PC构件生产工艺流程讲课讲稿
- 格式:docx
- 大小:36.38 KB
- 文档页数:9
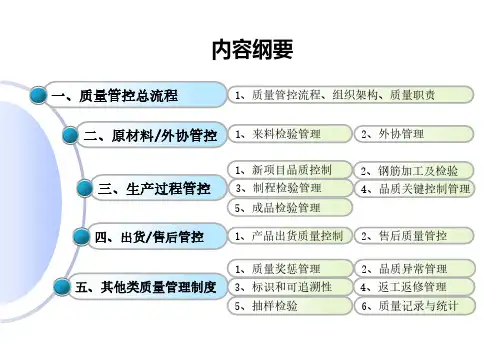
内容纲要总流程管控流程1.3、质量管理系统架构1.4、质量管控规定➢应明确与产品实现相关部门质量职责;关键工序必须责任到人。
➢对原材料进厂、部件加工、产品生产、发货及售后应制定相应规定。
➢所有质量活动应形成记录,并规范其保存型式。
➢平台、工厂应定期或不定期的开展质量统计、分析、检讨和改善。
➢参与产品实现的相关单位、部门、人员(包括小微商),必须准守质量相关的制度、标准。
➢质量管理实行逐级监督管理,通过对质量管理的执行及产成品实施实测实量检查制度,验证质量管理结果;验证与评价应制定标准及考核制度。
➢对有影响产品结构安全、使用功能以及安装安全的产品及行为实行零容忍管理。
➢为了保证质量系统及各项质量管理制度的有效执行,应制定相应的激励制度,并坚决执行。
1.5、质量职责1)平台职责(包括质量、工艺、实验室、生产、运管、PC设计、采购);2)线下工厂质量管理职责(包括品管、工艺、实验室、生产、运管);3)产线、外协质量职责;4)操作者质量职责。
2.1、来料检验控制说明:1.需要核对“合格供应商目录”;2.确认是否为新物料,索取相关资料及进行小批量试用;3.确认供应商附的出厂产品合格证、产品质量检测报告、使用说明书等相关证明资料;4.来料检验数据录入“原材料质量统计报表”。
各物料类别检验归属:a、设备及零配件、电动工具由设备人员签字确认,品管签字入库;b、办公用品、劳保类由保管员签字确认,品管签字入库;c、钢筋、玄武岩连接件、挤塑板、岩棉板、混凝土类原材料由实验室进行检验;d、外协模具类由生产工艺确认首批首件,批量来料由品管检验;e、其他类来料如PVC线管、86线盒、吊钉、套筒等由品管进行检验,如此类物料涉及到性能检验,由品管提交给实验室,由实验室负责做性能检测、型式检验或送第三方检测,完成后出具相关报告给品管进行存档管理。
2.2、外协管理说明:1.品管负责对外协质量管理制度及相关标准要求进行支持,对制度及标准执行实施监管,根据《质量系统实测实量管控规定》对外协的过程及产品进行实测实量监督评审;2.生产工艺负责对外协工艺标准要求进行支持和监管;3.实验室负责对外协的主要原材料(包括混凝土、钢筋、挤塑板、结构功能连接件等)质量管理进行支持和监管,同时要求提供材料质量证明资料;4.外协必需设置专职质量人员对来料、产品过程、成品质量进行管控;5.对出货后的产品质量负责,涉及到由于构件质量问题的返工由外协派人处理,造成的质量罚款及质量损失由外协负责;6.考核制度:依据《质量奖惩管理办法》3.1、新项目品质控制PC平台新项目质量管控a、质量管控收集客户质量要求:收集新项目客户质量信息,明确客户要求。
pc构件叠合板生产工艺流程
PC构件叠合板是一种常用的建筑材料,用于室内装饰、家具制
作和其他领域。
其生产工艺流程通常包括以下几个主要步骤:
1. 材料准备,首先需要准备原材料,通常包括聚碳酸酯(PC)
树脂、增强材料(如玻璃纤维布)、填料(如氧化铝)、添加剂
(如稳定剂、阻燃剂等)以及其他辅助材料。
2. 原料处理,PC树脂通常以颗粒状形式供应,需要进行干燥
和预加热处理,以确保材料的干燥度和流动性。
增强材料和填料也
需要进行预处理,如切割成适当尺寸和形状。
3. 树脂浆料制备,将经过预处理的PC树脂与增强材料、填料、添加剂等按照一定配方混合,并加入溶剂或助剂,制备成浆料。
4. 浆料涂布,将制备好的浆料通过涂布机或喷涂设备均匀涂布
在工作台或模具上,形成一定厚度的板材。
5. 叠合成型,涂布好的材料在一定温度和压力下进行叠合成型,通常采用热压或冷压工艺,使树脂充分固化,增强材料与树脂牢固
结合。
6. 后处理,经过叠合成型的板材需要进行后处理,包括修边、修孔、切割成规定尺寸等工艺。
7. 检验和包装,对成品进行质量检验,包括外观质量、尺寸精度、力学性能等指标,合格后进行包装和标识。
总的来说,PC构件叠合板的生产工艺流程涉及原料准备、浆料制备、涂布、叠合成型、后处理和检验等多个环节,需要严格控制每个环节的工艺参数,以确保最终产品的质量和性能符合要求。
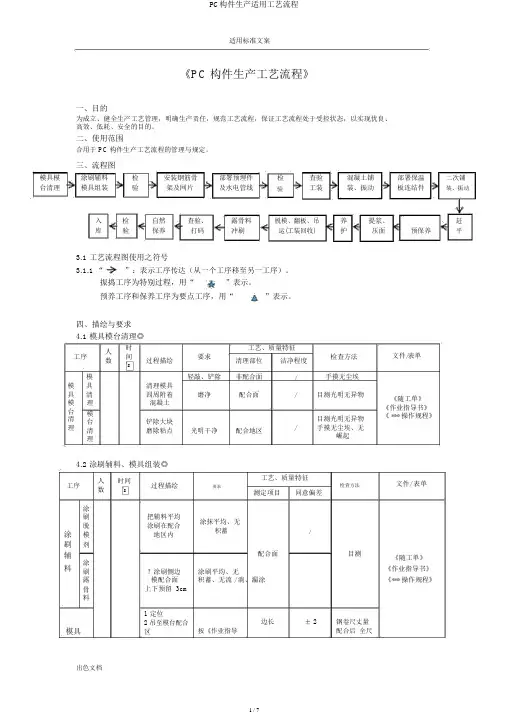
适用标准文案《PC构件生产工艺流程》一、目的为成立、健全生产工艺管理,明确生产责任,规范工艺流程,保证工艺流程处于受控状态,以实现优良、高效、低耗、安全的目的。
二、使用范围合用于 PC构件生产工艺流程的管理与规定。
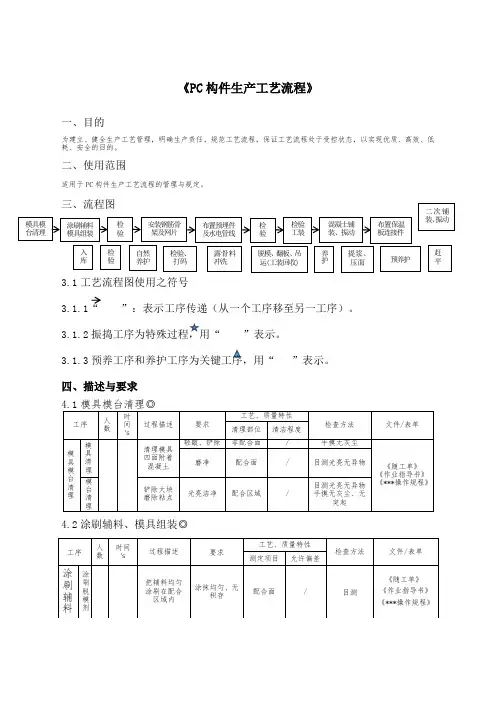
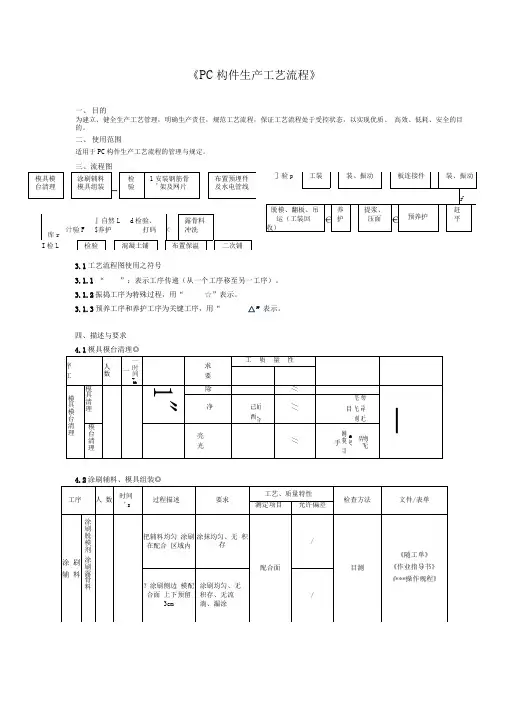
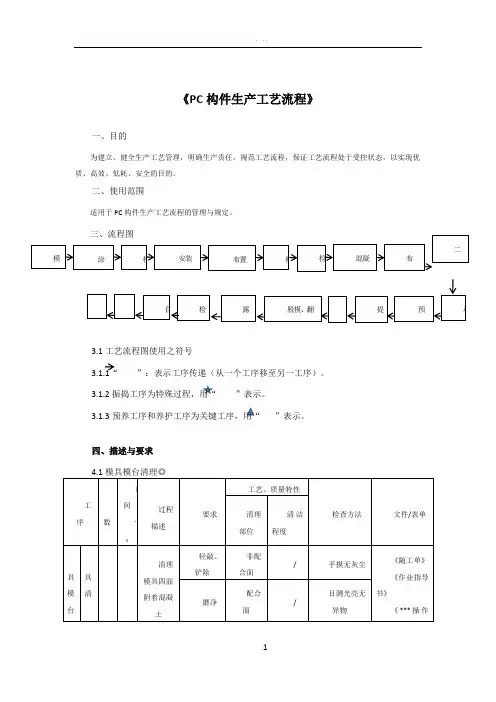
三、流程图模具模涂刷辅料检安装钢筋骨部署预埋件检查验混凝土铺部署保温二次铺台清理模具组装验架及网片及水电管线验工装装、振动板连结件装、振动入检自然查验、露骨料脱模、翻板、吊养提浆、预保养赶库验保养打码冲刷运(工装回收)护压面平3.1 工艺流程图使用之符号3.1.1 “”:表示工序传达(从一个工序移至另一工序)。
振捣工序为特别过程,用“”表示。
预养工序和保养工序为要点工序,用“”表示。
四、描绘与要求4.1 模具模台清理◎人时工艺、质量特征工序间要求检查方法数过程描绘清理部位洁净程度's模轻敲、铲除非配合面/手摸无尘埃模具清理模具/具清四周附着磨净配合面目测光明无异物模理混凝土台模目测光明无异物清台铲除大块/理手摸无尘埃、无清磨除粘点光明干净配合地区崛起理文件/表单《随工单》《作业指导书》《 *** 操作规程》4.2 涂刷辅料、模具组装◎工序人时间过程描绘数's涂刷把辅料平均涂脱涂刷在配合模地区内刷剂辅涂料刷?涂刷侧边露模配合面骨上下预留 3cm料1 定位模具2 吊至模台配合区工艺、质量特征要求检查方法测定项目同意偏差涂抹平均、无/积蓄配合面目测涂刷平均、无积蓄、无流 / 淌、漏涂边长± 2钢卷尺丈量按《作业指导配合后全尺文件/ 表单《随工单》《作业指导书》《*** 操作规程》适用标准文案组装3 组装模具书》安装寸?(四边对角线误3及对角线)差4.3 查验(模具组装)◎工序过程描绘要求工艺、质量 特征检查方法文件/表单检查项目 同意偏差查验按《查验作 边长± 2依据《查验 《查验记录表》业指导书》 偏差在同意作业指导《查验作业指导书》(模具组装)进行查验并 对角线误范围内3书》进行检《质量控制点设置清单》◇做好有关检差验记录验《过程监察检查表》4.4 安装钢筋骨架及网片◎人 时工序间过程描绘要求数's钢1 钢筋定位筋2 安装钢筋安 安3 模具到位装 装4 查验模具钢5 安装网片筋 网(正打)安装偏差 骨 片1 安装网片 在同意误 架 安差内及 装2 钢筋定位网 3 模具到位 片 保4 模具到位护 5 查验模具 (反打)层4.5 部署预埋预留及水电管线安装◎时工序人 间过程描 要求数's述钢1 丈量 1 按中心线筋和垂直度要 连 定位求搁置接2 安装2 保证规格套型号无误筒布1 检查 1 按垂直或水安全装要 置 预封堵求搁置 预 埋2 丈量2 数目规格埋 件定位无误 预3 安装3 外露检查留及 预水留1 定位 地点、尺寸、 电孔管2 预留数目正确洞线安 装 水电1 定位 按《布线作 管2 安装业图》部署线等工艺、质量特征测定项目 同意偏差 检查方法文件/表单长、宽± 5 钢卷尺丈量宽、高 ± 5钢筋间距± 5钢卷尺量两头、中间各一点《随工单》 长、宽± 5钢卷尺丈量《作业指导书》± 10钢卷尺量连测 《 *** 操作规程》网眼尺寸三档,取最大值钢筋混凝土保护层 ± 2钢卷尺丈量外露筋工艺、质量特征文件/表单同意偏差 检查方法测定项目( mm )中心线地点 ± 3钢卷尺检查安装垂直度1/40拉水平线、竖直 线丈量两头差值中心线地点 ± 5 钢卷尺丈量安装垂直度1/40 拉水平线、竖直 《随工单》 线丈量两头差值 《作业指导外露长度( +5,0 )钢卷尺丈量书》《 *** 操作规 尺寸 (+8,0) 程》中心线地点± 5偏差+8,0钢卷尺丈量规格型号、数目、地点、固定情况适用标准文案查验(隐蔽工程查收)◎工艺、质量特工过程描绘要求性检查方法文件/ 表单序测定同意项目偏差中隐1 保证埋件的心± 31 按《作业指导钢线《隐蔽工程查验查收记录》蔽规格数目、定筋位工书》《布线作业《布线作业图》位正确无误连置程图》逐项查验并钢卷尺丈量地点2偏差在同意接安《质量控制点设置清单》验形成有关查验盘点数目、规格范围内套装收记录《过程监察检查表》3查验记录筒垂1/40◇直度4.7 查验工装◎工序过程描绘检查验生产所验用的各样工工装夹具装要求工艺、质量特征检查方法测定项目同意偏差1 保证工具干净各样工装目测2 固定地点搁置/夹具3 按分类搁置文件/表单《随工单》《作业指导书》《 *** 操作规程》4.8 混凝土铺装、振动◎工序人时间过程描绘要求工艺、质量特征检查方法文件/表单's数测定项目同意偏差1 混凝土厚度知足混凝土布料± 3mm钢卷尺丈量图纸要求布料厚度《随工单》铺装 2 平《混凝土查验》《作业指导书》1 振动振目测无显然《布料机安全操振动 2 密实捣密实、//作规程》气泡无气泡无离析注: 1 振捣不到位:有气泡不密实 2 振捣过位:离析秘水部署保温板、连结件◎工时间工艺、质量特征文件/表单人数's过程描绘要求检查方法序测定项目同意偏差布保温板平置1 铺保温板/保详见《作业整度《随工单》温并整平指导书》目测《作业指导书》板 2 立直插连《*** 操作连结件数《 *** 操作规程》连接件规程》/量、地点、接件高度二次浇筑振捣◎人时间过程描工序's数述二二次次铺装混混混凝土凝凝要求保证浇筑时间、平均浇筑、无溢漏料工艺、质量特征检测项同意偏检查方法文件/表单目差《随工单》//目测无上调无气《混凝土查验》泡《作业指导书》《 *** 操作规程》适用标准文案土 土 铺 浇 装 筑 振 动振动填补物无移 振动时 位,混凝土稳固填 密实、目测 //充物位 表面无显然置气泡、无离析注:本工序布料铺装达成后须将外溢料、模具模台附着混凝土清理干净。
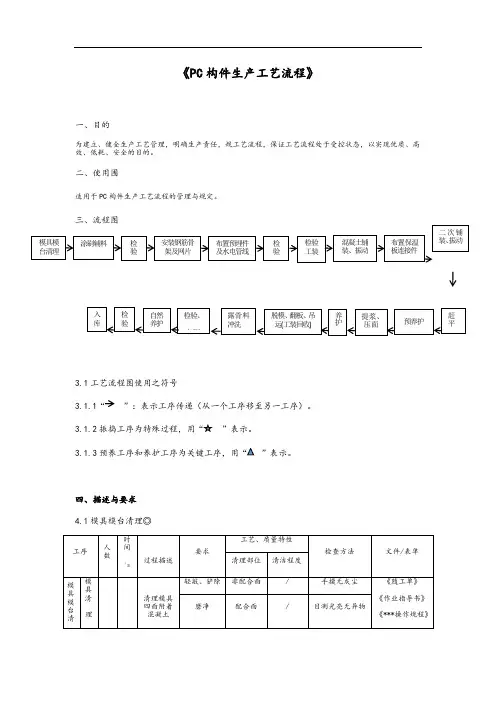
《PC 构件生产工艺流程》一、目的为建立、健全生产工艺管理,明确生产责任,规工艺流程,保证工艺流程处于受控状态,以实现优质、高效、低耗、安全的目的。
二、使用围适用于PC 构件生产工艺流程的管理与规定。
3.1工艺流程图使用之符号3.1.1“ ”:表示工序传递(从一个工序移至另一工序)。
3.1.2”表示。
3.1.3”表示。
四、描述与要求 4.1模具模台清理◎4.2涂刷辅料、模具组装◎4.3检验(模具组装)◎4.4安装钢筋骨架及网片◎4.5布置预埋预留及水电管线安装◎4.6检验(隐蔽工程验收)◎4.7检验工装◎4.84.8布置保温板、连接件◎4.9注:本工序布料铺装完成后须将外溢料、模具模台附着混凝土清理干净。
4.10预养护◎4.11提浆压面◎注:本工序完成后须将外溢料、模具模台附着混凝土以及工序围垃圾清理干净。
4.12养护◎4.13脱模翻板吊装◎4.15露骨料冲洗◎4.16检验、标识◎4.17自然养护4.16入库按照《PC 构件出入库管理办法》办理入库。
注:星号代表重要质量控制点。
“▽”:入库管理“□”:用“□”表示数量检验, 用“◇”表示品质检验,用“◎”表示操作又兼检验(自检)。
五、管理规定5.1本管理规定自发布日起,各利润中心须严格按照本生产工艺流程开展作业。
5.2开展生产作业前,各工序生产人员须确保人员就位、设备完好、物资到位、工具齐全;5.3生产过程中,上下工序需根据《工序自检互检管理办法》进行自检互检,检验合格后填写《随工单》,方可进入下一工序;形成的记录应整洁、清晰、信息正确;5.4生产过程中,相关人员应根据《质量控制点设置清单》进行重点检验,形成《检验记录表》;5.5生产过程中,质检人员应根据《过程监督检查制度》进行监督检查,形成《过程质量检查表》;5.6振捣为特殊工序,预养工序和养护工序为关键工序,针对以上工序的特殊性及重要性,各相关质检人员、生产人员应对此工序生产作业根据《生产过程质量控制规》重点进行控制,形成相关记录;5.7产品生产完成后,检验合格后按照《PC构件出入库管理办法》办理入库;7.1模具模台清理严格按照《作业指导书》和《操作规程》进行,做到模具手摸无尘,模台目测光亮无异物,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.2确认清理合格,模具组装应严格按照《作业指导书》和《操作规程》进行组装,要求安装误差必须在围,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.3检验(模具组装)根据《质量控制点设置清单》进行专检,应严格按照《DB37/T5020-2014》检查模具组装的误差是否在围,并形成《检验记录表》;7.4确认上工序合格,安装钢筋及网片应严格按照《作业指导书》和《操作规程》进行,要求安装误差在允许围,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.5确认上工序合格,布置预埋预留及水电管线安装应严格按照《作业指导书》和《操作规程》进行,要求各种安装偏差数值均在允许围,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.6检验(钢筋及网片、预埋预留及水电管线等隐蔽工程验收)根据《质量控制点设置清单》由专检进行检验,应严格按照《DB37/T5020-2014》检查误差是否在围,并形成《过程监督检查表》、《检验记录表》;7.7确认上工序合格,并对混凝土进行检验,?形成《混凝土检验》,严格按照《作业指导书》和《操作规程》进行混凝土浇筑、振捣,要求振捣密实、目测无明显气泡,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.8确认上工序合格,保温板、连接件严格按照《作业指导书》和《操作规程》进行布置,要求保温板无翘角、连接件垂直,数量型号准确,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.9确认上工序合格,并对混凝土进行检验,形成《混凝土检验》,严格按照《作业指导书》和《操作规程》二次浇筑振捣,要求密实、目测无明显气泡,无上浮,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.10确认上工序合格,此时应按《模台移动安全操作规程》将模台和构件送入预养库,进行预养,预养过程按照《作业指导书》、《构件预养检验指导书》并形成《预养检验记录》;7.11提浆压面必须确定从预养库出来的构件达到了预养强度,提浆压面应严格按照《作业指导书》和《操作规程》进行操作,然后进行人工或机械拉毛,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.12构件进入养护库应按《模台移动安全操作规程》将模台和构件送入养护库,进行养护,养护过程按照《作业指导书》、《构件预养检验指导书》并形成《养护检验记录》;此时并形成《产成品日报表》;7.13必须确定从养护库出来的构件达到了养护强度,可以进行脱模翻板吊装,吊装过程严格按照《构件安全吊装操作规程》、《航吊操作规程》进行,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.14确认脱模翻板吊装合格,记录填写正确后,严格按照《作业指导书》和《操作规程》检验,检验合格后进行喷涂标识,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.15确认混凝土浇筑、振捣合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行洗板,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.16确认洗板合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行自然养护,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.17按照《PC构件出入库管理办法》办理入库。

《PC 构件生产工艺流程》一、目的为建立、健全生产工艺管理,明确生产责任,规范工艺流程,保证工艺流程处于受控状态,以实现优质、高效、低耗、安全的目的。
二、使用范围适用于PC 构件生产工艺流程的管理与规定。
3.1工艺流程图使用之符号3.1.1“ ”:表示工序传递(从一个工序移至另一工序)。
3.1.2 ”表示。
3.1.3 ”表示。
四、描述与要求4.2涂刷辅料、模具组装◎4.3检验(模具组装)◎4.4安装钢筋骨架及网片◎4.5布置预埋预留及水电管线安装◎4.6检验(隐蔽工程验收)◎4.7检验工装◎4.84.8布置保温板、连接件◎4.9二次浇筑振捣◎注:本工序布料铺装完成后须将外溢料、模具模台附着混凝土清理干净。
4.10预养护◎ 4.11提浆压面◎注:本工序完成后须将外溢料、模具模台附着混凝土以及工序范围内垃圾清理干净。
4.12养护◎4.13脱模翻板吊装◎4.15露骨料冲洗◎4.16检验、标识◎4.17自然养护4.16入库按照《PC 构件出入库管理办法》办理入库。
注:星号代表重要质量控制点。
“▽”:入库管理“□”:用“□”表示数量检验, 用“◇”表示品质检验,用“◎”表示操作又兼检验(自检)。
五、管理规定5.1本管理规定自发布日起,各利润中心须严格按照本生产工艺流程开展作业。
5.2开展生产作业前,各工序生产人员须确保人员就位、设备完好、物资到位、工具齐全;5.3生产过程中,上下工序需根据《工序自检互检管理办法》进行自检互检,检验合格后填写《随工单》,方可进入下一工序;形成的记录应整洁、清晰、信息正确;5.4生产过程中,相关人员应根据《质量控制点设置清单》进行重点检验,形成《检验记录表》;5.5生产过程中,质检人员应根据《过程监督检查制度》进行监督检查,形成《过程质量检查表》;5.6振捣为特殊工序,预养工序和养护工序为关键工序,针对以上工序的特殊性及重要性,各相关质检人员、生产人员应对此工序生产作业根据《生产过程质量控制规范》重点进行控制,形成相关记录;5.7产品生产完成后,检验合格后按照《PC构件出入库管理办法》办理入库;7.1模具模台清理严格按照《作业指导书》和《操作规程》进行,做到模具手摸无尘,模台目测光亮无异物,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.2确认清理合格,模具组装应严格按照《作业指导书》和《操作规程》进行组装,要求安装误差必须在范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.3检验(模具组装)根据《质量控制点设置清单》进行专检,应严格按照《DB37/T5020-2014》检查模具组装的误差是否在范围内,并形成《检验记录表》;7.4确认上工序合格,安装钢筋及网片应严格按照《作业指导书》和《操作规程》进行,要求安装误差在允许范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.5确认上工序合格,布置预埋预留及水电管线安装应严格按照《作业指导书》和《操作规程》进行,要求各种安装偏差数值均在允许范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.6检验(钢筋及网片、预埋预留及水电管线等隐蔽工程验收)根据《质量控制点设置清单》由专检进行检验,应严格按照《DB37/T5020-2014》检查误差是否在范围内,并形成《过程监督检查表》、《检验记录表》;7.7确认上工序合格,并对混凝土进行检验,?形成《混凝土检验》,严格按照《作业指导书》和《操作规程》进行混凝土浇筑、振捣,要求振捣密实、目测无明显气泡,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.8确认上工序合格,保温板、连接件严格按照《作业指导书》和《操作规程》进行布置,要求保温板无翘角、连接件垂直,数量型号准确,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.9确认上工序合格,并对混凝土进行检验,形成《混凝土检验》,严格按照《作业指导书》和《操作规程》二次浇筑振捣,要求密实、目测无明显气泡,无上浮,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.10确认上工序合格,此时应按《模台移动安全操作规程》将模台和构件送入预养库,进行预养,预养过程按照《作业指导书》、《构件预养检验指导书》并形成《预养检验记录》;7.11提浆压面必须确定从预养库出来的构件达到了预养强度,提浆压面应严格按照《作业指导书》和《操作规程》进行操作,然后进行人工或机械拉毛,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.12构件进入养护库应按《模台移动安全操作规程》将模台和构件送入养护库,进行养护,养护过程按照《作业指导书》、《构件预养检验指导书》并形成《养护检验记录》;此时并形成《产成品日报表》;7.13必须确定从养护库出来的构件达到了养护强度,可以进行脱模翻板吊装,吊装过程严格按照《构件安全吊装操作规程》、《航吊操作规程》进行,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.14确认脱模翻板吊装合格,记录填写正确后,严格按照《作业指导书》和《操作规程》检验,检验合格后进行喷涂标识,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.15确认混凝土浇筑、振捣合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行洗板,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.16确认洗板合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行自然养护,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.17按照《PC构件出入库管理办法》办理入库。
《PC构件生产工艺流程》一、目的为建立、健全生产工艺管理,明确生产责任,规范工艺流程,保证工艺流程处于受控状态,以实现优质、高效、低耗、安全的目的。
二、使用范围适用于PC构件生产工艺流程的管理与规定。
3.1工艺流程图使用之符号3.1.1 “”:表示工序传递(从一个工序移至另一工序)。
3.1.2振捣工序为特殊过程,用“☆”表示。
3.1.3预养工序和养护工序为关键工序,用“△”表示。
四、描述与要求4.1模具模台清理◎4.2涂刷辅料、模具组装◎4.3检验(模具组装)◎工序过程描述要求工艺、质量特性检查方法 文件/表单 检查项目 允许偏差 检验 (模具组装) ◊ 按《检验作业指导书》进行检验并 做好相关检验记录偏差在允许 范围内 边长± 2根据《检验 作业指导书》进行检 验 《检验记录表》 《检验作业指导书》《质量控制点设置清单》《过程监督检查表》对角线误 差34.4安装钢筋骨架及网片◎序 ——工——人数时 间[s卄( 工目 项定 测安装钢筋骨架及网片钢筋安装 网片安装 保护层位筋位具片定钢到模网⑺ 筋装具验装耐 钢安模检安(( 12 3 4 5差误 误许装允内安在差宽5 士J*n乂 * 有」* 爼 * 纟 纟 纟高 5 士巨间 筋 冈AT5 士宽5 士J*片位位位具网定到到模⑺装筋具具验时 安钢模模检((12 3 4 5O ^1 士测川 连Q 量如尺耳 卷档钢三 凝层 混护 筋保 钢土2 士J*筋 露 外4.5布置预埋预留及水电管线安装© 工序人 数 时间,S〕过程描 述要求工艺、质量特性检查方法文件/表单测定项目允许偏差 (mm 布置预埋预留及水电管线安装钢筋连接套筒1测量 定位 2安装 1按中心线 和垂直度要 求放置2保证规格 型号无误 中心线位置± 3钢卷尺检查 《随工单》 《作业指导 书》 《***操作规程》安装垂直度 1/40拉水平线、竖直 线测量两端差值预 埋 件1检查 封堵2测量 定位3安装1按垂直或 水平安装要 求放置2数量规格 无误 3外露检查中心线位置 ± 5 钢卷尺测量 安装垂直度 1/40 拉水平线、竖直 线测量两端差值夕卜露长度 (+5,0 ) 钢卷尺测量预留孔洞 1定位 2预留 位置、尺寸、 数量准确尺寸(+8,0) 钢卷尺测量中心线位置± 5 水电管线等1定位 2安装按《布线作 业图》布置偏差+8, 0规格型号、数量、位置、 固定状况组装 3组装模具 书》安装对角线误差寸?(四边 及对角线)4.6检验(隐蔽工程验收)◎4.7检验工装©4.8混凝土铺装、振动◎叱4.8布置保温板、连接件©4.9二次浇筑振捣◎幺4.10预养护◎4.11提浆压面©4.12养护◎4.15露骨料冲洗◎4.16检验、标识◎4.17自然养护按照《PC 构件出入库管理办法》办理入库。
《PC 构件生产工艺流程》一、目的为建立、健全生产工艺管理,明确生产责任,规范工艺流程,保证工艺流程处于受控状态,以实现优质、高效、低耗、安全的目的。
二、使用范围适用于PC 构件生产工艺流程的管理与规定。
3.1工艺流程图使用之符号3.1.1“ ”:表示工序传递(从一个工序移至另一工序)。
3.1.2 ”表示。
3.1.3 ”表示。
四、描述与要求4.2涂刷辅料、模具组装◎4.3检验(模具组装)◎4.4安装钢筋骨架及网片◎4.5布置预埋预留及水电管线安装◎4.6检验(隐蔽工程验收)◎4.7检验工装◎4.8注:1振捣不到位:有气泡 不密实 2振捣过位:离析 秘水4.8布置保温板、连接件◎4.9注:本工序布料铺装完成后须将外溢料、模具模台附着混凝土清理干净。
4.10预养护◎4.11提浆压面◎注:本工序完成后须将外溢料、模具模台附着混凝土以及工序范围内垃圾清理干净。
4.12养护◎4.13脱模翻板吊装◎4.15露骨料冲洗◎4.16检验、标识◎4.17自然养护4.16入库按照《PC 构件出入库管理办法》办理入库。
注:星号代表重要质量控制点。
“▽”:入库管理“□”:用“□”表示数量检验,用“◇”表示品质检验,用“◎”表示操作又兼检验(自检)。
五、管理规定5.1本管理规定自发布日起,各利润中心须严格按照本生产工艺流程开展作业。
5.2开展生产作业前,各工序生产人员须确保人员就位、设备完好、物资到位、工具齐全;5.3生产过程中,上下工序需根据《工序自检互检管理办法》进行自检互检,检验合格后填写《随工单》,方可进入下一工序;形成的记录应整洁、清晰、信息正确;5.4生产过程中,相关人员应根据《质量控制点设置清单》进行重点检验,形成《检验记录表》;5.5生产过程中,质检人员应根据《过程监督检查制度》进行监督检查,形成《过程质量检查表》;5.6振捣为特殊工序,预养工序和养护工序为关键工序,针对以上工序的特殊性及重要性,各相关质检人员、生产人员应对此工序生产作业根据《生产过程质量控制规范》重点进行控制,形成相关记录;5.7产品生产完成后,检验合格后按照《PC构件出入库管理办法》办理入库;7.1模具模台清理严格按照《作业指导书》和《操作规程》进行,做到模具手摸无尘,模台目测光亮无异物,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.2确认清理合格,模具组装应严格按照《作业指导书》和《操作规程》进行组装,要求安装误差必须在范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.3检验(模具组装)根据《质量控制点设置清单》进行专检,应严格按照《DB37/T5020-2014》检查模具组装的误差是否在范围内,并形成《检验记录表》;7.4确认上工序合格,安装钢筋及网片应严格按照《作业指导书》和《操作规程》进行,要求安装误差在允许范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.5确认上工序合格,布置预埋预留及水电管线安装应严格按照《作业指导书》和《操作规程》进行,要求各种安装偏差数值均在允许范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.6检验(钢筋及网片、预埋预留及水电管线等隐蔽工程验收)根据《质量控制点设置清单》由专检进行检验,应严格按照《DB37/T5020-2014》检查误差是否在范围内,并形成《过程监督检查表》、《检验记录表》;7.7确认上工序合格,并对混凝土进行检验,?形成《混凝土检验》,严格按照《作业指导书》和《操作规程》进行混凝土浇筑、振捣,要求振捣密实、目测无明显气泡,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.8确认上工序合格,保温板、连接件严格按照《作业指导书》和《操作规程》进行布置,要求保温板无翘角、连接件垂直,数量型号准确,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.9确认上工序合格,并对混凝土进行检验,形成《混凝土检验》,严格按照《作业指导书》和《操作规程》二次浇筑振捣,要求密实、目测无明显气泡,无上浮,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.10确认上工序合格,此时应按《模台移动安全操作规程》将模台和构件送入预养库,进行预养,预养过程按照《作业指导书》、《构件预养检验指导书》并形成《预养检验记录》;7.11提浆压面必须确定从预养库出来的构件达到了预养强度,提浆压面应严格按照《作业指导书》和《操作规程》进行操作,然后进行人工或机械拉毛,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.12构件进入养护库应按《模台移动安全操作规程》将模台和构件送入养护库,进行养护,养护过程按照《作业指导书》、《构件预养检验指导书》并形成《养护检验记录》;此时并形成《产成品日报表》;7.13必须确定从养护库出来的构件达到了养护强度,可以进行脱模翻板吊装,吊装过程严格按照《构件安全吊装操作规程》、《航吊操作规程》进行,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.14确认脱模翻板吊装合格,记录填写正确后,严格按照《作业指导书》和《操作规程》检验,检验合格后进行喷涂标识,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.15确认混凝土浇筑、振捣合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行洗板,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.16确认洗板合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行自然养护,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.17按照《PC构件出入库管理办法》办理入库。
pc构件的生产流程英文回答:The production process of PC components involves several steps, from designing and sourcing materials to manufacturing and quality control. Let me walk you through the process.First, the design phase is crucial in creating PC components. Engineers and designers work together to come up with innovative and efficient designs that meet the market demands. They use computer-aided design (CAD) software to create 3D models and simulate the performance of the components.Once the design is finalized, the next step is sourcing the materials. PC components require various materials such as metals, plastics, and electronic components. Manufacturers partner with suppliers to ensure the availability and quality of these materials. For example,for a graphics card, the manufacturer needs to source a high-performance GPU (Graphics Processing Unit) from a trusted supplier.After sourcing the materials, the manufacturing process begins. This usually involves multiple stages, including molding, machining, and assembly. For example, in the case of a CPU (Central Processing Unit), the manufacturer starts by fabricating the silicon wafer through a complex process called photolithography. Then, the wafer is cut into individual chips, which are then mounted on a substrate and connected to other components using tiny wires.Once the components are manufactured, they undergo rigorous quality control. This involves testing the components for functionality, durability, and performance. For instance, a motherboard is tested to ensure that all the ports, slots, and connectors work properly. Additionally, components like RAM (Random Access Memory) are tested for stability and compatibility with different systems.After passing the quality control, the components are ready for packaging and distribution. They are carefully packed to protect them from damage during transportation. The packaging also includes user manuals, driver CDs, and other necessary documentation. These packaged components are then shipped to retailers or directly to customers.中文回答:PC构件的生产流程包括设计、采购材料、制造和质量控制等多个步骤。
《PC 构件生产工艺流程》一、目的为建立、健全生产工艺管理,明确生产责任,规工艺流程,保证工艺流程处于受控状态,以实现优质、高效、低耗、安全的目的。
二、使用围适用于PC 构件生产工艺流程的管理与规定。
3.1工艺流程图使用之符号3.1.1“ ”:表示工序传递(从一个工序移至另一工序)。
3.1.2”表示。
3.1.3”表示。
四、描述与要求 4.1模具模台清理◎4.2涂刷辅料、模具组装◎4.3检验(模具组装)◎4.4安装钢筋骨架及网片◎4.5布置预埋预留及水电管线安装◎4.6检验(隐蔽工程验收)◎4.7检验工装◎4.84.8布置保温板、连接件◎4.9注:本工序布料铺装完成后须将外溢料、模具模台附着混凝土清理干净。
4.10预养护◎4.11提浆压面◎注:本工序完成后须将外溢料、模具模台附着混凝土以及工序围垃圾清理干净。
4.12养护◎4.13脱模翻板吊装◎4.15露骨料冲洗◎4.16检验、标识◎4.17自然养护4.16入库按照《PC 构件出入库管理办法》办理入库。
注:星号代表重要质量控制点。
“▽”:入库管理“□”:用“□”表示数量检验, 用“◇”表示品质检验,用“◎”表示操作又兼检验(自检)。
五、管理规定5.1本管理规定自发布日起,各利润中心须严格按照本生产工艺流程开展作业。
5.2开展生产作业前,各工序生产人员须确保人员就位、设备完好、物资到位、工具齐全;5.3生产过程中,上下工序需根据《工序自检互检管理办法》进行自检互检,检验合格后填写《随工单》,方可进入下一工序;形成的记录应整洁、清晰、信息正确;5.4生产过程中,相关人员应根据《质量控制点设置清单》进行重点检验,形成《检验记录表》;5.5生产过程中,质检人员应根据《过程监督检查制度》进行监督检查,形成《过程质量检查表》;5.6振捣为特殊工序,预养工序和养护工序为关键工序,针对以上工序的特殊性及重要性,各相关质检人员、生产人员应对此工序生产作业根据《生产过程质量控制规》重点进行控制,形成相关记录;5.7产品生产完成后,检验合格后按照《PC构件出入库管理办法》办理入库;7.1模具模台清理严格按照《作业指导书》和《操作规程》进行,做到模具手摸无尘,模台目测光亮无异物,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.2确认清理合格,模具组装应严格按照《作业指导书》和《操作规程》进行组装,要求安装误差必须在围,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.3检验(模具组装)根据《质量控制点设置清单》进行专检,应严格按照《DB37/T5020-2014》检查模具组装的误差是否在围,并形成《检验记录表》;7.4确认上工序合格,安装钢筋及网片应严格按照《作业指导书》和《操作规程》进行,要求安装误差在允许围,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.5确认上工序合格,布置预埋预留及水电管线安装应严格按照《作业指导书》和《操作规程》进行,要求各种安装偏差数值均在允许围,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.6检验(钢筋及网片、预埋预留及水电管线等隐蔽工程验收)根据《质量控制点设置清单》由专检进行检验,应严格按照《DB37/T5020-2014》检查误差是否在围,并形成《过程监督检查表》、《检验记录表》;7.7确认上工序合格,并对混凝土进行检验,?形成《混凝土检验》,严格按照《作业指导书》和《操作规程》进行混凝土浇筑、振捣,要求振捣密实、目测无明显气泡,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.8确认上工序合格,保温板、连接件严格按照《作业指导书》和《操作规程》进行布置,要求保温板无翘角、连接件垂直,数量型号准确,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.9确认上工序合格,并对混凝土进行检验,形成《混凝土检验》,严格按照《作业指导书》和《操作规程》二次浇筑振捣,要求密实、目测无明显气泡,无上浮,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;7.10确认上工序合格,此时应按《模台移动安全操作规程》将模台和构件送入预养库,进行预养,预养过程按照《作业指导书》、《构件预养检验指导书》并形成《预养检验记录》;7.11提浆压面必须确定从预养库出来的构件达到了预养强度,提浆压面应严格按照《作业指导书》和《操作规程》进行操作,然后进行人工或机械拉毛,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.12构件进入养护库应按《模台移动安全操作规程》将模台和构件送入养护库,进行养护,养护过程按照《作业指导书》、《构件预养检验指导书》并形成《养护检验记录》;此时并形成《产成品日报表》;7.13必须确定从养护库出来的构件达到了养护强度,可以进行脱模翻板吊装,吊装过程严格按照《构件安全吊装操作规程》、《航吊操作规程》进行,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.14确认脱模翻板吊装合格,记录填写正确后,严格按照《作业指导书》和《操作规程》检验,检验合格后进行喷涂标识,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.15确认混凝土浇筑、振捣合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行洗板,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.16确认洗板合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行自然养护,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;7.17按照《PC构件出入库管理办法》办理入库。
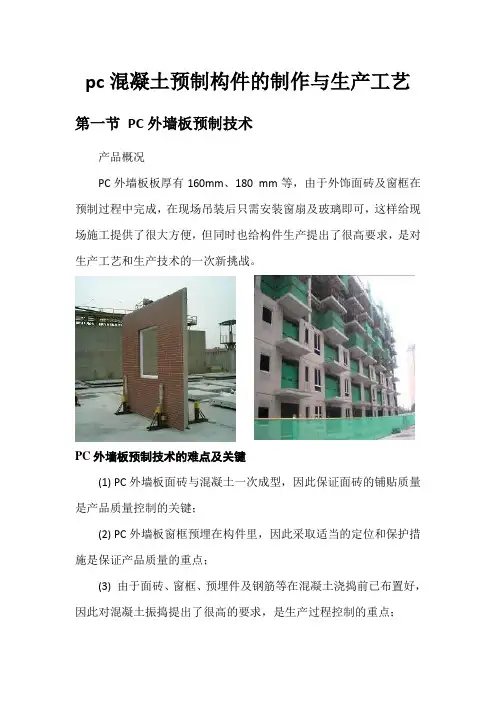
pc混凝土预制构件的制作与生产工艺第一节PC外墙板预制技术产品概况PC外墙板板厚有160mm、180 mm等,由于外饰面砖及窗框在预制过程中完成,在现场吊装后只需安装窗扇及玻璃即可,这样给现场施工提供了很大方便,但同时也给构件生产提出了很高要求,是对生产工艺和生产技术的一次新挑战。
PC外墙板预制技术的难点及关键(1) PC外墙板面砖与混凝土一次成型,因此保证面砖的铺贴质量是产品质量控制的关键;(2) PC外墙板窗框预埋在构件里,因此采取适当的定位和保护措施是保证产品质量的重点;(3) 由于面砖、窗框、预埋件及钢筋等在混凝土浇捣前已布置好,因此对混凝土振捣提出了很高的要求,是生产过程控制的重点;(4) 由于PC外墙板厚度比较薄,侧向刚度比较差,对堆放及运输要求比较高,因此产品保护也是质量控制的重点;(5) 要保证PC外墙板的几何尺寸和尺寸变化,钢模设计也是生产技术的关键。
PC外墙板生产工艺的确定PC外墙板的生产布置在厂内的西侧场地进行,根据生产进度需要直排布置6个生产模位。
蒸汽管道利用原有的外线路,同时根据生产模位的位置进行布置。
构件蒸养脱模后直接吊至翻转区翻转竖立后堆放。
钢筋加工成型在钢筋车间内进行,钢筋骨架在生产模位附近场地绑扎。
混凝土由厂搅拌站供应。
PC外墙板模板主要采用钢模,钢筋加工成型后整体绑扎,然后吊到模板内安装,混凝土浇筑后进行蒸汽养护。
生产过程中的模板清洁、钢筋加工成型、面砖粘贴、窗框安装、预埋件固定、混凝土施工及蒸汽养护、拆模搬运等工序均采用工厂式流水施工,每个工种都由相对少数固定的娴熟工人操作实施。
PC外墙板生产工艺流程详图如下:PC外墙板生产工艺流程图第二节模具设计与组装技术(1) 模具设计根据建筑变化的需要及安装位置的不同,PC外墙板的尺寸形状变化较为复杂,同时对墙板的外观质量和外形尺寸的精度要求也很高,外形尺寸的长度和宽度误差均不得大于3mm,弯曲也应小于3mm。
这些都给模具设计和制作增加了难度,要求模板在保证一定刚度和强度的基础上,既要有较强的整体稳定性,又要有较高的表面平整度,并且容易安装和调整,适应不同外形尺寸PC外墙板生产的需要。
《PC 构件生产工艺流程》一、目的为建立、健全生产工艺管理,明确生产责任,规范工艺流程,保证工艺流程处于受控状态,以实现优质、高效、低耗、安全的目的。
二、使用范围适用于PC 构件生产工艺流程的管理与规定。
工艺流程图使用之符号”:表示工序传递(从一个工序移至另一工序)。
振捣工序为特殊过程,用“预养工序和养护工序为关键工序,用“四、描述与要求 模具模台清理◎涂刷辅料、模具组装◎检验(模具组装)◎安装钢筋骨架及网片◎布置预埋预留及水电管线安装◎检验(隐蔽工程验收)◎检验工装◎布置保温板、连接件◎注:本工序布料铺装完成后须将外溢料、模具模台附着混凝土清理干净。
预养护◎提浆压面◎注:本工序完成后须将外溢料、模具模台附着混凝土以及工序范围内垃圾清理干净。
养护◎脱模翻板吊装◎露骨料冲洗◎检验、标识◎4.17自然养护入库按照《PC 构件出入库管理办法》办理入库。
注:星号代表重要质量控制点。
“▽”:入库管理“□”:用“□”表示数量检验, 用“◇”表示品质检验,用“◎”表示操作又兼检验(自检)。
五、管理规定本管理规定自发布日起,各利润中心须严格按照本生产工艺流程开展作业。
开展生产作业前,各工序生产人员须确保人员就位、设备完好、物资到位、工具齐全;生产过程中,上下工序需根据《工序自检互检管理办法》进行自检互检,检验合格后填写《随工单》,方可进入下一工序;形成的记录应整洁、清晰、信息正确;生产过程中,相关人员应根据《质量控制点设置清单》进行重点检验,形成《检验记录表》;生产过程中,质检人员应根据《过程监督检查制度》进行监督检查,形成《过程质量检查表》;振捣为特殊工序,预养工序和养护工序为关键工序,针对以上工序的特殊性及重要性,各相关质检人员、生产人员应对此工序生产作业根据《生产过程质量控制规范》重点进行控制,形成相关记录;产品生产完成后,检验合格后按照《PC构件出入库管理办法》办理入库;模具模台清理严格按照《作业指导书》和《操作规程》进行,做到模具手摸无尘,模台目测光亮无异物,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;确认清理合格,模具组装应严格按照《作业指导书》和《操作规程》进行组装,要求安装误差必须在范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;检验(模具组装)根据《质量控制点设置清单》进行专检,应严格按照《DB37/T5020-2014》检查模具组装的误差是否在范围内,并形成《检验记录表》;确认上工序合格,安装钢筋及网片应严格按照《作业指导书》和《操作规程》进行,要求安装误差在允许范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;确认上工序合格,布置预埋预留及水电管线安装应严格按照《作业指导书》和《操作规程》进行,要求各种安装偏差数值均在允许范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;检验(钢筋及网片、预埋预留及水电管线等隐蔽工程验收)根据《质量控制点设置清单》由专检进行检验,应严格按照《DB37/T5020-2014》检查误差是否在范围内,并形成《过程监督检查表》、《检验记录表》;确认上工序合格,并对混凝土进行检验,形成《混凝土检验》,严格按照《作业指导书》和《操作规程》进行混凝土浇筑、振捣,要求振捣密实、目测无明显气泡,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;确认上工序合格,保温板、连接件严格按照《作业指导书》和《操作规程》进行布置,要求保温板无翘角、连接件垂直,数量型号准确,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;确认上工序合格,并对混凝土进行检验,形成《混凝土检验》,严格按照《作业指导书》和《操作规程》二次浇筑振捣,要求密实、目测无明显气泡,无上浮,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;确认上工序合格,此时应按《模台移动安全操作规程》将模台和构件送入预养库,进行预养,预养过程按照《作业指导书》、《构件预养检验指导书》并形成《预养检验记录》;提浆压面必须确定从预养库出来的构件达到了预养强度,提浆压面应严格按照《作业指导书》和《操作规程》进行操作,然后进行人工或机械拉毛,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;构件进入养护库应按《模台移动安全操作规程》将模台和构件送入养护库,进行养护,养护过程按照《作业指导书》、《构件预养检验指导书》并形成《养护检验记录》;此时并形成《产成品日报表》;必须确定从养护库出来的构件达到了养护强度,可以进行脱模翻板吊装,吊装过程严格按照《构件安全吊装操作规程》、《航吊操作规程》进行,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;确认脱模翻板吊装合格,记录填写正确后,严格按照《作业指导书》和《操作规程》检验,检验合格后进行喷涂标识,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;确认混凝土浇筑、振捣合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行洗板,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;确认洗板合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行自然养护,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;按照《PC构件出入库管理办法》办理入库。
pc混凝土预制构件的制作与生产工艺第一节PC外墙板预制技术产品概况PC外墙板板厚有160mm、180 mm等,由于外饰面砖及窗框在预制过程中完成,在现场吊装后只需安装窗扇及玻璃即可,这样给现场施工提供了很大方便,但同时也给构件生产提出了很高要求,是对生产工艺和生产技术的一次新挑战。
PC外墙板预制技术的难点及关键(1) PC外墙板面砖与混凝土一次成型,因此保证面砖的铺贴质量是产品质量控制的关键;(2) PC外墙板窗框预埋在构件里,因此采取适当的定位和保护措施是保证产品质量的重点;(3) 由于面砖、窗框、预埋件及钢筋等在混凝土浇捣前已布置好,因此对混凝土振捣提出了很高的要求,是生产过程控制的重点;(4) 由于PC外墙板厚度比较薄,侧向刚度比较差,对堆放及运输要求比较高,因此产品保护也是质量控制的重点;(5) 要保证PC外墙板的几何尺寸和尺寸变化,钢模设计也是生产技术的关键。
PC外墙板生产工艺的确定PC外墙板的生产布置在厂内的西侧场地进行,根据生产进度需要直排布置6个生产模位。
蒸汽管道利用原有的外线路,同时根据生产模位的位置进行布置。
构件蒸养脱模后直接吊至翻转区翻转竖立后堆放。
钢筋加工成型在钢筋车间内进行,钢筋骨架在生产模位附近场地绑扎。
混凝土由厂搅拌站供应。
PC外墙板模板主要采用钢模,钢筋加工成型后整体绑扎,然后吊到模板内安装,混凝土浇筑后进行蒸汽养护。
生产过程中的模板清洁、钢筋加工成型、面砖粘贴、窗框安装、预埋件固定、混凝土施工及蒸汽养护、拆模搬运等工序均采用工厂式流水施工,每个工种都由相对少数固定的娴熟工人操作实施。
PC外墙板生产工艺流程详图如下:PC外墙板生产工艺流程图第二节模具设计与组装技术(1) 模具设计根据建筑变化的需要及安装位置的不同,PC外墙板的尺寸形状变化较为复杂,同时对墙板的外观质量和外形尺寸的精度要求也很高,外形尺寸的长度和宽度误差均不得大于3mm,弯曲也应小于3mm。
这些都给模具设计和制作增加了难度,要求模板在保证一定刚度和强度的基础上,既要有较强的整体稳定性,又要有较高的表面平整度,并且容易安装和调整,适应不同外形尺寸PC外墙板生产的需要。
pc构件的生产流程英文回答:The production process of PC components involves several stages, starting from the design phase to the final assembly. Let me walk you through the steps involved.1. Design and Engineering: The first step is to design and engineer the PC components. This involves creating detailed specifications, 3D models, and prototypes. Engineers use computer-aided design (CAD) software to design the components, ensuring they meet the required performance and compatibility standards.For example, when designing a graphics card, engineers consider factors such as the GPU architecture, memory capacity, and power requirements. They also need to ensure that the card is compatible with various operating systems and can support the latest gaming technologies.2. Manufacturing: Once the design is finalized, the manufacturing process begins. This involves sourcing the raw materials and using specialized machinery to fabricate the components. Different manufacturing techniques are used depending on the type of component being produced.For instance, when manufacturing a motherboard, the process involves etching circuits onto a PCB (Printed Circuit Board), soldering components onto the board, and testing the functionality of each circuit. This requires precision and attention to detail to ensure the components are properly aligned and connected.3. Quality Control: After the components are manufactured, they undergo rigorous quality control checks. This involves testing each component to ensure it meets the required standards and specifications. Various tests are conducted, including stress tests, performance tests, and compatibility tests.For example, when testing a CPU (Central Processing Unit), it is subjected to high temperatures and extremeworkloads to assess its stability and performance. Compatibility tests are also conducted to ensure the CPU works seamlessly with different motherboards and operating systems.4. Packaging and Distribution: Once the components pass the quality control checks, they are packaged and prepared for distribution. The packaging is designed to protect the components during transportation and storage. The components are then shipped to retailers or directly to customers.For instance, a graphics card may be packaged in ananti-static bag, placed in a sturdy box, and then shipped to retailers. The packaging may also include user manuals, driver installation CDs, and other accessories.中文回答:PC构件的生产流程涉及几个阶段,从设计阶段到最终组装。
P C构件生产工艺流程
《PC 构件生产工艺流程》
一、目的
为建立、健全生产工艺管理,明确生产责任,规范工艺流程,保证工艺流程处于受控状态,以实现优质、高效、低耗、安全的目的。
二、使用范围
适用于PC 构件生产工艺流程的管理与规定。
3.1工艺流程图使用之符号
3.1.1“ ”:表示工序传递(从一个工序移至另一工序)。
3.1.2 ”表示。
3.1.3 ”表示。
四、描述与要求
注:本工序布料铺装完成后须将外溢料、模具模台附着混凝土清理干净。
注:本工序完成后须将外溢料、模具模台附着混凝土以及工序范围内垃圾清理干净。
4.16入库
按照《PC 构件出入库管理办法》办理入库。
注:星号代表重要质量控制点。
“▽”:入库管理
“□”:用“□”表示数量检验, 用“◇”表示品质检验,
用“◎”表示操作又兼检验(自检)。
五、管理规定
5.1本管理规定自发布日起,各利润中心须严格按照本生产工艺流程开展作业。
5.2开展生产作业前,各工序生产人员须确保人员就位、设备完好、物资到位、工具齐全;
5.3生产过程中,上下工序需根据《工序自检互检管理办法》进行自检互检,检验合格后填写《随工单》,方可进入下一工序;形成的记录应整洁、清晰、信息正确;
5.4生产过程中,相关人员应根据《质量控制点设置清单》进行重点检验,形成《检验记录表》;
5.5生产过程中,质检人员应根据《过程监督检查制度》进行监督检查,形成《过程质量检查表》;
5.6振捣为特殊工序,预养工序和养护工序为关键工序,针对以上工序的特殊性及重要性,各相关质检人员、生产人员应对此工序生产作业根据《生产过程质量控制规范》重点进行控制,形成相关记录;
5.7产品生产完成后,检验合格后按照《PC 构件出入库管理办法》办理入库;
7.1模具模台清理严格按照《作业指导书》和《操作规程》进行,做到模具手摸无尘,模台目测光亮无异物,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;
7.2确认清理合格,模具组装应严格按照《作业指导书》和《操作规程》进行组装,要求安装误差必须在范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;
7.3检验(模具组装)根据《质量控制点设置清单》进行专检,应严格按照《DB37/T5020-2014》检查模具组装的误差是否在范围内,并形成《检验记录表》;
7.4确认上工序合格,安装钢筋及网片应严格按照《作业指导书》和《操作规程》进行,要求安装误差在允许范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;
7.5确认上工序合格,布置预埋预留及水电管线安装应严格按照《作业指导书》和《操作规程》进行,要求各种安装偏差数值均在允许范围内,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;
7.6检验(钢筋及网片、预埋预留及水电管线等隐蔽工程验收)根据《质量控制点设置清单》由专检进行检验,应严格按照《DB37/T5020-2014》检查误差是否在范围内,并形成《过程监督检查表》、《检验记录表》;
7.7确认上工序合格,并对混凝土进行检验,?形成《混凝土检验》,严格按照《作业指导书》和《操作规程》进行混凝土浇筑、振捣,要求振捣密实、目测无明显气泡,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;
7.8确认上工序合格,保温板、连接件严格按照《作业指导书》和《操作规程》进行布置,要求保温板无翘角、连接件垂直,数量型号准确,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;
7.9确认上工序合格,并对混凝土进行检验,形成《混凝土检验》,严格按照《作业指导书》和《操作规程》二次浇筑振捣,要求密实、目测无明显气泡,无上浮,并由本工序自检员确认合格后填写《随工单》签字流入下工序,要求随工单清晰、准确无误;
7.10确认上工序合格,此时应按《模台移动安全操作规程》将模台和构件送入预养库,进行预养,预养过程按照《作业指导书》、《构件预养检验指导书》并形成《预养检验记录》;
7.11提浆压面必须确定从预养库出来的构件达到了预养强度,提浆压面应严格按照《作业指导书》和《操作规程》进行操作,然后进行人工或机械拉毛,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;
7.12构件进入养护库应按《模台移动安全操作规程》将模台和构件送入养护库,进行养护,养护过程按照《作业指导书》、《构件预养检验指导书》并形成《养护检验记录》;此时并形成《产成品日报表》;
7.13必须确定从养护库出来的构件达到了养护强度,可以进行脱模翻板吊装,吊装过程严格按照《构件安全吊装操作规程》、《航吊操作规程》进行,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;
7.14确认脱模翻板吊装合格,记录填写正确后,严格按照《作业指导书》和《操作规程》检验,检验合格后进行喷涂标识,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;
7.15确认混凝土浇筑、振捣合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行洗板,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;
7.16确认洗板合格,记录填写正确后,严格按照《作业指导书》和《操作规程》进行自然养护,并由本工序自检员确认合格后填写《随工单》签字流入下一工序,要求随工单清晰、准确无误;
7.17按照《PC构件出入库管理办法》办理入库。
六、相关文件
《工序自检互检管理办法》
《过程监督检查制度》
《生产过程质量控制规范》
七、相关记录
《随工单》
《质量控制点清单》
《过程监督检查表》
《检验记录表》
《入库凭单》
《产成品日报表》。