到了松弛机械应力的作用,有利于减轻辊身表层的剥落缺陷;同时,石墨本身具有良好的导热性能,在轧钢过程中,轧辊表面受热冲击时,石墨起缓冲热应力的作用,有利于防止热裂纹的产生。
合金冷硬铸铁轧辊合金冷硬铸铁轧辊(辊环)是利用铁水自身的过冷度和模具表面激冷,同时添加Ni、Cr、Mo 合金元素的办法制造的一种铸铁轧辊,辊身工作层基体组织基本上没有游离态石墨,因而其硬度高,具有优良的耐磨损性能。
此类材质可用静态复合浇注工艺生产大型规格轧辊,使辊身具有高的硬度而辊颈具有高的强韧性,表现出良好的热稳定性和抗事故性。
物理性能承制围合金无界冷硬铸铁轧辊(辊环),以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊。
石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加。
本公司提供的合金无界冷硬铸铁轧辊,由于添加了锰、铬、镍、钼等合金元素,加上少量细小石墨的存在,不仅提高了轧辊的抗剥落性、抗热裂性和抗磨损等性能,而且辊身工作层具有较小的硬度落差。
表面的微细石墨孔隙还能改善轧辊的咬入能力。
化学成分(%)用途103 合金球铁轧辊合金球墨铸铁轧辊(辊环),以基体组织中的石墨呈球状为特征,通过调整镍、铬、钼合金元素和特定的热处理制度,可以制成普通球墨铸铁、大型合金球墨铸铁、珠光体球墨铸铁和针状球墨铸铁不同系列的轧辊(辊环)。
这些产品具有良好的强度、高温性能和抗事故性能,工作层硬度落差极小。
化学成分(%)物理性能承制围类别辊身直径(mm)辊身长度(mm)轧辊适用于各种规格轧辊的制造辊环Φ190-1500 900(max.)104 高镍铬无界冷硬铸铁轧辊高镍铬无界冷硬复合铸铁轧辊是采用离心或全冲洗方法制造的高性能轧辊,通过提高镍、铬、钼等合金元素的含量,获得高的组织、碳化物显微硬度;配合特殊热处理得到组织均匀、致密及硬度落差小的工作层;同时含有少量游墨,从而具有良好的耐磨损性、抗热裂、抗剥落及抗压痕性能。
外层厚度可适应需要而调整,芯部采用韧性灰口铸铁或高强度球墨铸铁,使芯部及辊颈具有满意的强韧性。
使用中充分水冷是必要的。
代号 C Si Mn Cr Ni MoHNiCr-1 2.8-3.5 0.6-1.1 0.4-1.1 1.6-2.0 4.0-4.5 0.2-0.8HNiCr-2 3.0-3.5 0.7-1.2 0.5-1.2 1.4-1.8 3.8-4.5 0.2-0.8代号硬度HS 抗拉强度MPa抗弯强度HS冲击韧性×104J/m2弹性模量kMPaHNiCr-1 70-85 350-450 450-650 3-7 150-190 HNiCr-2 60-75 350-450 450-650 2-6 150-190 灰芯35-50 ﹥190 350 3-7 110-150 球芯35-50 ﹥350 550 4-7 160-190距表面距离(m m)用途:热带连轧精轧后段工作辊宽、中厚板轧机粗轧、精轧机架工作辊热带(板)四辊平整机工作辊、支撑辊,横切平整辊炉卷轧机工作辊高速线材轧机预精轧辊环有色金属板材轧机工作辊制造方法辊身直径(mm) 辊身长度(mm) 净重(t)离心法Φ280-1350 400-4300 45全冲洗法Φ800-1300 ≤5500高铬复合轧辊工作层含有6~22%的铬合金,芯部为高强度球墨铸铁。
根据含碳量的不同,分为高铬铸钢轧辊和各个铸铁轧辊。
由于大量铬元素的作用,组织中碳化物呈M7C3型,硬度高、韧性和耐磨性好,且基体组织中合金含量高,并经特殊热处理,具有良好的高温综合机械性能。
用于带钢热轧时,可根据使用架次、水冷条件选用高铬铸钢、高铬铸铁轧辊。
高铬复合轧辊可用于冷轧机,平整机工作辊,并可制作辊环类产品。
代号 C Si Mn Cr Ni MoHCr-1 2.4-2.8 0.4-1.0 0.4-1.2 10-15 0.8-2.0 0.7-2.0 HCr-2 2.4-3.0 0.3-0.8 0.5-1.3 14-19 0.8-2.0 0.7-2.0 HCr-3 2.5-3.0 0.3-0.8 0.7-1.5 16-21 0.8-2.0 1.0-3.0 HCrS 0.6-1.4 0.4-1.0 0.2-1.0 6-15 0.2-1.0 1.0-3.0物理性能代号硬度HS 抗拉强度MPa抗弯强度HS冲击韧性×104J/m2弹性模量kMPaHCr-1 60-70 500-800 700-1000 4-8 210-225 HCr-2 65-80 500-800 700-1000 4-8 210-225 HCr-3 78-92 600-900 900-1300 4-8 210-225 HCrS 65-85 700-1000 210-225辊颈35-50 ﹥350 550 4-7 160-190硬度分布曲线示例:距表面距离(mm)用途HCr-1 带钢热连轧机粗轧工作辊,宽中厚板轧机工作辊。
HCr-2 带钢热连轧机精轧前段工作辊,棒线材轧机及无缝钢管矫直机用辊HCr-3 冷带轧机工作辊,平整工作辊HCrS 带钢热轧机粗轧、精轧前段工作辊,带钢冷轧机工作辊,中板轧机工作辊承制围辊身直径(mm) 辊身长度(mm) 净重(t)Φ280-1350 400-3100 35(max.)201 合金铸钢轧辊合金铸钢轧辊是采用电炉和精炼炉冶炼优质钢水,加上先进的铸造、热处理工艺技术制造,具有很高的强度、良好的抗热裂性、韧性和耐磨性。
化学成分(%)用途:方、板坯初轧机,型钢粗、中轧机,带钢热连轧机,破鳞大立辊及二辊粗轧机,中板二辊粗轧机,热轧窄带钢支撑辊等。
承制围202 半钢轧辊半钢轧辊包括整体、复合和辊套等轧辊产品,它是在高含碳量的钢水中添加Mo、Cr、Ni等合金元素及其它微量合金,并采用特殊的热处理工艺进行制造,具有高的耐磨性、强的韧性和好的抗热裂性,在工作层中几乎没有硬度降落。
物理性能AD-5 45-55 ≥350 ≥0.5 ≥5硬度分布曲线示例:距表面距离(mm)用途:带钢热连轧机粗轧、精轧前段、立辊;型钢、轨梁轧机、棒材轧机的粗轧、中轧、预精轧机架;万能轧机、悬臂轧机辊环、辊套。
轧辊类别辊身直径(mm) 辊身长度(mm) 净重(t)半钢轧辊Φ1500(max.) 3000(max.) 60(max.)半钢轧辊Φ1400(max.) 700(max.) 7(max.)203 石墨铸钢轧辊石墨钢轧辊的性能类似半钢轧辊,但以在组织中存在有少量石墨为其特征,少量石墨的存在可以提高轧辊的抗热裂性能和抗氧化铁皮粘附性能,因而适用于初轧或粗轧作业。
化学成分(%)代号 C Si Mn Cr Ni Mo GS-1 1.2-1.4 1.0-1.6 0.5-1.2 0.4-1.2 0.2-1.5 0.2-0.5 GS-2 1.4-1.6 1.0-1.6 0.5-1.2 0.4-1.2 0.2-1.5 0.2-0.5 GS-3 1.6-1.8 1.0-1.6 0.5-1.2 0.4-1.2 0.2-1.5 0.2-0.5 GS-4 1.8-2.0 1.0-1.6 0.5-1.2 0.6-1.6 0.2-1.5 0.2-0.5 GS-5 2.0-2.2 1.0-1.6 0.5-1.2 0.6-2.0 0.2-1.5 0.2-0.5 芯部 3.0-3.6 1.5-2.5 0.4-1.0 ﹤0.3 ﹤1.0 0.2-0.50.3-0.5 0.2-0.6 0.4-0.8 ---辊身硬度代号GS-1 GS-2 GS-3 GS-4 GS-5HS 36-44 38-55 40-48 42-50 44-52机械性能抗拉强度MPa 385-750抗弯强度MPa 585-920硬度分布曲线示例:距表面距离(mm)用途用于带钢热轧连轧机、中宽厚板二辊可逆轧机粗轧机架。
用于初轧机、钢坯连轧机及型钢和轨梁等轧机,尤为适用于深孔型的轧辊及带钢热连轧机粗轧机架。
承制围辊身直径(mm) 辊身长度(mm) 净重(t)Φ1350(max.) 3100(max.) 50(max.)204 复合铸钢支撑辊采用复合浇注工艺制造的铸钢支撑辊,由于外层添加又镍、铬、钼等合金元素,再经过特殊的热处理,其金相组织为:回火索氏体、贝氏体和少量分布均匀的细小碳化物。
复合铸钢支撑辊的芯部和辊颈采用优质低碳钢或低合金钢,因此这种轧辊具有高的耐磨性、良好的抗剥落性和强韧性。
化学成分(%)代号 C Si Mn Cr Ni Mo DCS-1 0.6-1.0 0.3-0.8 1.4-2.4 1.4-2.0 0.8-1.2 0.2-0.6 DCS-2 0.6-1.0 0.3-0.8 1.4-2.4 1.6-2.2 0.8-1.2 0.2-0.6 DCS-3 0.6-1.0 0.3-0.8 1.4-2.4 1.8-2.4 0.8-1.2 0.2-0.6 DCS-4 0.3-0.8 0.3-0.8 0.4-0.8 2.5-3.5 0.8-1.2 0.4-1.0硬度(HS)代号DCS-1 DCS-2 DCS-3 DCS-4辊身50-60 55-65 60-70 65-75辊颈25-45 25-45 25-45 25-45机械性能类别辊身辊颈抗拉强度,MPa 1200-2000 min. 400屈服强度,MPa 1000-1400 min. 200延伸率,%2-10 10-30断面收缩率,%-15-40冲击韧性,MPa min. 7 min. 24硬度分布曲线示例:距表面距离(mm)用途用于各种冷热带钢轧机的粗轧和精轧机架,也可用于各种中厚板和宽厚板轧机及炉卷轧机。
辊身直径(mm) 辊身长度(mm) 净重(t)Φ900-1800 1000-3200 80高速钢复合轧辊采用立式离心份额和铸造工艺制造,外层为具有高硬度和极好高温耐磨性的高速钢材质,芯部为高强韧性的球墨铸铁。
综合性能达到高耐磨性和强韧性的良好结合。
此类轧辊采用高含量合金元素和特殊的热处理工艺制造。
轧辊外层显微组织为马氏体基体上分布适量的显微硬度极高的MC、M2C和M6C型弥散碳化物,硬度落差极小。
高含量合金元素和二次硬化作用使高速钢轧辊具有良好的高温耐磨性。
表面硬度在550℃高温下无明显降落,其耐磨性比传统的高镍铬无限冷硬和高铬铸铁轧辊高3-5倍。
化学成分(%)代号 C Si Mn Cr Ni Mo V WHSS-1 0.6-1.0 0.4-1.5 0.4-1.0 4.0-8.0 0.3-1.5 2.0-8.0 0.4-2.0 1.0-3.0 HSS-2 1.5-2.5 0.3-1.0 0.3-1.5 4.0-8.0 0.3-1.5 2.0-8.0 3.0-10.0 2.0-10.0代号硬度HS 抗拉强度MPa弹性模量E×103MPaHSS-1 70-90 ≥750 210-220 HSS-2 75-95 ≥750 210-220 辊颈35-50 ≥350 140-180硬度分布曲线示例:距表面距离(mm)用途带钢热连轧机精轧机架工作辊、带钢冷轧机工作辊、棒线材、万能H型钢轧机辊环、辊套。