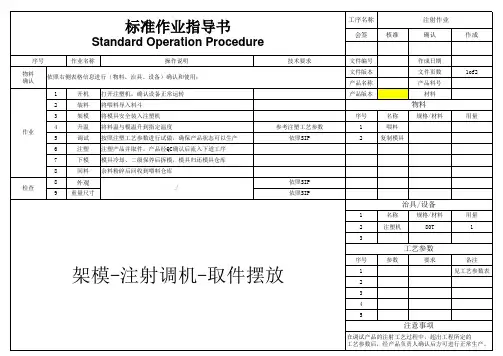
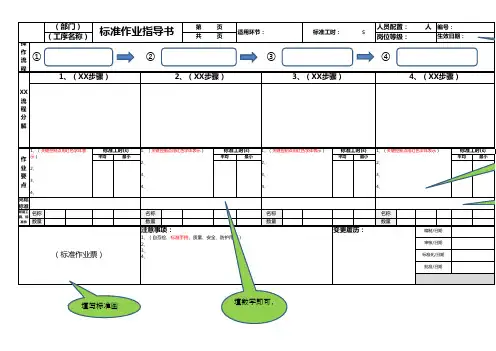
工序作业标准书格式
- 格式:docx
- 大小:604.91 KB
- 文档页数:7

文件编号
版本A/0
点亮测试
标准工时标准产能/H
2
作业类型人员配置
1人序号
材料名称
数量1
2
345
设备,工装名称
型号设定条件
直流电源DC0V---30V 3V 手指套
 ̄ ̄ ̄ ̄ ̄
防静电
审核
作 业 指 导 书
大功率MR16/GU10/JDRE27(通用)
注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V;且不可触碰大功率透镜。
本工序作业
自
检
注意事项
核准核准设备及治工具
承办单位:
适用产品名称及编号检查有无暗灯、闪灯、死灯、色差等不良品截出
检查有无焊反、假焊、脱焊
负极(如图二)
3.完成后放入专用防静电PVC盒内。
检查仪器是否完好
1.直流电源调整到3V (如图一)正负极要一致
2.将焊接好的大功率点亮测试,红表笔接正极、黑表笔电压不可超过3V,接触要牢固操作说明技术要求
检查工位表面清洁
检查物料有无一致检查上工序材料编号材料规格
第2页 共14页
工序名称
工序排号测试
承办人:编制日期页数审核
图一
图二
0.30 不可超过3V 红线为正
黑线为负。

12
1
2345
1
23
1122334
4工序作业指导书
版本/版次
A/2
页 次
第1页,共1页
宁波XXXXXXXXX限公司
工序名称折彩盒文件编号VASON-SOP-ZCH-001工 序 作 业 标 准
简图:
准备工作:
确认工作区域内无其它规格的产品,桌面整齐,如图1所示。
领班根据生产安排,将所需彩盒放至套折彩盒岗位处,如图2所示,并与巡检做首件确认。
作业步骤及要领:彩盒不能直接与地面接触,需放置在地上时,地面应铺上纸张等,以避免彩盒弄脏甚至摩擦破损,如图3所示。
折彩盒时,彩盒的上盖须腾空,以两边摇盖接触桌面作为支撑,底部按照压痕折叠,如图4所示,不能有较大的缝隙,如客户有特别要求请按产品档案上的包装要求进行作业,如图5所示折好的彩盒码放整齐,不能随意堆放,如图6所示。
首件、尾件与工程样品比对,并经QC、班长确认后才能生产。
彩盒接合处黏贴无明显错位。
结束工作:
每款生产结束后,对工作区域进行整理,将剩余的彩盒放回至相应的区域,工作区域内只能放置将要生产的彩盒。
生产结束后,做好工作区域5S工作。
返 工 操 作 要 点
品 质 控 制 点
同“工序作业标准”.彩盒条码、型号印刷正确。
整体印刷无明显色差、重影。
彩盒表面质量良好,无脏污、脚踏痕迹、破损等。
编制
校对
技术部
生产部品质部
批准
发行日期
2014/6/14
图6
图4图5图1
图2图3。
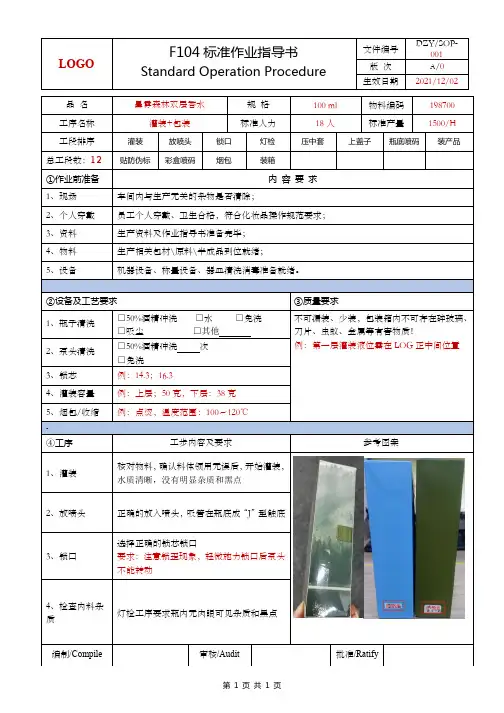
LOGO
F104标准作业指导书
Standard Operation Procedure
文件编号DZY/SOP-
001
版次A/0
生效日期2021/12/02
第1 页共1 页
品名晨雾森林双层香水规格100 ml物料编码198700工序名称灌装+包装标准人力18人标准产量1500/H 工段排序灌装放喷头锁口灯检压中套上盖子瓶底喷码装产品总工段数:12贴防伪标彩盒喷码烟包装箱
①作业前准备内容要求
1、现场车间内与生产无关的杂物是否清除;
2、个人穿戴员工个人穿戴、卫生合格,符合化妆品操作规范要求;
3、资料生产资料及作业指导书准备完毕;
4、物料生产相关包材\原料\半成品到位就绪;
5、设备机器设备、称量设备、器皿清洗消毒准备就绪。
②设备及工艺要求③质量要求
1、瓶子清洗□50%酒精冲洗□水□免洗
□吸尘□其他不可漏装、少装,包装箱内不可存在碎玻璃、刀片、虫蚁、金属等有害物质!
例:第一层灌装液位需在LOG正中间位置
2、泵头清洗□50%酒精冲洗次
□免洗
3、锁芯例:14.3;16.3
4、灌装容量例:上层;50克,下层:38克
5、烟包/收缩例:点烫,温度范围:100~120℃。
④工序工步内容及要求参考图案
1、灌装核对物料,确认料体领用无误后,开始灌装,水质清晰,没有明显杂质和黑点
2、放喷头正确的放入喷头,吸管在瓶底成“J”型触底
3、锁口选择正确的锁芯锁口
要求:注意锁歪现象,轻微施力锁口后泵头不能转动
4、检查内料杂
质
灯检工序要求瓶内无肉眼可见杂质和黑点
编制/Compile审核/Audit批准/Ratify。

版/次:A/0工序名称JS2T02-001YZ 工序编号GY168.01-001项目图号属性项目零件名图号属性140011000002B 类检验频次20件全检中山格兰仕日用电器有限公司冰箱项目部作 业 标 准 书内箱专用冲孔机零配件适用产品JC-163、JC-133 工装名称工装编号按图纸要求按产品质量要求冲孔尺寸外观质量检验检查项目判定标准记录方式内箱冲孔零件名 作业内容:1、检查冲裁模具气动开关、气缸及模具冲针定位是否完好。
2、检查吸塑成型的内箱是否存在折皱、过薄变形等质量问题。
3、将合格的内胆放在冲裁模的定位点上,扶稳内胆,打开电气开关冲裁。
4、检查冲裁后的内胆孔位是否存在偏移、错位少孔等质量缺陷。
文件编号作 业 标 准 图 片内箱工序名称JS2T02-001YZ工序编号GY168.01-002项目图号属性项目零件名图号属性140011000002 B类检验频次20件全检适用产品JC-163、JC-133 工装编号1、检查电动钻电源连接是否完好,钻头是否旋紧。
2、检查冲裁后的内箱是否存在偏移、错位少孔等质量问题。
3、将钻头对准出水咀中心,沿中心垂直钻孔。
4、用壁纸刀清除孔内部的残料。
5、检查钻孔是否存在偏位、孔大(小)等质量缺陷。
电动钻壁纸刀作 业 标 准 图 片钻出水嘴孔文件编号零配件零件名内胆作业内容:工装名称检验检查项目判定标准记录方式冲孔尺寸按图纸要求外观质量按产品质量要求工序名称JS2T02-001YZ工序编号GY168.01-003项目图号属性项目零件名图号属性140008C 类240011C 类340010C 类检验频次50件全检适用产品JC-163、JC-133 工装编号1、检查烙孔是否存在偏位、孔大(小)等质量缺陷。
2、检查出水嘴是否存在断、破裂,螺纹是否完好。
3、将密封圈套在出水嘴上并从内胆内部穿出、用出水嘴螺母旋在出水嘴上。
4、检查装配后的出水嘴组件是否存在滑牙、松脱现象。

确认
No.责任者
11223
3图2
44556
678
图4
图6
No.方法
担当者
No.确认项目频率
112233445
5
内容作成承认
1.出现质量异常时立即停止操作,反馈班组长与IPQC 确认;
2.对前几道工序所做的完成品进行全检,检出不合格反馈班组长核准,再交IPQC 确认合格后方可流入下工序;
3.经IPQC 确认为不合格品的按《不合格控制程序》执行.
质量事故
及教训:
安全禁止事项:
SPH 标准值
共计耗时(s)
此处放公司LOGO
标 准 作 业 指 导 书 模版
No.日期
异常处理流程 操作者→班组长→主管
标准修订记录
确认项目
判断标准
频率
判断标准
方法
担当者
图5
品质确认项目
工程确认项目
异常处理及对策
作业技巧:
设备/工装夹具:佩戴劳保用品:
图3
需用零部件:作业前准备项目
图1
作 业 内 容
作业前点检项目
作 业 步 骤
管理重点
耗时
点检项目
点 检 标 准
工序等级作 业 简 图
适用本工艺的产品
工程
产品类别继电器工序名称工序编号编制
承认
版本/修号:
文件编号:。
建筑工程施工工序书尊敬的各位领导、工程师和施工人员:根据我公司承接的关于(具体项目名称)的建筑工程施工合同,我公司编制了以下工程施工工序书,旨在明确工程施工过程中的各项工作内容和时序,确保施工工作的顺利进行。
请各位严格按照以下工序安排进行施工,确保工程质量和工期的双重保证。
一、准备工作1. 各项技术文件的准备和复核,包括设计文件、图纸、相关规范标准等;2. 施工队伍的组织和分工,明确各责任人员的工作任务和职责;3. 施工现场的布置和标示,包括施工交通标志、安全警示标志等;4. 施工材料的采购和储存,确保按照规范要求进行验收和保管。
二、地基与基础工程1. 地面的平整和清理,确保符合施工要求;2. 地基基础的开挖和处理,包括地基检测、回填、压实等;3. 浇筑基础底座,并进行验收和检测;4. 钢筋的加工和安装,符合设计要求;5. 混凝土浇筑和养护,保证质量。
三、主体结构施工1. 主体结构各层之间的悬挂模板的安装和调整;2. 模板的拆除和转移,确保施工流程的顺利进行;3. 钢筋的加工、焊接和安装,符合设计和规范要求;4. 混凝土的浇筑和养护,按照工程要求进行。
四、建筑装饰工程1. 安装墙体隔音、隔热等材料;2. 装饰面材料的选择、加工和施工;3. 各种管道的安装和铺设,包括电线、暖气管道等;4. 室内装饰的油漆涂装和墙纸贴装;5. 吊顶和地板的安装和修整。
五、给排水工程1. 室内给排水管道的安装和连接;2. 水泵、水箱、水表等设施的安装和调试;3. 排水井和下水道的修筑和测试。
六、电气工程1. 电线槽和插座的安装和铺设,符合电气布线规范;2. 照明设施和电气设备的安装,确保使用安全;3. 电力设备的调试和联网;4. 对接收到的电力进行检测和验收。
七、竣工验收1. 施工图纸和设计文件的归档和整理;2. 逐项对已完工程进行验收和检查;3. 完成竣工报告和相关手续,如申请竣工验收、领取竣工验收证书等。
以上为本工程的施工工序书,希望各位领导和施工人员能够严格按照施工工序要求进行施工,并加强沟通和协作,确保工程的高质量完成。
前言工程质量在建筑施工中占有重要地位,随着社会发展及全民质量意识的增强,质量已成为社会关注的焦点。
部分地产公司根据此国家规范和客户要求推出了各项控制措施,对在建工程各道工序进行实时监控指导,有效的提升工程质量管理水平,值得我们借鉴。
在质量管理过程中,我们发现许多项目部在涉及工程使用功能和重要观感部位的关键工序施工时,因为施工顺序的不合理、对工序质量的特性认识不足,造成返工、材料人工浪费、影响施工进度。
同时许多管理人员对形成质量问题的要素构成和原因分析并不透彻,从而找不到质量管理的着力点,反映出来就是管理绩效低下,工程质量品质不高。
因为各部位工序施工具有“连续性”、“衔接性”的特点,所以质量问题也具有“隐蔽性”和“成长性”。
管理人员在施工过程中重视产品质量,不重视工序质量;重视施工过程检查,不重视施工前组织工作,其结果必然会形成随着施工活动的开始,大量隐藏的问题就逐步暴露、产生的状况,管理人员不得不将许多时间、精力花在整改中,影响正常的管理工作。
基于以上现象,为确保工程施工质量,进一步推动项目部“以点带面、样板引路”的管理方法,对施工过程中涉及使用功能、重要观感质量部位的节点进行分析,从施工顺序、方法、检查重点等角度剖析工序施工,从而达到对工程质量进行预控的目的,期待项目部在施工过程中进一步理顺工序,通过对工序的精细分解和施工的精细组织,提高施工工艺水平,结合目前各项目部实际施工情况,现对基础、主体、砌体、墙面、地面、屋面等分项工程项目的施工工艺进行细化补充,对过程控制要点进行了重点阐述,实施作业指导,为“每建必优,精细管理”注入新的内涵。
由于编者水平有限,纰漏之处在所难免,敬请各位同仁批评指正,公司将收集执行中的意见建议,适时推出更新版本。
目录一地基与基础工程1.1 地下室外墙钢筋定位┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄7 1.2 地下室内、外剪力墙钢筋绑扎┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄8 1.3 地下室外墙止水螺杆施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄9 1.4 主楼地下室与附楼或室外地下车库施工缝┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄10 1.5 主体结构后浇带┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄11 1.6 基坑施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄12 1.7 地下室地坪施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄13 1.8 地下室地坪与门洞施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄14 1.9 大体积混凝土浇捣施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄15 1.10 地下室后浇带预留与防水层保护┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄16二主体工程2.1 模板支模体系┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄17 2.1.1 模板工程施工前的准备┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄18 2.1.2 矩形柱、剪力墙、梁模板施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄19 2.1.3 砼楼板底部、墙板等细部节点处理及楼地面养护┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄23 2.1.4 实测实量(模板工程)┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄27 2.1.5 T 型胶条模板漏浆新工艺介绍┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄29 2.1.6 飘窗板施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄30 2,1.7 结构后浇带支模┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄31 2.1.8 楼板预留洞施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄32 2.1.9 厨房、卫生间、阳台、窗台吊模┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄33 2.1.10 线条压顶栏板定型化施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄34 2.1.11 楼梯踏步定型化支模施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄35 2.1.12 楼梯踏步结构与装饰施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄36 2.1.13 双向直跑楼梯间隔墙施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄37 2.2 钢筋工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄38 2.2.1 钢筋材料质量控制┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄38 2.2.2 钢筋制作┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄38 2.2.3 钢筋绑扎与安装┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄38 2.2.4 钢筋接长┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄41 2.3 混凝土工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄43 2.3.1 楼板混凝土收面┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄43 2.3.2 大面积楼板混凝土收面┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄44 2.3.3 楼地面养护┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄45 2.3.4 实测实量(混凝土工程)┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄45 2.3.5 检查标识┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄48 2.3.6 混凝土柱墙内线盒的固定┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄49 2.4 施工现场标准养护室的设立┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄50三砌体工程3.1 砌体施工工序间隔时间控制┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄51 3.2 砌筑施工技术要领┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄51 3.3 砌体内线盒预埋┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄54 3.4 构造柱施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄553.5 墙梁施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄55 3.6 砌体墙体预制块┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄55 3.7 现场砌体采用灰槽放砂浆┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄563.8 四实测实量(砌体工程)抹灰工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄574.1 砂浆类型┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄60 4.2 水泥砂浆工艺要点┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄60 4.2.1 控制要点说明┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄60 4.3 抹灰施工技术要领┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄62 4.4 抹灰工程其他注意事项┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄63 4.4.1 外墙抗裂控制缝┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄63 4.4.2 施工缝及后续抹灰施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄64 4.4.3 内墙抹灰注意事项┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄64 4.4.4 外墙抹灰注意事项┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄64 4.5 实测实量(抹灰工程) ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄64 4.6 特殊控制点说明┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄72 4.6.1 混凝土基面甩(喷)浆处理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄72 4.6.2 墙体洞口尺寸控制┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄73 4.6.3 外窗窗台预留疏水透气构造┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄74五防水工程5.1 地下室防水工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄75 5.1.1 混凝土结构自防水┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄75 5.1.2 地下室底板防渗漏做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄75 5.1.3 设虑水层地下室底板做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄75 5.1.4 地下室外墙防水做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄76 5.1.5 地下室外墙顶板防水做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄76 5.1.6 主要节点工序处理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄77 5.2 楼地面防水工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄81 5.2.1 厨房、卫生间防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄81 5.3 外墙防水工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄85 5.3.1 外墙防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄85 5.3.2 主要节点工序处理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄85 5.3.3 外墙(窗)淋水试验┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄90 5.4 外墙门窗防水工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄91 5.4.1 铝合金窗防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄91 5.5 屋面防水工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄93 5.5.1 平屋面防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄94 5.5.2 斜屋面防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄95 5.5.3 种植屋面防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄95 5.5.4 出屋面烟风道防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄96 5.5.5 女儿墙防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄96 5.5.6 屋面变形缝防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄97 5.5.7 屋面水落口防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄98 5.5.8 出屋面管道防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄99 5.5.7 出屋面反坎防渗漏┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄99 5.6 附防水做法图集(供参考) ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄100六楼地面工程6.1 水泥砂浆(水磨石)楼地面施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄101 6.2 块材楼地面施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄103 6.2.1 卫生间┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄103 6.2.2 卫生间、厨房、阳台地漏设置┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄106 6.2.3 卫生间洁具安装┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄106 6.3 石材地面┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄108 6.4 砖地面┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄109 6.5 坡道┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄110 6.5.1 石材坡道┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄110 6.5.2 水泥砂浆坡道┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄111 6.5.3 其他推荐做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄113 6.6 楼梯间┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄114 6.6.1 水泥砂浆楼梯踏步┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄115 6.6.2 石材(块材)楼梯┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄117 6.6.3 楼梯挡水、滴水施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄118 6.6.4 楼梯扶手注意事项┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄119 6.7 设备间地面施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄119 6.7.1 电梯基础与地面┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄119 6.7.2 设备用房地面┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄120 6.7.3 管井地面┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄121七饰面板(砖)工程7.1外墙7.1.1 外墙饰面砖工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄123 7.1.1.1 结构施工考虑外墙面砖排排版┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄125 7.1.1.2 抹灰层施工考虑外墙面砖排版┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄125 7.1.1.3 外墙饰面施工与窗框安装施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄125 7.1.1.4 外墙面砖与空调洞施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄126 7.1.1.5 外墙面砖勾缝┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄127 7.1.1.6 外墙面砖清洗┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄127 7.1.2 外墙石材┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄128 7.1.2.1 石材排版┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄128 7.1.2.2 石材勾缝┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄129 7.1.3 外墙涂饰┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄129 7.1.4 外墙面滴水线做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄129 7.1.5 外墙伸缩缝做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄129 7.1.6 外墙面洞口细部处理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄129 7.1.7 外墙窗面砖排版┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄130 7.1.8 外墙面砖细部做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄131 7.2内墙7.2.1 卫生间、走廊、电梯厅等部位┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄132 7.2.2 内墙面亮点策划实例┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄133 7.2.3 有特殊隔音要求的机房墙面处理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄138 7.2.4 管井粉刷\刮白施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄138八吊顶工程8.1 吊顶的二次深化设计┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄1398.2 吊顶内管线排列安装┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄141 8.3 不同材料交接处处理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄1428.4 九特殊要求门窗工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄1429.1 卫生间门扇、门套的做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄143 9.2 消防门、检查门、检修口等相关做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄1449.3 十窗护栏做法屋面工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄14510.1 屋面二次深化设计┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄148 10.2 屋面整体标高、定位控制┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄149 10.3 屋面防水施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄149 10.4 屋面细部做法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄150 10.4.1 屋面石材风帽┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄150 10.4.2 屋面水泥砂浆风帽┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄150 10.4.3 屋面排(透)气管┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄151 10.4.4 屋面通气管┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄152 10.4.5 屋面排水檐和天沟┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄154 10.4.6 屋面泛水┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄155 10.4.7 屋面过梯┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄156 10.4.8 屋面水簸箕┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄157 10.4.9 屋面水篦子┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄159 10.4.10 屋面构架┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄160 10.4.11 屋面女儿墙┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄161 10.4.12 屋面爬梯┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄165 10.4.13 屋面雨棚┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄166 10.4.14 屋面排烟道┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄16710.4.15 十一屋面基础室外工程┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄167 11.1 室外散水施工┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄169 11.2 主体结构与室外台阶处理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄170 11.3 沉降观测点的设置┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄171 11.4 室外其他部位细部处理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄17311.5 十二室外无障碍设施成品保护┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄17412.1 成品保护做法示意图┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄175附表 1 混凝土工程实测实量检查记录表┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄178附表 2 砌体工程实测实量检查记录表┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄179附表 3 抹灰工程实测实量检查记录表┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄180附表 4 房间内部尺寸实测实量检查记录表┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄181一地基与基础工程地基与基础工程控制要点:建筑工程的地基基础是结构质量的核心,不仅要保证工程在正常条件下的使用安全,还要保证在特殊条件下的相应安全,确保建筑物的耐久性,保证合理的使用寿命。
工序作业标准书格式 Revised by Petrel at 2021
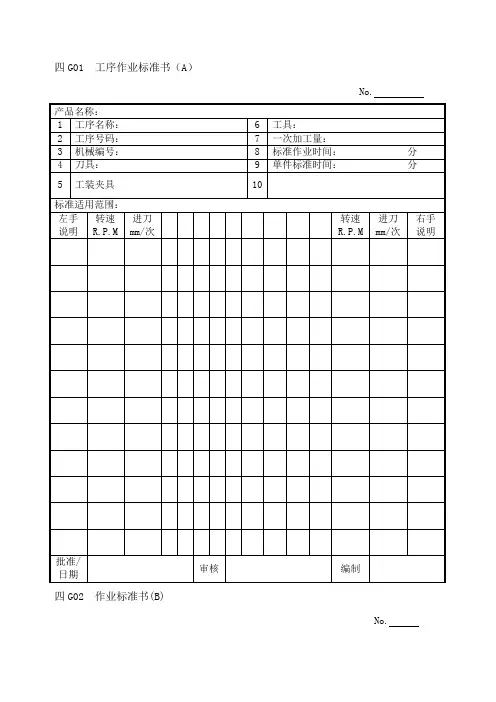
四G01 工序作业标准书(A)
No.
四G02 作业标准书(B)
说明:1.作业标准书(SOP)每工序均应制订;
2.随产品设计、作业方法、机器设备变更而修订。
四G03 时间研究用纸(正面) No.
日期:
时间研究用纸(背面)
主管:观测者:
说明:1.本表适合机械业使用;
2.时间研究的另一目的在于改善作业方法。
四G04 制程分析表
No.
四G05 工程改善成果报告书(A) No. □工程改善□事务改善□日期:
厂长:主管:提出:
四G06 工程改善成果报告书(B) No.
部门:日期:
四G07 改善提案表 No.
四G08 研究及发展费用明细表月份:
日期:。