焊接结构生产工艺过程讲义
- 格式:pptx
- 大小:375.47 KB
- 文档页数:17
焊接结构的焊接工艺一、焊接工艺制订的目的和内容焊接工艺是实施焊接工序的指导性文件,它向操作者指明不同结构件所应采用的焊接方法、焊接没备、焊接规范、焊接顺序等工艺参数和方法,以图高效、低成本地获得合格的焊缝和优质的焊接结构件。
1、焊接工艺制订的内容( l )合理选择结构件各接头焊缝的焊接方法,并确定相应的焊接设备和焊接材料。
( 2 )选定合理的焊接工艺参数,如焊条直径、焊接电流、电弧电压、焊接速度,埋弧焊时还而选定焊剂牌号,气保焊时还需选定气体种类、气体流量、焊丝直径等。
( 3 )确定各焊缝施焊顺序和力向施焊顺序和方向对焊接变形影响很大,应根据对应力与应变的分析和对各种典型构件的焊接实践经验,来正确确定施焊顺序和方向。
( 4 )焊接热参数选择,主要是确定是否需要预热、中间加热、后热及焊后热处理,以及确定它们的各种参数。
( 5 )选择焊接工艺装备如焊接胎具、焊接变位机,自动焊接装置等。
或提出工艺装配的设计任务书。
2、制定焊接工艺的目的(l)能获得满意的接头,无论焊缝的外形尺寸和内部质量都要达到技术条件的要求。
(2)焊接后构件的应力与变形要小,变形量应在技术条件许可的范围内。
(3)焊接,生产效率高,即要便于施焊,可焊到性好,翻转次数少,可利用胎卡具及机械辅助装置对工件进行变位,或实现自动焊接。
(4)成本低、效益好,尽量使用高效率、低能耗的焊接方法,如 CO2气体保护焊。
二、焊接方法的选择焊接方法的选择,应根据产品的结构尺寸、形状、材料、接头形式、对焊接接头的质量要求,以及施工现场的生产条件、技术水平等,选择最经济、最方便、高效率并且能保证焊接质量的焊接方法。
为了正确选择焊接方法,必须对各种焊接方法的生产特点和适用范围有所了解,同时还应了解典型构件应用比较成熟的焊接方法法。
三、焊接工艺参数的选定在选定焊接工艺参数前应对产品的材料及其结构形式作深人的分析,着重分析材料的化学成分和结构因素共同作用下的焊接性;同时,还要考虑焊接热循环对母材和焊缝的作用,它也是保保证获得合格产品的一个主要依据,是获得焊接接头最小焊接应力和焊接变形的保证。

焊接结构制造工艺过程制订本章主要介绍工艺规程的基本知识、编制工艺规程的步骤、焊接生产中常用的工艺卡片的使用和典型产品工艺规程的编制。
第一节焊接结构生产工艺规程的基本知识一、生产过程和工艺过程所谓生产过程是指由金属轧制的型材及金属坯料,经过多道工序的加工后,成为半成品或成品,这之间所有劳动过程的总和。
所谓工艺过程,是逐步改变其工件(原材料、毛坯、零件、半成品或成品)的几何形状、尺寸、力学性能、化学性能等的生产过程,它是在生产过程中完成工艺技术要求的技术措施的过程。
二、工艺过程的基本组成1. 工序在一个工作地点,连续完成一个零件(或同时几个零件)的那部分工艺过程,称为工序。
划分工序的主要依据是工作地点是否改变和加工是否连续完成。
工序是工艺过程的基本组织部分,并且是生产计划的基本单元。
焊接结构生产工艺过程的主要工序有:划线、下料、成形、边缘加工、制孔、装配、焊接、矫正、成品检验、涂漆等。
2. 工位工件在加工设备所占的每个工作位置称为工位。
3. 工步工件在某一加工工序中,所用的加工设备、工具和各工艺规范均保持不变的那部分工作称为工步。
第二节焊接结构加工工艺规程的编制一、工艺规程的作用编制工艺规程是生产中一项技术措施,在生产中能起到下列作用:1)合理地选择工艺方案,在结构满足正常工作、安全运行的前提下达到最佳的经济效益。
2)根据工艺方案进行生产,组织各工序的技术检验。
有利于尽早发现质量问题,并尽快消除焊接废品。
3)便于组织生产部门根据生产计划和工艺规程下达任务,组织调度安排生产,质量检验、劳动组织、材料供应及成本的核算等,使整个生产有计划进行。
4)在新产品投入生产前,要依据产品的工艺规程进行车间平面设计、设备的选用布置、专用夹具和工艺装备的设计与制造、原材料及人员的配备,以及各辅助部门的安排等。
5)可以不断地积累生产经验,提高企业技术素质和技术水平。
二、编制工艺规程的依据1.产品图样和产品的技术要求1)审查焊接结构总装图、部件图及零件图2)产品生产的技术要求2. 产品的生产纲领某种产品(或零、部件)包括备件和废品在内的年产量称为该产品的生产纲领。

第六章焊接结构生产工艺规程的编制焊接结构工艺性审查是制定工艺文件、设计工艺装备和实施焊接生产的前提。
工厂在首次新产品生产时,为了提高设计产品结构的工艺性,往往需要进行焊接结构工艺性审查。
另外,在工艺性审查基础上,要制定焊接工艺规程。
焊接工艺规程是指导焊接结构生产和准备技术装备,进行生产管理及实施生产进度的依据。
本章结合部分工程实例,主要介绍焊接结构工艺性审查和工艺规程编制的有关知识。
第一节焊接结构的工艺性审查一、焊接结构工艺性审查的目的焊接结构的工艺性,是指设计的焊接结构在具体的生产条件下能否经济地制造出来,并采用最有效的工艺方法的可行性。
焊接结构的工艺性是关系着一个产品制造快慢、质量好坏和成本高低的大问题,因此,一个结构的工艺性好坏,也是这个结构设计好坏的重要标志之一。
为了提高设计产品结构的工艺性,工厂应对所有新设计的产品和改进设计的产品以及外来产品图样,在首次生产前进行结构工艺性审查。
焊接结构的工艺性审查是个复杂问题,在审查中应实事求是,多分析比较,以便确定最佳方案。
如图6-1a所示的带双孔叉的连杆结构形式,装配和焊接不方便;图b 所示结构是采用正面和侧面角焊缝连接的,虽然装配和焊接方便,但因为是搭接接头,疲劳强度低,也不能满足使用性能的要求;图c所示结构是采用锻焊组合结构,使焊缝成为对接形式,既保证了焊缝强度,又便于装配焊接,可见是合理的接头形式。
焊接结构是否经济合理,还不能脱离产品的数量和生产条件。
如图6-2所示的弯头,有三种形式,每种形式的工艺性都适应一定的生产条件。
图a是由两个半压制件和法兰组成,如果是大量生产又有大型压床的条件下,工艺性是好的;图b是由两段钢管和法兰组成,在流速低、单件生产或缺设备的条件下,工艺性是好的;图c是由许多环形件和法兰组成,在流速高又是单件生产的条件下,工艺性是好的。
以上例子说明,结构工艺性的好坏,是相对某一具体条件而言的,只有用辩证的观点才能更有效地评价。
第六章焊接结构生产工艺规程的编制焊接结构工艺性审查是制定工艺文件、设计工艺装备和实施焊接生产的前提。
工厂在首次新产品生产时,为了提高设计产品结构的工艺性,往往需要进行焊接结构工艺性审查。
另外,在工艺性审查基础上,要制定焊接工艺规程。
焊接工艺规程是指导焊接结构生产和准备技术装备,进行生产管理及实施生产进度的依据。
本章结合部分工程实例,主要介绍焊接结构工艺性审查和工艺规程编制的有关知识。
第一节焊接结构的工艺性审查一、焊接结构工艺性审查的目的焊接结构的工艺性,是指设计的焊接结构在具体的生产条件下能否经济地制造出来,并采用最有效的工艺方法的可行性。
焊接结构的工艺性是关系着一个产品制造快慢、质量好坏和成本高低的大问题,因此,一个结构的工艺性好坏,也是这个结构设计好坏的重要标志之一。
为了提高设计产品结构的工艺性,工厂应对所有新设计的产品和改进设计的产品以及外来产品图样,在首次生产前进行结构工艺性审查。
焊接结构的工艺性审查是个复杂问题,在审查中应实事求是,多分析比较,以便确定最佳方案。
如图6-1a所示的带双孔叉的连杆结构形式,装配和焊接不方便;图b 所示结构是采用正面和侧面角焊缝连接的,虽然装配和焊接方便,但因为是搭接接头,疲劳强度低,也不能满足使用性能的要求;图c所示结构是采用锻焊组合结构,使焊缝成为对接形式,既保证了焊缝强度,又便于装配焊接,可见是合理的接头形式。
焊接结构是否经济合理,还不能脱离产品的数量和生产条件。
如图6-2所示的弯头,有三种形式,每种形式的工艺性都适应一定的生产条件。
图a是由两个半压制件和法兰组成,如果是大量生产又有大型压床的条件下,工艺性是好的;图b是由两段钢管和法兰组成,在流速低、单件生产或缺设备的条件下,工艺性是好的;图c是由许多环形件和法兰组成,在流速高又是单件生产的条件下,工艺性是好的。
以上例子说明,结构工艺性的好坏,是相对某一具体条件而言的,只有用辩证的观点才能更有效地评价。
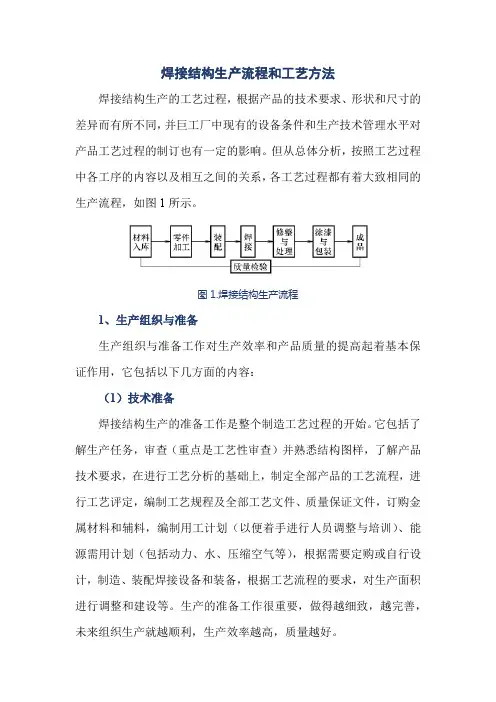
焊接结构生产流程和工艺方法焊接结构生产的工艺过程,根据产品的技术要求、形状和尺寸的差异而有所不同,并巨工厂中现有的设备条件和生产技术管理水平对产品工艺过程的制订也有一定的影响。
但从总体分析,按照工艺过程中各工序的内容以及相互之间的关系,各工艺过程都有着大致相同的生产流程,如图1所示。
图1.焊接结构生产流程1、生产组织与准备生产组织与准备工作对生产效率和产品质量的提高起着基本保证作用,它包括以下几方面的内容:(1)技术准备焊接结构生产的准备工作是整个制造工艺过程的开始。
它包括了解生产任务,审查(重点是工艺性审查)并熟悉结构图样,了解产品技术要求,在进行工艺分析的基础上,制定全部产品的工艺流程,进行工艺评定,编制工艺规程及全部工艺文件、质量保证文件,订购金属材料和辅料,编制用工计划(以便着手进行人员调整与培训)、能源需用计划(包括动力、水、压缩空气等),根据需要定购或自行设计,制造、装配焊接设备和装备,根据工艺流程的要求,对生产面积进行调整和建设等。
生产的准备工作很重要,做得越细致,越完善,未来组织生产就越顺利,生产效率越高,质量越好。
(2)物质准备根据产品加工和生产工艺要求,订购原材料、焊接材料以及其他辅助材料,并对生产中的焊接工艺设备、其他生产设备和工装夹具、量具进行调配、购置、设计、制造或维修。
材料库的主要任务是材料的保管和发放,它对材料进行分类、储存和保管并按规定发放。
材料库主要有两种,一是金属材料库,主要存放保管钢材;二是焊接材料库,主要存放焊丝、焊剂和焊条。
2、备料加工备料加工是指钢材的焊前加工过程,即对制造焊接结构的钢材按照工艺要求进行的一系列加工。
备料加工一般包括以下内容:(1)原材料准备将钢材(板材、型材或管材)进行验收、分类储存、发放。
发放钢材应严格按生产计划提出的材料规格与需要量执行。
(2)材料预处理其目的是为基本元件的加工提供合格的原材料,包括钢材的矫平、矫直、除锈、表面防护处理、预落料等工序。
