电阻成型机操作规程
- 格式:docx
- 大小:18.72 KB
- 文档页数:2
带式电阻(元件)成型机操作规程(ISO45001-2018/ISO9001-2015)1.0目的确保操作人员安全及操作人员能熟练操作带式电阻(元件)成型机,拟定本操作规范。
2.0范围适用本公司带式电阻(元件)成型机;电阻、二极管等轴向元件加工成型。
3.0职责与权限3.1使用部门:使用人员负责设备日常保养维护,严格按此规范正确操作。
3.2生产设备部:负责设备保养跟踪记录。
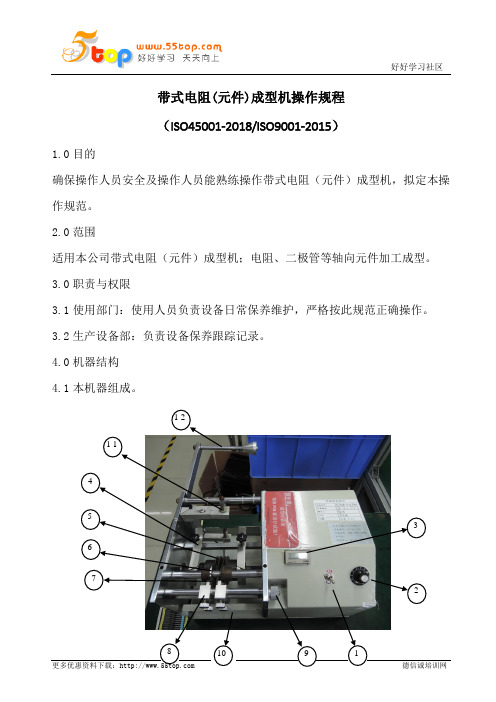
4.0机器结构4.1本机器组成。
1 2 3 4 56 7 8 9 101 1 1 21、电源开关5、成型&切断齿轮 9、成型角度调节旋钮 2、速度调节旋钮6、切断片 10、元件收料盒 3、计数器7、成型片 11、红外感应器 4、进料导轨8、成型基座 12、料盘支架5、工作流程 5.1调试成型长度,用内六角扳手调试成型齿轮基座上的固定螺丝,根据元件的加工要求,将成型齿轮(中间两个齿轮)调整到所需要的位置上,此处对应的是成型后元件两脚间距的长度。
(注意:齿轮跟脱料片位置左右要对称)5.2调试切断长度,用内六角扳手调试切断齿轮基座上的固定螺丝,根据元件的加工要求,将切断齿轮(两边两个齿轮)调整到所需要的位置上,此处对应的是成型后元件引脚的长度。
(注意:齿轮跟脱料片位置左右要对称)5.3调试引脚成型角度,首先松开成型基座的固定螺丝,然后根据元件的引脚角度要求,将两边的“成型角度调节旋钮”调整到需要的位置上,调好位置后扭紧成型基座的固定螺丝(图六)。
5.4试装,调试好机器,批量成型前必须用与生产订单相应型号的PCB 进行试装,以检查元件引脚间距、长度、角度是否合适,试装OK 后方可进行批量成型。
固定螺丝 成型角度调节旋钮5.5上料,把要成型的元件料盘装到料盘支架上(图八),把料带正确放入进料导轨内(图九),确认无误后打开机器电源开关进行自动成型。
6、注意事项6.1成型时必须领取PCB 板进行试装。
6.2齿轮的调节螺丝调整后要拧紧,以避免因螺丝松动造成的加工公差。
电子设备加工厂电阻成型机操作规程
16.1、使用成型机成型散装电阻时操作如下:
16.1.1、具体如下:
a、用手扭松进料夹的紧固螺栓。
b、用内六角扳手扭松成型刀固定块的紧固螺钉。
c、用内六角扳手扭松成型齿和切断齿的紧固螺钉。
16.1.2、用搬运成型齿,使两成型齿外侧距离为10mm,然后锁紧成型齿。
16.1.3、用手搬动切断齿,使切断齿之间的间隙为8mm,然后锁紧切断齿。
16.1.4、用滚花调节轮调节成型刀,使成型刀与成型齿之间的间隙稍大与0.5mm,然后锁紧成型刀固定块。
16.1.5、以上成型切脚部分调整完毕。
16.1.6、用大、小调节轮调节送料齿条中心对准成型齿中心。
16.1.7、用内六角扳手扭松护料片的紧固螺钉,调节两护料片的间隙为电阻的总长度,然后锁紧护料片的紧固螺钉。
16.2、成型带装电阻时操作如下:
a、按照散装成型切脚部分同样操作。
b、安装支撑架,调节支撑架的高度,挂好带装电阻。
c、安装带装电阻,排带两边安装在进料夹的轨道内,使排带能自由在轨道内滑动,但不能晃动太大,也不能过紧。
如齿轮拉料不正,须先停机用人手辅助。
16.3、注意事项
在切断齿和成型齿及送料齿条上要保持清洁,切不能有油污,以免粘附电子元器件影响电子元件的成型质量。
编写: 编号:EGWI00005 复核: 版本:0 批准: 页数:1 OF 4 日期:Aug/25/2001 MEC 工作指引 电阻整型机操作指引1. 目的为了保证电阻整型机的可靠性和性能发挥良好,提高工作效率和确保产品质量稳定以及确保人身安全。
2.适用范围 2.1生产部电阻整型机操作员。
2.2工程部技术员。
3.职责 3.1工程部:工程部技术员负责指导操作和监督落实操作指引。
3.2生产部:电阻整型机操作员负责执行操作指引进行操作。
4.内容 4.1通电前检查 a检查供给电源是否为本机额定的220V 电源。
b检查设备是否良好接地。
c检查机器内是否有异物。
d整机调整是否完成和调整正确。
4.2通电检查 a开启物料供给斗振动电源开关, 旋转调速器,检查其是否运转, 振动强度是否正常。
b开启成型机电源开关,旋转调速器,检查其是否运转,动齿传送速度是 否正常和灵活。
c检查传动皮带是否过松或过紧。
4.3 调试版本:0电阻整型机操作指引页数:2 OF 4日期:Aug/25/2001a 关断成型机电源开关,确定机器完全停止转动后,进行清洁和调试。
b 用火酒精清洁成型基座、切断刀、切断齿输、成型齿输、切断齿轮轴等机件。
c 将塑料轨道上紧固钮松开,两轨道可作左右轴向移动,进料时,应使带式电阻与成型切断两对齿轮同中心,调整正确后将塑料轨道上紧固钮打紧。
(使用成带装电阻才需调整)。
d 将成型基座○15、○18上固定螺钉钮○14、○17旋松,即可作轴向移动,调整距离使成型片○16、○19与成型齿轮○25之距离为电阻铜丝直径。
(根据实际成型之电阻适当调整,过近将使电阻丝表面受损),调整正确后,将固定螺钉钮○14、○17旋紧。
e 将切断○21、切断齿轮○24作轴向移动,无需外加固定。
移动距离应与上序调整距离相适合(根据实际成型之电阻适当调整距离,使之距离相适合)。
f 将成型齿轮○25是固定于切断齿轮轴○23上,旋松螺钉可作轴向移动,两齿轮之距为电阻为两脚之距,而切断齿轮○24是固定于成开支齿轮○25上,旋松螺钉也可作轴向移动,分别与两成型齿轮之距为电阻脚长。
成型机操作规程及安全操作规程一、操作规程1. 准备工作a. 确保成型机安装在平稳的地面上,并与电源连接稳定。
b. 检查成型机的各个部件是否完好无损。
c. 检查成型机润滑油是否充足。
2. 开机操作a. 打开成型机的电源开关。
b. 按照设定参数设置成型机的工作模式。
c. 检查成型机的各个部件是否正常运转。
3. 调整模具a. 根据产品要求,选择合适的模具。
b. 使用工具将模具固定在成型机上。
c. 调整模具的位置和角度,确保成型的产品符合要求。
4. 加工操作a. 将原材料放置在成型机的进料口。
b. 启动成型机,开始加工操作。
c. 监控成型机的运行情况,确保产品的质量和生产效率。
5. 停机操作a. 在加工完成后,关闭成型机的电源开关。
b. 清理成型机的工作区域,清除残留的原材料和废品。
c. 检查成型机的各个部件是否正常,并进行必要的维护和保养。
二、安全操作规程1. 穿戴个人防护装备a. 操作人员应穿戴安全帽、工作服和防护手套。
b. 长发应束起,避免被卷入成型机。
2. 注意机器安全a. 操作人员应熟悉成型机的工作原理和操作方法。
b. 禁止未经授权人员接触成型机。
c. 禁止将手指或者其他物体放入成型机的运动部件。
3. 防止火灾和电击a. 确保成型机周围的工作区域清洁整齐,避免堆放易燃物品。
b. 定期检查成型机的电源线和插头,确保没有损坏和漏电。
4. 废弃物处理a. 废弃物应按照像关规定进行分类和处理。
b. 禁止将废弃物随意堆放或者倾倒,避免对环境造成污染。
5. 紧急情况处理a. 在发生故障或者紧急情况时,即将住手成型机的运行。
b. 操作人员应按照应急预案进行处理,并及时报告相关人员。
以上是成型机操作规程及安全操作规程的详细内容。
请按照以上规程进行操作,并严格遵守安全要求,以确保人员安全和生产质量。
手摇散带合并电阻成型机操作规程
一、目的
使操作者能正确的使用手摇散带合并电阻成型机,按要求完成相应的电阻成型。
二、适用范围
适用于本公司SMT生产线的手摇散带合并电阻成型机。
三、操作步骤
1、开机前准备
(1)检查手摇柄动作是否异常;
(2)检查切割刀片安装是否牢固;
(3)检查齿轮片、轨道安装是否平直、完好,是否有东西卡住;
2、开始/结束运转
(1)跟椐工艺要求调节两切刀片的距离;
(2)将带式电阻串放轨道中放进齿轮槽中或直接将散装电阻放入齿轮槽中,摇动手柄开始工作,;
(3)待产品进入齿轮片后完成成型,需测量是否合格;
(4)待产品合格后,持续放料和摇动手柄完成电阻成型工作;
(5)若中途出现问题,立即停止摇动,解决问题后才可开始;
(6)待所有待加工的电阻完成成型工作后,对设备和周围环境整理、整顿、清扫、清洁。
四、注意事项及维护
1、生产前的齿轮片、轨道调节时必须合适到位,按工艺要求成型出所需产品;
2、生产过程中严禁将头和手伸入到设备里面,防止机械伤人;
3、生产过程中如遇紧急情况,立即停止摇动,解决后才可开始。