抛光要求标准
- 格式:doc
- 大小:125.50 KB
- 文档页数:7

抛光工艺要求与质量标准
1.在进行抛光加工前,首先对照图纸检查是否有足够的抛光余量,型腔是
否与图相符。
加工完交付质检验收时必须将模具表面擦试干净,不能有油渍、沙子、灰尘等杂物。
2.所有工作带必须前后倒角,不能有毛刺。
所有加工面必须保证工作带的
“三度”,即垂直度,平直度,光洁度,要求达到Ra0.4。
3.下模工作带与端面要垂直,公差为0.01mm,平行度,平直公差0.01 mm,
不允许有龟背及波浪纹。
下模工作带处内外角要倒角园滑(R=0.05 mm)工作带不能有碰伤痕迹。
4.平模工作带平整垂直公差0.01 mm,壁厚间隙公差0.01 mm,在没有规定
公差的壁厚做下差-0.01~-0.02 mm。
5.工作带抛光不能直方向抛光,必须要横方向抛光,如有角位处比较小的
位置,必须要用锉刀抛光,不能直接用砂布来回拉动抛光。
6.模具壁厚公差±0.02 mm,同一边壁厚公差0.01mm,手工位置壁厚公差
0.01~0.04mm。
分流部分壁厚与平面部分壁厚要均匀(除图纸壁厚另有
要求外)公差0.02 mm。

不锈钢表面抛光国际标准
一、表面粗糙度
不锈钢表面抛光后的粗糙度是评价其质量的重要指标之一。
国际标准对不锈钢表面粗糙度有明确的规定,一般要求表面粗糙度在Ra0.4以下。
Ra0.4以下的表面粗糙度意味着表面光滑,无明显的凸起和凹陷,且各点的粗糙度基本一致。
二、表面光亮度
不锈钢表面抛光后的光亮度也是评价其质量的重要指标之一。
国际标准对不锈钢表面的光亮度也有明确的规定,一般要求表面光亮度达到一定等级。
表面光亮度越高,表明不锈钢表面的反射光线能力越强,外观更加美观。
三、表面清洁度
不锈钢表面抛光后的清洁度是评价其质量的重要指标之一。
国际标准对不锈钢表面的清洁度也有明确的规定,一般要求表面无油污、无灰尘、无杂质等。
清洁度高的不锈钢表面可以保证其耐腐蚀性能和使用寿命。
四、表面腐蚀等级
不锈钢表面的腐蚀等级是评价其耐腐蚀性能的重要指标之一。
国际标准对不锈钢表面的腐蚀等级也有明确的规定,一般分为0级、1级、2级、3级等。
0级表示无腐蚀,1级表示轻微腐蚀,2级表示中度腐蚀,3级表示严重腐蚀。
不锈钢表面的腐蚀等级越低,表明其耐腐蚀性能越好。
五、表面硬度
不锈钢表面的硬度是评价其耐磨性能和使用寿命的重要指标之一。
国际标准对不锈钢表面的硬度也有明确的规定,一般要求表面硬度达到一定等级。
表面硬度高的不锈钢可以保证其耐磨性能和使用寿命。
总之,不锈钢表面抛光国际标准对不锈钢表面的粗糙度、光亮度、清洁度、腐蚀等级和硬度等方面都有明确的规定和要求。
只有符合这些标准的不锈钢表面才能保证其质量和使用寿命。

卫生级的抛光标准
卫生级抛光标准是确保食品、制药和生物技术等行业中设备和管道表面光洁度的重要指标。
以下是一些关于卫生级抛光标准的要点:
1. 表面粗糙度:卫生级抛光的表面应该具有均匀、细微的粗糙度。
通常,Ra(算术平均粗糙度)值应在0.4 至0.8 微米之间,以确保表面光滑,减少细菌滋生和污染物附着的可能性。
2. 去除瑕疵:抛光过程应去除表面的瑕疵、划痕、氧化层和焊接痕迹等。
这有助于防止细菌藏匿和滋生,确保设备的清洁度和卫生性。
3. 无缝连接:卫生级抛光应确保接口和焊缝处的光洁度与母材相同。
无缝连接可以防止细菌在接口处滋生,并减少污染物的积聚。
4. 耐腐蚀性:抛光表面应具有良好的耐腐蚀性,以抵抗化学物质、清洁消毒剂和高温高压环境的影响。
这有助于延长设备的使用寿命。
5. 清洁性:卫生级抛光的表面应易于清洁和消毒,不允许有任何污垢、油脂或其他污染物的残留。
这样可以确保生产过程的卫生和安全。
6. 合规性:抛光标准应符合相关的卫生法规和行业标准,如FDA(美国食品药品监督管理局)、cGMP(现行良好制造规范)等。
7. 检测和验证:抛光完成后,应进行表面粗糙度、光洁度和耐腐蚀性等方面的检测和验证。
这可以确保抛光质量符合卫生级要求。
总之,卫生级抛光标准的目标是提供一个无缝、光滑、耐腐蚀且易于清洁的表面,以减少细菌滋生和污染的风险,确保产品质量和人员安全。
不同行业和应用可能会有特定的抛光标准和要求,因此在实际应用中应根据具体情况进行选择和执行。


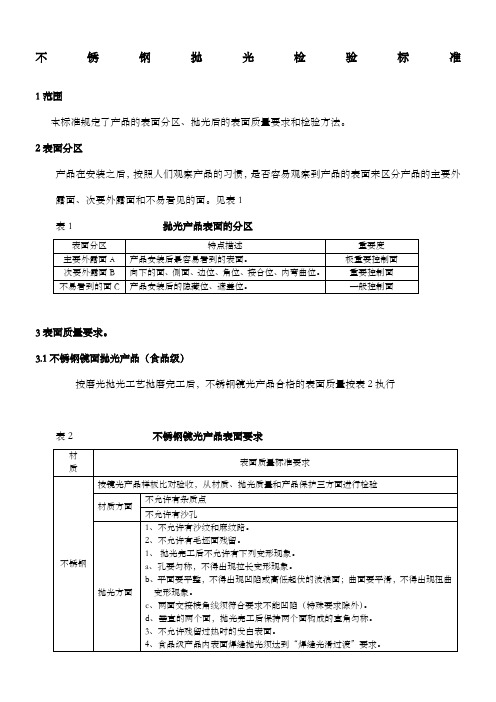
不锈钢抛光检验标准1范围本标准规定了产品的表面分区、抛光后的表面质量要求和检验方法。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1表1 抛光产品表面的分区3表面质量要求。
3.1不锈钢镜面抛光产品(食品级)按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表2执行表2 不锈钢镜光产品表面要求3.2 不锈钢拉丝产品按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表3执行表3 不锈钢拉丝表面要求4检验方法4.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为45±5cm。
4.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
5补充注意点5.1抛光严格按照图纸要求表面加工精度操作,除特殊标注之外,A面所有的抛光要求按照图纸要求,不能出现未抛光的部分,不能留有电焊后的黄黑色色斑。
×5.2抛光纹路必须保持一致,不能有乱纹。
比如料斗盖透气管周围的色差必须抛光一致。
5.3 A面不能有焊接留下的杂质,包含焊渣以及滴落凝固在表面的金属。
×5.4除标准法兰外的自制法兰表面属于易忽视部位,注意抛光。
×√5.5 A 面上焊缝内黑色杂质必须处理干净。
如若使用钝化膏处理必须擦拭干净所留痕迹。
5.6料仓出料口处法兰与料仓桶体连接处焊缝必须抛光圆滑过渡,不能存在台阶,防止堆积物料。
5.7叶片螺杆叶片连接处抛光一致,不能留有痕迹。
5.8可拿取的人工加料盖,周围折边处,A 面焊缝满焊后抛光圆滑,C 面断续焊。
例如T17料斗上的人工加料盖。
××5.9 C面焊缝不能有毛刺,必须打磨去除。
不锈钢抛光执行标准
一、光滑度
1.外观要求:表面应光滑、无明显划痕、毛刺、凹凸不平、变形等缺陷。
2.光泽度要求:根据不同型号的不锈钢材料和用途,光泽度应符合相应的标
准要求。
一般要求在60度到180度的光泽单位值范围内。
3.表面粗糙度要求:表面粗糙度应符合相应的标准要求,一般要求在Ra0.1
到Ra0.8之间。
二、耐腐蚀性
1.材质要求:不锈钢抛光材料应采用耐腐蚀性能优良的奥氏体不锈钢材料,
如304、316等。
2.耐腐蚀试验要求:不锈钢抛光制品应进行盐雾试验、酸性溶液试验等耐腐
蚀试验,试验结果应符合相应的标准要求。
三、精度
1.尺寸精度:不锈钢抛光制品的尺寸精度应符合相应的标准要求,一般要求
在±0.1mm以内。
2.形状精度:不锈钢抛光制品的形状精度应符合相应的标准要求,一般要求
在±0.05mm以内。
四、效率
1.加工效率:不锈钢抛光加工的效率取决于加工工艺和设备,应尽可能提高
加工效率,减少加工时间和成本。
2.生产效率:不锈钢抛光制品的生产效率不仅取决于加工效率,还取决于生
产计划、库存管理、物流等方面的因素,应通过优化生产流程和管理,提高生产效率。
五、其他要求
1.安全环保要求:不锈钢抛光加工过程中应注意安全和环保问题,如采用环
保型的抛光液和磨料,加强设备维护和保养,确保安全生产。
2.质量保证要求:不锈钢抛光制品的质量保证应符合相应的质量管理体系标
准要求,如ISO9001等。
在生产过程中应建立完善的质量控制体系,确保产品质量稳定可靠。
抛光验收标准
(一)亮度
抛光后,亮度计数在80–90度以上,色泽鲜艳,光亮照人,实体倒影清晰度在75%以上。
(二)漆面
1、车身表面无污垢(研磨剂、油渍、沥青)存留,全车间隙之间无任何残留杂物(水珠、泥污、固化研磨剂),无圈迹,无旋光。
2、检验是否有漏抛(漆面光泽暗淡、划痕较多)或抛漏(出现底漆)的地方。
(三)划痕
1、抛光后,在无外界事物(波浪海面、脏毛巾)接触的前提下,车身表面应无任何细微划痕,经过清洁处理后,在车身表面会留下一些细微的划痕,这是不可避免的。
2、对于中深度划痕来讲,若不进行水磨处理的情况下,仍然会存在于车身表面,只不过表面效果会改善固有的20%左右;进行水磨处理,中度划痕会消失原有程度的85%以上,深度划痕(伤及底漆)仍无法消除,只有进行烤漆处理。
(四)用时与用量
1、在整个抛光施工过程中,单车抛光研磨剂的使用量不超过300毫升。
2、有两个施工人员,车漆较软(日产车)的情况下,一般在1小时左右完成,如果车漆较硬(奔驰、宝马等)一般需要1.5小时左右完成施工。
水磨石抛光程度标准
水磨石抛光程度标准一般根据客户要求或相关行业标准来确定。
以下是一般情况下水磨石抛光程度的标准:
1. 一般抛光:表面光洁度一般,无明显砂眼、棉絮、划痕等缺陷,不要求高光亮度。
2. 中度抛光:表面光洁度较高,无砂眼、棉絮、划痕等缺陷,要求一定的光亮度。
3. 高度抛光:表面光洁度非常高,无任何缺陷,要求很高的光亮度,可以反映出细腻的石纹和色彩。
4. 超高度抛光:表面光洁度极高,无任何缺陷,要求极高的光亮度,可以反射出周围环境的景色。
此外,根据水磨石的使用环境和要求,还可以制定更为特定的抛光程度标准。
抛光要求标准
1范围
本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区
产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1
3表面质量要求。
3.1黄铜材抛光产品
3.1.1镜光产品
按磨光抛光工艺,抛磨完工后,合格的镜光产品表面质量按表2执行;降级接收产品按表3执行。
表2 镜光产品表面质量要求
表3 黄铜镜光产品表面沙孔或杂质点降级接收要求尺寸单位:mm
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面
缺陷点的总个数。
3.1.2黄铜拉丝产品
按磨光抛光工艺抛磨完工后,产品表面质量按表4执行。
3.2锌合金压铸件抛光产品
3.2.1锌合金镜光产品
按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表5执行;降级接收的产品按表6执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、产品表面缺陷点大于2时,两个缺陷点间距大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品
表面缺陷点的总个数。
3.2.2锌合金拉丝产品
按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表7执行。
3.3铝合金产品
按磨光抛光工艺抛磨完工后,产品表面质量按表8执行执行。
3.4不锈钢抛光产品
3.4.1不锈钢镜光产品
按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表9执行;降级接收按表10执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的
缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
3.4.2不锈钢拉丝产品
按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表11执行,降级接收标准按表12执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的
缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
4检验方法
4.1.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测
距离为45±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。