工序作业标准书格式
- 格式:docx
- 大小:247.15 KB
- 文档页数:7
文件编号
版本A/0
点亮测试
标准工时标准产能/H
2
作业类型人员配置
1人序号
材料名称
数量1
2
345
设备,工装名称
型号设定条件
直流电源DC0V---30V 3V 手指套
 ̄ ̄ ̄ ̄ ̄
防静电
核准审核
承办单位:
设备及治工具
注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V;且不可触碰大功率透镜。
自
检
检查有无暗灯、闪灯、死灯、色差等检查有无焊反、假焊、脱焊
不良品截出
检查仪器是否完好
技术要求
本工序作业
1.直流电源调整到3V (如图一)正负极要一致
2.将焊接好的大功率点亮测试,红表笔接正极、黑表笔电压不可超过3V,接触要牢固 负极(如图二)
检查上工序检查工位表面清洁
检查物料有无一致操作说明材料编号材料规格
3.完成后放入专用防静电PVC盒内。
适用产品名称及编号大功率MR16/GU10/JDRE27(通用)
工序名称
工序排号测试
编制日期页数第2页 共14页
注意事项
作 业 指 导 书
承办人:核准审核
图一
图二
0.30 不可超过3V 红线为正
黑线为负。
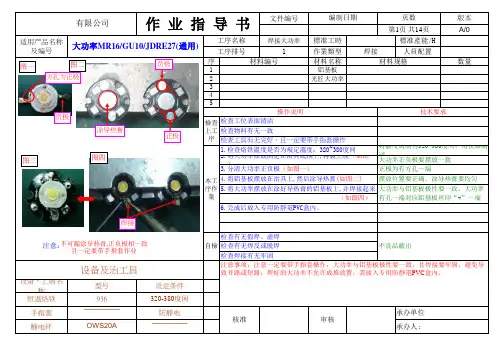
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。

文件编号
版本A/0
点亮测试
标准工时标准产能/H
2
作业类型人员配置
1人序号
材料名称
数量1
2
345
设备,工装名称
型号设定条件
直流电源DC0V---30V 3V 手指套
 ̄ ̄ ̄ ̄ ̄
防静电
审核
作 业 指 导 书
大功率MR16/GU10/JDRE27(通用)
注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V;且不可触碰大功率透镜。
本工序作业
自
检
注意事项
核准核准设备及治工具
承办单位:
适用产品名称及编号检查有无暗灯、闪灯、死灯、色差等不良品截出
检查有无焊反、假焊、脱焊
负极(如图二)
3.完成后放入专用防静电PVC盒内。
检查仪器是否完好
1.直流电源调整到3V (如图一)正负极要一致
2.将焊接好的大功率点亮测试,红表笔接正极、黑表笔电压不可超过3V,接触要牢固操作说明技术要求
检查工位表面清洁
检查物料有无一致检查上工序材料编号材料规格
第2页 共14页
工序名称
工序排号测试
承办人:编制日期页数审核
图一
图二
0.30 不可超过3V 红线为正
黑线为负。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業有限公司作业指导书编制日期页数第1页共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四3.分清大功率正负极(如图一正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2 作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊本工序作業1.直流电源调整到3V (如图一正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固负极(如图二3.完成后放入专用防靜電PVC盒內。
篇一:工序作业指导书篇二:各工序作业指导书xx 公司各工序作业指导书锅炉作业指导书为保证各生产车间的需要,确保锅炉的安全运行,司炉工必需依据本作业指导书操作,具体作业指导书如下:一、点火前检查 1、锅炉的内检查定期检查锅炉集装箱内有无附着物及遗留杂物,定期检查人孔、手孔是否密闭,在有效期内必要时要更换密封圈。
2、炉膛及烟道内部检查2.1、再不送入燃料和送入燃料的状况下,进展然后设备运行检查,对上煤,加煤及炉排运行进展检查。
2.2、烟道内及烟道密闭检查 3、锅炉附件检查3.1、检查压力表,水位表是否有无特别,各阀门是否敏捷,水位显示是否准确,时候已经经过法定部门检验。
3.2、检查安全阀是否调整到规定的起始排放压力,各排放管道是否通畅。
3.3、排污阀是否敏捷,排污管道是否特别。
4、自动掌握系统的检查4.1、电路掌握盘是否绝缘,各接入点是否无特别。
4.2、各调整阀有无变形,生锈,工作是否敏捷。
4.3、水位报警器是否灵敏。
二、点火程序1、点火时司炉工必需用防范回火的姿势进展操作。
2、点火使用的木材和其他易燃物引火,严禁使用挥发性强的油类易燃物引火。
3、锅炉水温到达 60 摄氏度时开头投入煤。
三、升压操作1、当蒸汽压力上升到 0.1-0.15mpa 时应冲洗压力表的存水弯管,防止污垢堵塞。
2、当气压上升到接近0.2mpa 时,应检查个连接处有无渗漏现象。
3 、当气压上升到0.2-0.39mpa 时,试用给水设备和排污设备。
4、气压上升到工作压力0.5mpa 时,应进展暖管工作,防止送气时发生水击事故。
5、气压上升到工作压力是调整安全阀,进入正常供气系统。
四、正常停炉与紧急停炉 1、正常停炉4.1.1、停顿供给燃料; 4.1.2、先停顿鼓风再停顿引风; 4.1.3、停顿给水降低压力,关闭给水阀;4.1.4、关闭蒸汽阀,翻开疏水阀;4.1.5、关闭烟闸板。
2、停炉后留意事项 4.2.1、电源是否真正切断;4.2.2、炉膛预热有无引起压力上升的危急;4.2.3、各有关阀门管线有无渗漏; 4.2.4、留意观看水位高度;4.2.5、炉渣要处理得当,以防引燃其它物品; 4.2.6、做好锅炉操作记录。
关键工序作业指导书一、概述关键工序是指生产与制造过程中非常重要且需要高度注意的环节,它直接影响产品的质量、效率和安全。
为了确保关键工序的顺利进行,本指导书旨在提供详细的作业指导和操作流程。
二、准备工作1. 物料准备:根据工序需求,准备所需的原材料、半成品和配件,并进行充分的检查和确认。
2. 设备准备:检查工作区域和机器设备的工作状态和安全性,确保可以正常运行。
3. 人员准备:组织好工作人员,明确各自的职责和任务,并进行必要的培训和指导。
三、操作步骤1. 步骤一:详细描述第一个关键工序的操作步骤,并注明注意事项和安全要求。
在进行每一步操作前,工作人员应仔细阅读相关说明,并按要求准确执行。
2. 步骤二:继续详细描述第二个关键工序的操作步骤,并提醒工作人员需要注意的事项和关键要点。
确保每一步的操作都符合标准和要求。
3. 步骤三:继续描述后续关键工序的操作步骤,包括具体的操作方法、时间限制和操作顺序。
同时,强调人员之间的密切配合和沟通,确保整个流程的顺畅进行。
四、质量控制1. 在每个关键工序完成后,进行必要的质量检查和测试,确保产品符合规定的质量标准和要求。
2. 如发现质量问题,及时记录并进行整改,确保问题得到彻底解决。
3. 质量控制人员应具备一定的技术知识和经验,负责监督整个工序的质量。
五、安全措施1. 工人在进行关键工序操作时,必须穿戴必要的安全装备,如头盔、防护眼镜、手套等。
2. 确保操作场所通风良好,减少有害气体和粉尘的产生和积聚。
3. 对于特别危险的关键工序,应设立临时安全防护栏,并采用可靠的安全措施,如紧急停车装置等。
六、问题处理1. 如果在关键工序中出现问题或障碍,工作人员应立即向上级汇报,并等待指示。
2. 上级应根据情况及时采取措施解决问题,并对问题的原因进行分析和记录,以防止类似问题再次发生。
七、记录与报告1. 工作人员应及时记录和报告关键工序的操作细节和质量指标,并存档备查。
2. 相关记录和报告应准确可信,包括操作时间、操作人员、工序异常以及采取的措施等。
制芯工序作业指导书制芯工序作业指导书一、岗位要求1、由射芯工进行覆膜砂制芯工序作业。
2、射芯工负责检查砂芯的表面颜色、状态。
3、由射芯工对制芯工序中的各项参数进行检查确认。
二、覆膜砂制芯设备及要求1、使用射芯机进行砂芯的射制作业。
2、确认射芯机各部位动作正常。
3、确认压缩空气、电加热系统应正常,无故障。
三、覆膜砂制作芯作业1、制芯作业前应检查设备各部分正常无故障。
2、根据生产砂芯的种类及其工艺要求,在砂斗中添加相应牌号的覆膜砂。
3、模具安装完毕后应没有错模现象,分型面间隙在0.3mm以下,打开加热后加热。
4、检查模温、射砂压力、射砂时间、结壳时间、固化时间,保证其符合工艺要求。
5、射芯前,必须将模具型面清理干净,确保通气孔、排气道无堵塞现象,射出的前五件砂芯自检,自检发现有缺肉、射不实、顶杆处凸起或凹下大于超出作业标准卡要求等情况及时采取相应措施,克服后方可批量生产。
6、每次射芯前五件砂芯都由检验人员确认;6.1、根据落芯出模情况喷涂有机硅乳液,模具准备操作者每次更换芯盒前对内腔进行检查,手工抛光内腔破损及倒拔部位,除去芯盒表面涂料层、合证砂芯表面光洁。
(保护好芯头处,未经技术人员同意不得打磨)。
6.2、首先自检合格后将首件摆放首末件对比台并填写首末件对比检查表。
四、砂芯检验标准1、砂芯颜色标准:砂芯应呈棕黄色,具体按样件执行。
2、砂芯表在质量标准:砂芯表面光洁度要好,不准有裂纹、射不实、表面不平、合模分型线错位和因为壳芯过薄而导致壳芯出现透光等现象。
3、砂芯清理标准:操作者使用油石、锉刀或手套清理砂芯表面的飞边和毛刺,清理后分模线高度不准超过砂芯表面高度0.3mm,且凹下不得超过0.3mm。
4、砂芯修补及激冷涂料涂抹标准:当砂芯表面有大的裂痕(超过0.55mm)或破损时,该砂芯不可使用,m m,则可用ZK砂芯修补膏修补,修补处应与原基准面相平齐,不允如有小缺陷,损坏表面积不超过152许有大的凸起或凹陷。
确认
No.责任者
11223
3图2
44556
678
图4
图6
No.方法
担当者
No.确认项目频率
112233445
5
内容作成承认
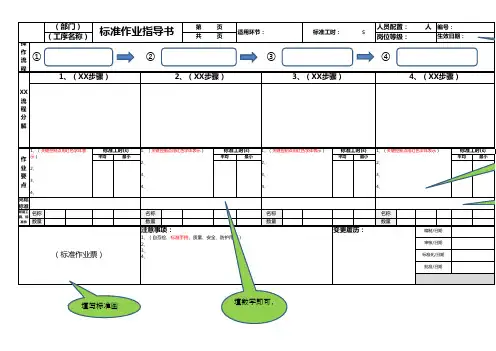
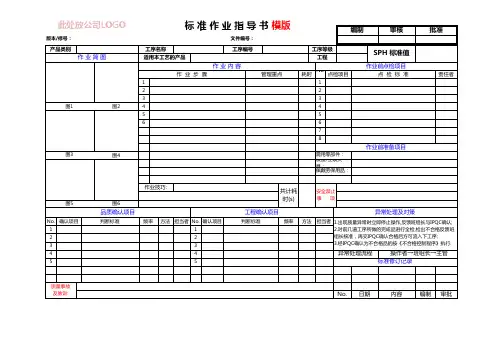
1.出现质量异常时立即停止操作,反馈班组长与IPQC 确认;
2.对前几道工序所做的完成品进行全检,检出不合格反馈班组长核准,再交IPQC 确认合格后方可流入下工序;
3.经IPQC 确认为不合格品的按《不合格控制程序》执行.
质量事故
及教训:
安全禁止事项:
SPH 标准值
共计耗时(s)
此处放公司LOGO
标 准 作 业 指 导 书 模版
No.日期
异常处理流程 操作者→班组长→主管
标准修订记录
确认项目
判断标准
频率
判断标准
方法
担当者
图5
品质确认项目
工程确认项目
异常处理及对策
作业技巧:
设备/工装夹具:佩戴劳保用品:
图3
需用零部件:作业前准备项目
图1
作 业 内 容
作业前点检项目
作 业 步 骤
管理重点
耗时
点检项目
点 检 标 准
工序等级作 业 简 图
适用本工艺的产品
工程
产品类别继电器工序名称工序编号编制
承认
版本/修号:
文件编号:。
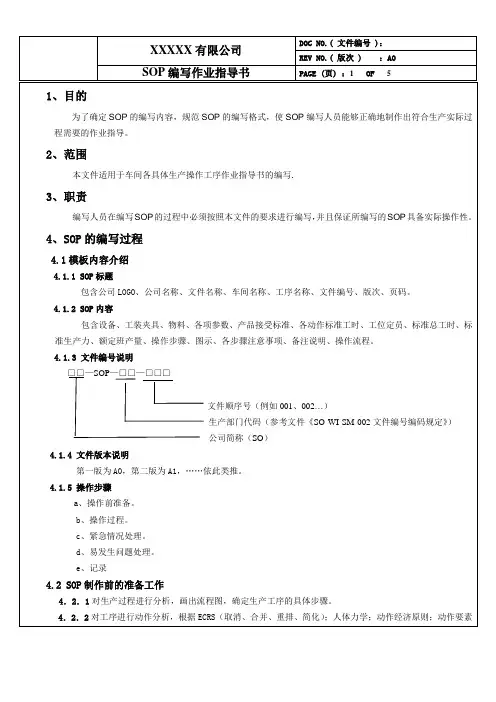
工序作业标准书格式 SANY GROUP system office room 【SANYUA16H-
四G01 工序作业标准书(A)
No.
四G02 作业标准书(B)
说明:1.作业标准书(SOP)每工序均应制订;
2.随产品设计、作业方法、机器设备变更而修订。
四G03 时间研究用纸(正面) No.
日期:
时间研究用纸(背面)
主管:观测者:
说明:1.本表适合机械业使用;
2.时间研究的另一目的在于改善作业方法。
四G04 制程分析表
No.
四G05 工程改善成果报告书(A) No. □工程改善□事务改善□日期:
厂长:主管:提出:
四G06 工程改善成果报告书(B) No.
部门:日期:
四G07 改善提案表 No.
四G08 研究及发展费用明细表月份:
日期:。