焊接结构生产工艺过程讲义.pptx
- 格式:pptx
- 大小:545.90 KB
- 文档页数:17
典型焊接结构的生产工艺一、桥式起重机箱型桥架的生产工艺起重机是用于对物料作起重、运输、装卸和安装等作业的机械没备。
其结构形式较多,常见的有桥式起重机、门式起重机、塔式起重机、悬挂起重机和汽车起重机等。
其中又以桥式起重机应用最广,焊接结构制造最为典型。
下面着重介绍这类起重机主梁及端梁的生产工艺。
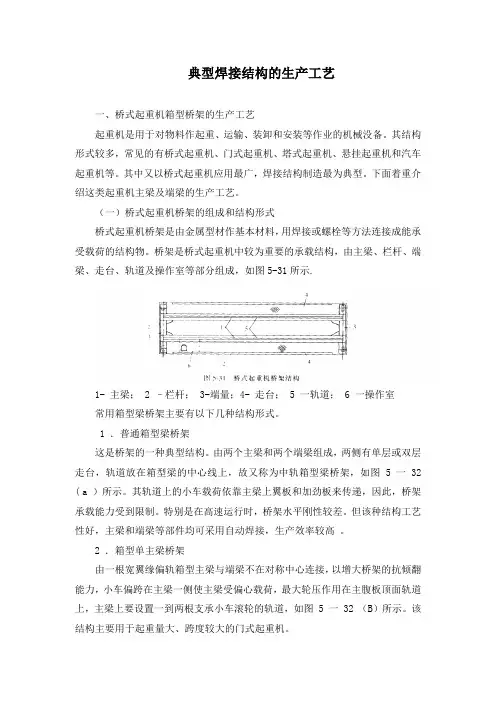
(一)桥式起重机桥架的组成和结构形式桥式起重机桥架是由金属型材作基本材料,用焊接或螺栓等方法连接成能承受载荷的结构物。
桥架是桥式起重机中较为重要的承载结构,由主梁、栏杆、端梁、走台、轨道及操作室等部分组成,如图5-31所示.1-主梁; 2 –栏杆; 3-端量;4- 走台; 5 一轨道; 6 一操作室常用箱型梁桥架主要有以下几种结构形式。
1 .普通箱型梁桥架这是桥架的一种典型结构。
由两个主梁和两个端梁组成,两侧有单层或双层走台,轨道放在箱型梁的中心线上,故又称为中轨箱型梁桥架,如图 5 一 32 ( a )所示。
其轨道上的小车载荷依靠主梁上翼板和加劲板来传递,因此,桥架承载能力受到限制。
特别是在高速运行时,桥架水平刚性较差。
但该种结构工艺性好,主梁和端梁等部件均可采用自动焊接,生产效率较高。
2 .箱型单主梁桥架由一根宽翼缘偏轨箱型主梁与端梁不在对称中心连接,以增大桥架的抗倾翻能力,小车偏跨在主梁一侧使主梁受偏心载荷,最大轮压作用在主腹板顶面轨道上,主梁上要设置一到两根支承小车滚轮的轨道,如图 5 一 32 (B)所示。
该结构主要用于起重量大、跨度较大的门式起重机。
3 .偏轨箱型梁桥架该桥架的主梁和端梁的连接与普通箱型梁类似,即由两根偏轨箱型梁和两根端梁构成,如图 5 一 33 ( A)所示。
小车轨道设在主梁腹板顶上,载荷直接作用在主腹板上。
主梁多为宽主梁形式,依靠主梁来增加桥架的水平刚度。
同时利用主梁腹腔及上翼缘板作为上下走台,可省去桥架辅助结构。
这种桥架结构多用于大重量的起重机、冶金起重机等。
4.半偏轨箱型梁桥架与1和3两种桥架结构类似,只是将轨道放置在梁中心线与主腹板之间,轨道距梁的中心线约为1/4梁宽.如图5-33 (B)所示。
焊接结构加工工艺过程一、焊接结构加工工艺过程的概念及组成1、生产过程和工艺过程制造一台焊接结构产品必须经过一系列劳动过程,主要包括:(1)原材料准备、材料及零部件的运输和储存;(2)生产准备工作即组织计划的制定、工艺规程的拟定、工艺装备的设计制造及准备等;(3)毛坯的制造通过铸、锻、焊等方法将原料制成毛坯;(4)结构零件的加工和热处理;(5)产品的焊接和装配;(6)焊接产品的检验、调试和油漆包装等。
由上述过程可以看出,焊接产品的劳动过程是相当复杂的。
我们将金属材料轧制的型材或制成的金属坯料,经过多道工序加工后,制成半成品或成品的各个劳动过程的总和称为生产过程。
在现代焊接产品的制造中,为了提高劳动生产率,便于组织生产,一件产品的生产过程,往往是由许多专业化工厂联合完成的。
如一台压力容器的大部分零部件的制造,整台设备的装配、试车、检验和油漆包装都是在容器生产厂进行的。
但大型容器中的封头、各类接管、密封件、标准人手孔、大型锻件和其他有关标准件等,则多是由别的专业工厂所制造。
由此可见,一个工厂的生产过程可以按车间划分为不同车间的生产过程。
例如焊接车间的生产过程、锻造车间的生产过程、装配车间的生产过程等。
因此,任何工厂(或车间)的生产过程,是指该厂(或车间)直接把进厂(或车间)的原料和半成品变为成品的各个劳动过程的总和。
工艺过程,是指逐步改变原材料、毛胚或半成品的几何形状、尺寸、相对位置和物理机械性能,使其成为产品或半成品的过程。
工艺过程是生产过程中的主要部分。
采用焊接加工的方法,改变毛环的形状、尺寸、相对位置使其成为焊接结构产品的过程称为焊接结构加工工艺过程。
生产工艺过程,就是将原料或半成品按照设计者的意图,经过全部生产过程的各个工艺过程。
2工艺过程的基本组成机械产品的工艺过程是由一系列的工序依次排列组合而成的。
通过各种工序可以将原材料或毛胚逐渐制成成品。
(l)工序是指一个或一组工人,在一个工作地点对一个或同时对几个工件连续完成的那一部分工艺过程。