GK35缝包控制器说明书.2018.8.16
- 格式:doc
- 大小:378.00 KB
- 文档页数:2

機半自動捆包機操作手冊及零件表S-313D/S-323/S-313L目錄1. 前言............................................ 1.1技術資料................................ 1.22. 控制單元 ................................... 2.1操作............................................ 2.2調整............................................ 2.3保養................................... …….2.43. 線路圖主線路圖.................................... 3.1線路圖I/O連接圖 ................................. 3.24. 故障排除 ......................... 4.1~4.2零件表5. 控制組 .............................. 5.1~5.56. 外殼與帶盤組(S-313D) .......................... 6.1~6.27. 外殼與帶盤組(S-323) ............................. 7.1~7.28. 電控組 .............................. 8.1~8.2前言˘感謝您明智的選擇購買本公司全自動捆包機。
˘本台機器構造堅固,使保養更加簡單容易。
˘在您使用本機器前,請先詳細研讀本手冊,以獲得更高的操作效率。
安全規則MECHANISM HAZARDOUS˘此機器不讓未受訓練的人員操作。
˘請確實遵守一切的預防措施及警告標誌。
˘不得隨意移動或不顧任何一個保護裝置。
˘當機器在操作的時候,不得有清潔或影響到安全的維修工作。
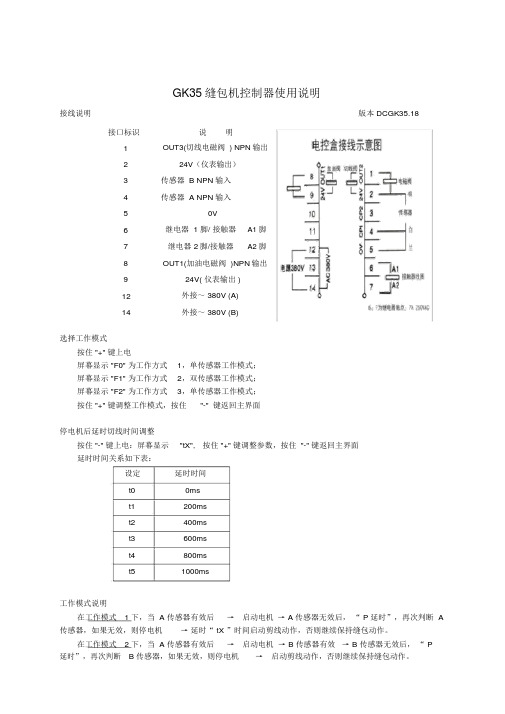
GK35缝包机控制器使用说明接线说明版本 DCGK35.18接口标识说明1OUT3(切线电磁阀 ) NPN输出224V(仪表输出)3传感器 B NPN 输入4传感器 A NPN 输入50V6继电器 1 脚/ 接触器A1 脚7继电器 2脚/接触器A2 脚8OUT1(加油电磁阀 )NPN输出924V( 仪表输出 )12外接~ 380V (A)14外接~ 380V (B)选择工作模式按住 "+" 键上电屏幕显示 "F0" 为工作方式1,单传感器工作模式;屏幕显示 "F1" 为工作方式2,双传感器工作模式;屏幕显示 "F2" 为工作方式3,单传感器工作模式;按住 "+" 键调整工作模式,按住"-" 键返回主界面停电机后延时切线时间调整按住 "-" 键上电:屏幕显示"tX",按住 "+" 键调整参数,按住 "-" 键返回主界面延时时间关系如下表:设定延时时间t00mst1200mst2400mst3600mst4800mst51000ms工作模式说明在工作模式 1 下,当 A 传感器有效后→ 启动电机→ A 传感器无效后,“ P 延时”,再次判断 A 传感器,如果无效,则停电机→延时“ tX ”时间启动剪线动作,否则继续保持缝包动作。
在工作模式 2 下,当 A 传感器有效后→ 启动电机→ B 传感器有效→ B 传感器无效后,“ P延时”,再次判断 B 传感器,如果无效,则停电机→ 启动剪线动作,否则继续保持缝包动作。
在工作模式 3 下,当 A 传感器有效后→ 启动电机并启动“ E 定时”→定时时间到→ 判断A 传感器,如果无效,则停电机→延时“ tX ”时间启动剪线动作,否则继续保持缝包动作。
注:“ tX ”为 0 时,停电机后直接启动剪线动作。
目录一、机器的使用范围和规格 (8)1.机器的主要结构特点及用途 (8)2.产品型号名称性能及技术参数 (8)二、机器的使用方法及机构调整 (11)1.使用前应注意事项 (11)2.润滑 (11)3.机针、缝线选择及穿线方法 (11)4.机针的安装 (12)5.弯针的调整 (12)6.针杆高度调节 (13)7.楼针挡块调节 (14)8.送料牙的调整 (14)9.针距长度调节 (15)10.压脚压力调节 (15)11.缝线张力的调节 (16)12.弯针挑线机构调整 (16)13.机动式线辫切刀装置的调整 (16)14.气动式、电动式线辫剪刀装置的调整 (17)15.传感启动装置的调整(GK35-5,GK35-6) (18)16.工位开关箱中时间继电器的调整 (19)三、一般故障的处理方法 (21)四、分解图和零件名称 (22)1.机与轴体套 (22)2.各类罩壳部件 (23)3.过线部件 (25)4.主轴驱动机构部件 (28)5.弯件针机构部件 (31)6.送料机构 (35)7.送料牙、针板和压脚机构 (36)8.用于GK35-2D型压簧板压杆机构 (39)9.用于GK35-5、GK35-6型启动杆、接近开关及线辫切刀装置 (41)10.用于GK35-5、GK35-6型电动、气动驱动剪刀总成 (44)11.用于GK35-2型线瓣切刀装置 (47)随机附件 (48)一、机器的使用范围和规格1.机器的主要结器的主要结构特点构特点构特点及用途及用途GK35系列封包缝纫机分人工控制机器的启动与停机,机动式半自动剪切线辫机构和自动控制机器的启动与停机,电磁线圈控制自动剪切线辫和电子气动控制自动剪切线辫三种型式。
系列机器均采用维修方便的半封闭式结构,曲轴尾端采用封闭式滚动轴承机构以达到高速、耐磨、灵活之目的。
润滑系统为油杯渗透毛呢贮油式与自动喷雾式两种,关键部位采用优质合金钢和合金铜等高耐磨材料,各种型式的线辫切刀装置均为安全可靠的内藏式结构。
GK35 - 2C 型封包机的调整及维护GK35 - 2C 型封包机(即工业缝纫机) 广泛用于粮食、制糖、港口等行业各类盛装物袋(塑料编织袋、布袋、牛皮纸袋、麻袋) 的封包缝纫。
其技术状态好坏直接影响到全自动包装线能否正常运行,因此封包机的调试及维护工作十分重要。
1、调整技术封包机主要调整部位为弯针、针杆、送料机构、输线机构、机针、压脚压力、剪刀机构(切刀) 等。
1. 1 弯针的调整为确保勾线成功,必须调整好弯针与机针的相对位置。
1) 弯针“吃势”的调整(弯针摆动定位) 首先测量弯针小连杆2 球孔中心距是否为69. 6~70. 2mm ,再用手顺时针转动皮带轮,使弯针在右极限时(向右退足) 针尖至机针中心的距离为8 mm ,若不符,可放松弯针外曲柄上的2 只螺钉来进行左右移动的调整。
调整时应用手夹紧外曲柄与内摇杆,使之无窜动。
2) 弯针轴向间隙的调整(前后位置定位) 弯针与机针的轴向间隙为0. 08~0. 13 mm。
如果间隙过大,在缝纫过程中容易出现跳针及弯针不能勾线等现象;间隙过小,在缝纫厚料或操作不当(硬拉) 时,将导致机针偏斜刺料,或出现互相擦碰,同样也会产生弯针不能勾线及跳针现象。
调整方法是,首先检查弯针的2 个紧定螺钉是否顶紧弯针柄部的扁身,再略旋松弯针小偏心摇杆的螺钉进行前后摆动的调整。
调整时小偏心连杆应在弯针小偏心中心。
1. 2 针杆的调整 1) 机针的安装机针应挺直,针尖锋利,针眼无毛刺,无明显磨损。
如机针不符合上述要求则应更换。
装机针时必须把针眼处的凹形面朝向前方(缝料送出方向) ,机针柄必须插到底,再锁紧针杆螺母。
2) 针杆的高度调整应配合弯针运动位置而调节。
调节方法为先用手顺时针转动带轮,使弯针与机针交合时弯针尖超出机针左边1~1. 5 mm ,机针孔的上方须和弯针的底边基本齐平,若不符,则可稍松机针杆联轴节上的螺栓进行调整。
因为两者有着相互配合动作的运行规则,使之完成刺料、勾线、成环的工作过程,所以上述弯针、机针两者的调整应同步进行。
封包缝纫机操作检修维护规程1调试1.1弯针调节首先调节连接杆,是两球轴中心线间距为69.8mm。
调节是拧紧两个螺母,顺旋或逆旋连接杆,是间距符合要求后再锁紧螺母。
用手顺时针方向旋转皮带轮,是针杆侠移到最低点,同时弯针退至最右边位置,此时弯针的针尖和机针的中心线距离为8mm.调节时拧松弯针外曲柄的两个螺母,左右摆动弯针外曲柄,调节至需要尺寸后再拧紧螺母。
继续转动皮带,是弯针从右向左运行,在通过机针背面的凹形出两针相交不得有碰撞,其间隙为0.08mm~0.13mm。
调节时拧松弯针小偏心摇杆的螺钉,将弯针的前后摆动,从而得到合适的间隙后,再拧紧螺钉。
1.2杆针调节在卸下针板,将皮带轮按工作方向转动,是弯针向左边运行,档弯针尖超出机针直径1~1.5mm 时,机针的针眼上缘须和弯针的底边齐平,调节整杆高度时,拧松针杆连轴节螺钉,上下移动针杆至合适位置后再宁静螺钉,柄重新装上针板。
1.3护针块调节为了避免机针下刺是发生弯曲,护针块可起到保护作用。
两者的间隙为0.08~0.13mm。
调整时将皮带轮往工作方向转动,使护针块最靠近机针时,拧松牙架上的紧定螺钉,移动护针块至合适间隙后再拧紧螺钉。
1.4送料牙调节根据缝料质量与厚度去顶送料牙的高度,对于布袋,塑料编织袋等薄料齿面应高出针板上面约8mm,麻袋约2.2mm,调整时先将送料牙运行至最高点,拧松螺母,上下移动送料牙至合适的高度后固紧螺母。
送料牙的在针板槽内的两侧面间隙不对称是,拧松牙架座上的两只螺钉。
左右移动牙架座至要求位置后再拧紧螺钉。
1.5针距长度调节针距长短的调节,是通过牙架座扇形槽中的针距调节螺钉的上下移动来实现的。
下降螺钉使针距加大,升高则缩短针距。
调节时拧松螺母,上下移动螺钉至合适的针距后再固紧螺母。
1.6压脚压力调节压脚压力的,取决于缝料的厚度,缝薄料时须减少压力;反之,则增大压力。
当缝料推送顺畅,针迹均匀时切勿再增大压力,以减缓机针的磨损。
调节压力时旋进两只调节螺套曾增大压力。

目录一、显示及操作界面 (2)二、用户区参数的修改 (3)三、自动/半自动模式的修改 (3)四、吸气模式的修改 (3)五、剪线模式的修改 (3)六、抬压脚模式的修改 (3)七、最高转速的修改 (3)八、用户及技术区参数的修改.................................................... 3~4九、布料选择模式及光眼值校正 (4)十、快捷恢复参数及密码功能 (4)十一、操作参数说明表..............................................................4~7 十二、电控相关的要求及操作使用注意事项....................8~11一、显示及操作界面序号图标说明备注1 用户参数设定键点按为选择参数的快揵;长按为设值参数的快揵2 左移键左移动光标3 技术参数设定键/速度设定键点按为选择参数的快揵;长按为设值参数的快揵4 上移键参数项加和参数值加5 确认键修改参数值确认6 下移键参数项减和参数值减7 右移键右移动光标8 LED亮度调整键点按为选择参数的快揵;9 模式转换键点按为选择参数的快揵10 剪线模式调整键点按为选择参数的快揵;长按为设值参数的快揵11 吸气模式调整键点按为选择参数的快揵;长按为设值参数的快揵12 料选择快捷键点按为选择布料的快揵;长按为查看或手动校正光眼值的快揵13 抬压脚模式调整键点按为选择参数的快揵;长按为设值参数的快揵二、用户区参数的修改当用户长按下键时,进入用户参数模式;通过按键、修改对应的参数号,通过按键、修改对应的参数值,按键确认。
显示相应的参数序号及参数内容;当用户点按下键,退回到待机界面。
三、自动/半自动模式的修改当用户点按下键时,进入人工、半自动、自由缝和全自动模式的修改状态,不断按键时,模式循环如以下四种状态:人工、半自动、自由缝和全自动。
四、吸气模式的修改当用户点按下键时,即可修改吸气模式。
MO-623单针三线包缝机操作指南IMPORTANT:READ ALL SAFETY REGULATIONS CAREFULLY AND UNDERSTAND THEM BEFORE USING YOUR SEWING MACHINE.RETAIN THIS INSTRUCTION MANUAL FOR FUTURE REFERENCE.要领:在您使用缝纫机之前,请仔细阅读并理解所有的安全操作规程。
请妥善保管好本《操作指南》以备后用。
1-NEEDLE, 3-THREAD OVERLOCK SEWING MACHINE INSTRUCTION MANUALWhen using an electrical appliance, basic safety precautions should always be followed, including the following:Read all instructions before using this sewing machine.“DANGER -To reduce the risk of electric shock:”1. An appliance should never be left unattended when plugged in.2. Always unplug this appliance from the electric outlet immediately after using and before cleaning.3. Always unplug before re-lamping. Replace bulb with same type rated 10W(220V).重点安全说明:由于本机有电器装置,所以在使用前必须时刻注意最基本的安全规则,阅读所有操作说明。
危险——防电击1、不使用时,请拔去插头。
2、用毕和清扫机器时,要拔去插头。
工贸企业包缝机安全操作规程范本第一章总则第一条为了确保工贸企业包缝机的安全操作,预防事故的发生,提高工作效率,本规程依据《中华人民共和国安全生产法》等相关法律法规制定。
第二条本规程适用于工贸企业包缝机的操作人员。
第三条操作人员必须严格遵守本规程,不得违反相关法律法规,不得擅自更改包缝机的参数和设置。
第四条操作人员应具备相关的技术知识和安全操作的技能,经过岗前培训,并且持有相应的操作证书。
第五条工贸企业应定期对包缝机进行检修维护,保证包缝机处于良好工作状态。
第六条管理人员应对操作人员进行安全教育和培训,提高操作人员的安全意识和技能。
第七条操作人员在操作包缝机时,应佩戴符合要求的个人防护装备,如工作服、工作鞋、护目镜、手套等。
第二章包缝机操作要求第八条操作人员在使用包缝机之前,应先对包缝机进行外观检查,包括检查电源线是否完好,控制开关是否正常等。
第九条操作人员在启动包缝机之前,应按照操作手册上的要求仔细调整包缝机的参数和设置。
第十条操作人员在正式启动包缝机之后,应时刻保持注意力集中,不得分散注意力。
第十一条操作人员在包缝机工作时,不得随意触摸或擅自拆卸包缝机的零部件。
第十二条在包缝机操作过程中,如发现异常情况,操作人员应及时停机检修,并报告相关管理人员。
第十三条操作人员不得将包缝机用于不正当的用途,不得将包缝机借给他人使用。
第十四条包缝机在停机后,操作人员应及时切断电源,并进行包缝机的清理和维护。
第三章包缝机安全事故处理第十五条在包缝机操作中,如发生人员伤害事故,操作人员应立即停机,确保受伤人员的安全,并及时报告相关管理人员。
第十六条在包缝机操作中,如发生机械故障或其他安全事故,操作人员应立即采取措施,确保其他人员的安全,并按照相关规定进行事故报告和处理。
第十七条管理人员应及时组织对包缝机进行维修和排查,确保包缝机的安全性能。
第十八条包缝机发生事故后,企业应立即进行事故调查,找出事故原因,并采取相应的措施进行处理,以避免类似事故再次发生。
GK35缝包机控制器使用说明
接线说明 版本DCGK35.18
选择工作模式
按住"+"键上电
屏幕显示"F0"为工作方式1,单传感器工作模式;
屏幕显示"F1"为工作方式2,双传感器工作模式;
屏幕显示"F2"为工作方式3,单传感器工作模式;
按住"+"键调整工作模式,按住"-"键返回主界面
停电机后延时切线时间调整
按住"-"键上电:屏幕显示"tX",按住"+"键调整参数,按住"-"键返回主界面
延时时间关系如下表:
工作模式说明
在工作模式1下,当A 传感器有效后 → 启动电机 → A 传感器无效后,“P 延时”,再次判断A 传感器,如果无效,则停电机 → 延时“tX ”时间启动剪线动作,否则继续保持缝包动作。
在工作模式2下,当A 传感器有效后 → 启动电机 → B 传感器有效 → B 传感器无效后,“P 延时”,再次判断B 传感器,如果无效,则停电机 → 启动剪线动作,否则继续保持缝包动作。
接口标识 说 明
1 OUT3(切线电磁阀) NPN 输出
2 24V (仪表输出)
3 传感器B NPN 输入
4 传感器A NPN 输入
5 0V
6 继电器1脚/接触器A1脚
7 继电器2脚/接触器A2脚
8 OUT1(加油电磁阀)NPN 输出
9 24V(仪表输出) 12 外接~380V (A) 14 外接~380V (B) 设定 延时时间
t0 0ms t1 200ms t2 400ms t3 600ms
t4 800ms
t5 1000ms
在工作模式3下,当A传感器有效后→启动电机并启动“E定时”→定时时间到→判断A 传感器,如果无效,则停电机→延时“tX”时间启动剪线动作,否则继续保持缝包动作。
注:“tX”为0时,停电机后直接启动剪线动作。
P延时时间调整
在工作模式1或者工作模式2下,控制器工作状态时,按"+"或"-"按键,进入"P延时"时间调整界面,一共设置41个档位,按"+"或"-"按键调整延时时间。
延时时间关系如下表:
工作模式1 工作模式2
设定延时时间设定延时时间
P00 200ms P00 10ms
P01 250ms P01 30ms
P02 300ms P02 50ms
...... ..... ..... .....
P40 2200ms P40 810ms 选择好档位后2S无动作,返回主界面。
E延时时间调整
在工作模式3下,控制器工作状态时,按"+"或"-"按键,进入"E定时"时间调整界面,一共设置201个档位,按"+"或"-"按键调整定时时间。
定时时间关系如下表:
工作模式3
设定定时时间设定定时时间
E00.0 200ms E05.0 5200ms
E00.1 300ms E10.0 10.2s
E00.2 400ms E15.0 15.2s
...... ..... ..... .....
E01.0 1200ms E20.0 20.2s 选择好档位后2S无动作,返回主界面。
选配功能(默认版本不带有此功能)
C加油次数选择(即,缝包C次启动一次加油电磁阀加油2秒):
按住"清零"键上电,进入"C定时"时间调整界面,出现: C XX
按"+"或"-"按键,调整加油缝包数量。
缝包XX次加油1次,设置范围为1-999。
默认出厂显示:C100,即(缝包100次加油1次)
注:调整界面,长按"+"或"-"按键可以快速调整数字。