注塑件结构工艺性.
- 格式:ppt
- 大小:1.74 MB
- 文档页数:31
注塑设计注意要点:1、利用注塑工艺生产产品时,由于塑料在模腔中的不均匀冷却和不均匀收缩以及产品结构设计的不合理,容易引起产品的各种缺陷:缩印、熔接痕、气孔、变形、拉毛、顶伤、飞边。
2、为得到高质量的注塑产品,我们必须在设计产品时充分考虑其结构工艺性,下面结合注塑产品的主要结构特点分析避免注塑缺陷的方法。
(1)开模方向和分型线每个注塑产品在开始设计时首先要确定其开模方向和分型线,以保证尽可能减少抽芯机构和消除分型线对外观的影响。
1)、开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。
2)、例如:保险杠的开模方向一般为车身坐标χ方向,如果开模方向设计成与χ轴不一致,则必须在产品图中注明其夹角。
3)、开模方向确定后,可选择适当的分型线,以改善外观及性能。
(2)脱模斜度1)、适当的脱模斜度可避免产品拉毛。
光滑表面的脱模斜度应大于0.5度,细皮纹表面大于1度,粗皮纹表面大于1.5度。
2)、适当的脱模斜度可避免产品顶伤。
3)、深腔结构产品设计时外表面斜度要求小于内表面斜度,以保证注塑时模具型芯不偏位,得到均匀的产品壁厚,并保证产品开口部位的材料密度强度。
(3)产品壁厚1)、各种塑料均有一定的壁厚范围,一般0.5~4mm,当壁厚超过4mm时,将引起冷却时间过长,产生缩印等问题,应考虑改变产品结构。
2)、壁厚不均会引起表面缩印。
3)、壁厚不均会引起气孔和熔接痕。
(4)加强筋1)、加强筋的合理应用,可增加产品刚性,减少变形。
2)、加强筋的厚度必须小于产品壁厚的1/3,否则引起表面缩印。
3)、加强筋的单面斜度应大于1.5°,以避免顶伤。
1)、圆角太小可能引起产品应力集中,导致产品开裂。
2)、圆角太小可能引起模具型腔应力集中,导致型腔开裂。
3)、设置合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。
4)、不同的圆角可能会引起分型线的移动,应结合实际情况选择不同的圆角或清角。
注塑件设计要点利用注塑工艺生产产品时,由于塑料在模腔中的不均匀冷却和不均匀收缩以及产品结构设计的不合理,容易引起产品的各种缺陷:缩印、熔接痕、气孔、变形、拉毛、顶伤、飞边。
为得到高质量的注塑产品,我们必须在设计产品时充分考虑其结构工艺性,下面结合注塑产品的主要结构特点分析避免注塑缺陷的方法。
2.1 开模方向和分型线每个注塑产品在开始设计时首先要确定其开模方向和分型线,以保证尽可能减少抽芯机构和消除分型线对外观的影响。
2.1.1 开模方向确定后,产品的加强筋、卡扣、击起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。
2.1.2 例如:保险杠的开模方向一般为车身坐标χ方向,如果开模方向设计成与χ轴不一致,则必须在产品图中注明其夹角。
2.1.3 开模方向确定后,可选择适当的分型线,以改善外观及性能。
2〃2 脱模斜度2.2.1 适当的脱模斜度可避免产品拉毛。
光滑表面的脱模斜度应大于0.5度,细皮纹表面大于1度,粗皮纹表面大于1.5度。
2.2.2 适当的脱模斜度可避免产品顶伤。
2.2.3 深腔结构产品设计时外表面斜度要求小于内表面斜度,以保证注塑时模具型芯不偏位,得到均匀的产品壁厚,并保证产品开口部位的材料密度强度。
2.3 产品壁厚2.3.1 各种塑料均有一定的壁厚范围,一般0.5~4mm,当壁厚超过4mm时,将引起冷却时间过长,产生缩印等问题,应考虑改变产品结构。
2.3.2 壁厚不均会引起表面缩印。
2.3.3 壁厚不均会引起气孔和熔接痕。
2.4 加强筋2.4.1 加强筋的合理应用,可增加产品刚性,减少变形。
2.4.2 加强筋的厚度必须小于产品壁厚的1/3,否则引起表面缩印。
2.4.3 加强筋的单面斜度应大于1.5°,以避免顶伤。
2.5圆角2.5.1 圆角太小可能引起产品应力集中,导致产品开裂。
2.5.2 圆角太小可能引起模具型腔应力集中,导致型腔开裂。
2.5.3 设置合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。
水杯的塑件结构工艺性分析
针对水杯的塑件结构,其工艺性分析主要包括以下几个方面:
1.材料选择:水杯塑料件的材料选择对工艺性影响很大,要考虑其熔体流动性、热稳定性、耐久性等特性。
通常选择聚乙烯、聚丙烯、ABS、PVC等塑料材料。
2.模具设计:水杯塑件的模具设计要考虑到结构复杂程度、尺寸精度、成型效率等因素,以确保生产出的产品具有稳定的尺寸和质量。
同时,设计时还要注重模仁布置、冷却系统等工艺细节。
3.注塑工艺:注塑工艺参数包括模温、射出速度、射出压力、保压时间等。
不同的塑料材料和产品要求会对这些参数产生影响,需要根据实际情况进行调整以保证质量和速度。
4.后处理工艺:水杯塑件在成型后需要进行后处理,包括精修、气孔处理、油漆喷涂等环节。
这些工艺都需要有相应的技能和经验,对于成品质量和外观效果的影响也很大。
总之,对于水杯塑件结构工艺性的分析需要综合考虑材料、模具设计、注塑工艺和后处理等多个方面。
这些因素的优化与协调可以大大提高产品的生产效率和质量,降低不良率和生产成本。
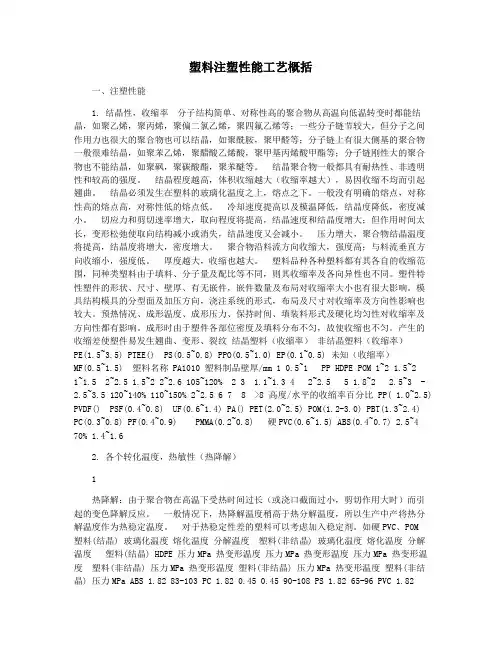
塑料注塑性能工艺概括一、注塑性能1. 结晶性,收缩率分子结构简单、对称性高的聚合物从高温向低温转变时都能结晶,如聚乙烯,聚丙烯,聚偏二氯乙烯,聚四氟乙烯等;一些分子链节较大,但分子之间作用力也很大的聚合物也可以结晶,如聚酰胺,聚甲醛等;分子链上有很大侧基的聚合物一般很难结晶,如聚苯乙烯,聚醋酸乙烯酸,聚甲基丙烯酸甲酯等;分子链刚性大的聚合物也不能结晶,如聚砜,聚碳酸酯,聚苯醚等。
结晶聚合物一般都具有耐热性、非透明性和较高的强度。
结晶程度越高,体积收缩越大(收缩率越大),易因收缩不均而引起翘曲。
结晶必须发生在塑料的玻璃化温度之上,熔点之下。
一般没有明确的熔点,对称性高的熔点高,对称性低的熔点低。
冷却速度提高以及模温降低,结晶度降低,密度减小。
切应力和剪切速率增大,取向程度将提高,结晶速度和结晶度增大;但作用时间太长,变形松弛使取向结构减小或消失,结晶速度又会减小。
压力增大,聚合物结晶温度将提高,结晶度将增大,密度增大。
聚合物沿料流方向收缩大,强度高;与料流垂直方向收缩小,强度低。
厚度越大,收缩也越大。
塑料品种各种塑料都有其各自的收缩范围,同种类塑料由于填料、分子量及配比等不同,则其收缩率及各向异性也不同。
塑件特性塑件的形状、尺寸、壁厚、有无嵌件,嵌件数量及布局对收缩率大小也有很大影响。
模具结构模具的分型面及加压方向,浇注系统的形式,布局及尺寸对收缩率及方向性影响也较大。
预热情况、成形温度、成形压力、保持时间、填装料形式及硬化均匀性对收缩率及方向性都有影响。
成形时由于塑件各部位密度及填料分布不匀,故使收缩也不匀。
产生的收缩差使塑件易发生翘曲、变形、裂纹结晶塑料(收缩率)非结晶塑料(收缩率)PE(1.5~3.5) PTEE() PS(0.5~0.8) PPO(0.5~1.0) EP(0.1~0.5) 未知(收缩率)MF(0.5~1.5) 塑料名称 PA1010 塑料制品壁厚/mm 1 0.5~1 PP HDPE POM 1~2 1.5~21~1.5 2~2.5 1.5~2 2~2.6 105~120% 2 3 1.1~1.3 4 2~2.5 5 1.8~2 2.5~3 - 2.5~3.5 120~140% 110~150% 2~2.5 6 7 8 >8 高度/水平的收缩率百分比 PP( 1.0~2.5) PVDF() PSF(0.4~0.8) UF(0.6~1.4) PA() PET(2.0~2.5) POM(1.2-3.0) PBT(1.3~2.4) PC(0.3~0.8) PF(0.4~0.9) PMMA(0.2~0.8) 硬PVC(0.6~1.5) ABS(0.4~0.7) 2.5~4 70% 1.4~1.62. 各个转化温度,热敏性(热降解)1热降解:由于聚合物在高温下受热时间过长(或浇口截面过小,剪切作用大时)而引起的变色降解反应。
塑件结构工艺性分析一、材料选用塑料是目前广泛应用于各行各业的一种材料,其在结构设计中的应用也越来越广泛。
材料的选择对塑件的结构工艺性有着重要影响。
首先,要考虑塑件的使用环境和功能要求。
例如,如果塑件需要承受较大的载荷和压力,就需要选择具有较高强度和刚度的材料。
如果塑件需要抗紫外线或耐高温,就需要选择具有耐候性或耐高温性能的材料。
其次,要考虑材料的加工性能。
不同的塑料在加工过程中有着不同的性能,如流动性、收缩率、熔体粘度等。
这些性能会直接影响到塑件的成型效果和尺寸稳定性。
最后,要考虑成本和可持续发展。
选择成本较低且可回收再利用的材料有助于降低生产成本和减少环境污染。
二、结构设计塑件的结构设计要考虑到材料的特性和加工工艺的要求,以确保塑件在生产加工过程中能够顺利进行。
首先,要合理设计塑件的形状和尺寸。
过于复杂的形状和过小的尺寸会增加成型难度,导致成型效果不佳。
同时,还应保证塑件的结构设计符合模具的规范要求,以便于模具的设计和制造。
其次,要考虑到塑件的组装和装配工艺。
例如,对于需要进行拼装的塑件,要确保其接口的设计合理,以便于拼装完成后的塑件具有足够的稳定性和可靠性。
最后,还应考虑到塑件的成型和冷却等工艺要求。
合理设计成型孔、冷却孔和浇口等结构,有利于塑件的快速成型和降低成型过程中的内应力,从而提高产品质量和生产效率。
三、加工工艺塑件的加工工艺包括模具设计、塑料注射成型、相关配套工艺等,其中模具设计是塑件结构工艺性的重要环节。
首先,模具的设计和制造要符合塑件的结构设计要求。
模具的结构应简单、密封性好、易于脱模,以便于塑件的成型和脱模。
其次,要根据不同材料的特性确定合适的注射工艺参数。
不同材料的熔体粘度和流动性不同,因此注射温度、注射压力和注射时间等参数需要进行合理调整,以确保塑件的成型效果和尺寸稳定性。
最后,要对塑件进行后续处理。
例如,塑料件常常需要进行去毛刺、修边、抛光、喷涂等处理,以提高产品的表面质量和装饰效果。

表JX—2淮海技师学院教案编号:SHJD—508—14 版本号:A/0 流水号:课题:塑料制品的结构工艺性 (四)教学重点:塑料制件的工艺性分析教学难点:塑料制件的结构工艺性与模具设计的关系授课方法:讲解认知教学参考及教具(含电教设备):多媒体教学后记:板 书 设 计注:要求以一块黑板的版面来进行板书设计塑料制件的结构工艺性(4)【组织教学】 【回顾旧课】1、塑件的加强肋、支承面、圆角如何设计?2、塑件的花纹、标记、符号及文字如何设计? 引言:塑料制件由于使用要求的不同,其种类繁多、形状各异,而塑料注塑成型工艺条件、注射成型设备与注射成型模具却有一定的规范要求的。
制件的结构工艺性能,是指塑料制件成型生产时对模具结构、成型工艺的适应程度。
塑料制件结构工艺性能的合理与否主要取决于制件设计。
塑料制件结构工艺性合理,即可使成型工艺稳定,保证制件质量,提高生产效率,又可使模具结构简单化,降低模具设计与制造成本。
因此,在设计制件时应充分考虑其结构工艺性能。
新课讲解:一、塑料的螺纹和齿轮 (一)螺纹 设计原则: (二)齿轮二、带嵌件的塑料制品的设计 (一)嵌件的用途 (二)嵌件的种类(三)带嵌件的塑料制品的设计要点及要注意的问题 【课后小结】1、塑件的螺纹和齿轮的设计2、带嵌件的塑料制品的设计 【练习与作业】1、塑件的螺纹和齿轮如何设计?2、带嵌件的塑料制品如何设计?教案纸教学过程学生活动学时分配塑料制件的结构工艺性(4)【组织教学】【回顾旧课】1、塑件的加强肋、支承面、圆角如何设计?2、塑件的花纹、标记、符号及文字如何设计?引言:塑料制件由于使用要求的不同,其种类繁多、形状各异,而塑料注塑成型工艺条件、注射成型设备与注射成型模具却有一定的规范要求的。
制件的结构工艺性能,是指塑料制件成型生产时对模具结构、成型工艺的适应程度。
塑料制件结构工艺性能的合理与否主要取决于制件设计。
塑料制件结构工艺性合理,即可使成型工艺稳定,保证制件质量,提高生产效率,又可使模具结构简单化,降低模具设计与制造成本。
一、原始材料分析1.1塑件工艺性分析饮水机水嘴采用ABS材料,壁厚较厚,故注塑压力应采用70-100mpa,由于是多型腔模,点浇口能均衡各型腔的进料速度。
同时由于点浇口小可以提高注射速率,所以选择点浇口。
由于水嘴有侧凹所以需要侧抽机构。
成型材料性能分析1.2ABS的一般性能1.热塑性材料2外观为不透明呈象牙色颗粒,无毒无味,吸水率低制品可制成各种颜色,表面光泽度高。
3好的易加工性4低蠕变性和优异的尺寸稳定性。
5非结晶无定形聚合物,无明显熔点。
6化学稳定性好,对酸碱盐等一般有机溶剂都很稳定。
7有良好的力学性能,抗冲击性强,耐磨。
8粘度高,流动性差,收缩率为0.4-0.6%成型压力密度1.05g/cm³9熔融温度195-140,成型模温38-93.1.3材料成型性能及条件[1]吸水率极低有良好的阻湿性,成型前省去干燥工序。
熔体粘度随温度升高而降低成型加工温度范围大,成型加工性能极好。
ABS塑料的成型条件二、注塑机选择2.1塑件体积及质量计算单个塑件;体积v=6.83cm³质量m=7.717g两个塑件加浇注系统;总体积V∁∁两个塑件及浇注系统;总体积V=1.6*2*6.83=21.856 cm³质量M=1.6*2*7.717=24.694g塑件在分型面上的投影面积为284cm²所以总面积为2.7*284=766.8 cm²锁模力计算取模腔压力P=70mpa锁模力为F=70*766.8=53676N由于ABS是无定形材料故注射系数α=0.85G>=24.694/0.85=29.052g V>=21.856/0.85=25.723cm³F>=53676/0.85=63148.235N2.2注塑机的选择[1]查表注塑机选取XS-ZY125三、注塑模的结构设计经过分析塑件采用点浇口进料形式,所以采用三板式。
这个模具的结构设计主要包括确定型腔数目、排布、分型面、浇注系统成型零件、脱模机构、导向机构、排气机构等设计。
塑件的结构工艺性塑件的结构工艺性是指塑件设计的结构是否符合塑料制品加工的工艺要求。
塑料制品加工过程中,考虑到成型性、冷却性、顶出性、模具等因素,设计人员需要合理地设计塑料制品的结构,以提高制品的质量和生产效率。
首先,塑件的结构应具备成型性。
成型性是指塑料在加热融化后能够在模具中形成所需形状的能力。
因此,设计人员应根据塑料材料的特性,合理选择塑胶制品的结构形式,避免在注塑过程中发生热分解、气泡和熔接线等缺陷。
其次,塑件的结构应具备良好的冷却性。
冷却性是指在塑料制品注塑过程中,塑料材料能够迅速冷却并固化。
设计人员应考虑到塑胶制品的结构形状、壁厚以及冷却系统的设置等因素,以确保塑料制品在注塑过程中能够均匀地冷却,避免出现变形和缩水等问题。
此外,塑件的结构应具备良好的顶出性。
顶出性是指塑胶制品在顶出系统的作用下,能够顺利地从模具中取出。
设计人员应注意到塑料制品的结构形状和顶出系统的设计,避免塑件在顶出过程中出现变形、折断和卡死等情况。
最后,塑件的结构应考虑到模具的制造和使用。
模具的制造和使用对塑料制品的质量和生产效率有着重要的影响。
设计人员应根据塑料制品的结构形状、尺寸和要求,合理设计模具的结构和尺寸,以便于模具的制造和使用,提高模具的寿命和生产效率。
总之,塑件的结构工艺性是塑料制品设计中需要考虑的重要因素之一。
设计人员应根据塑料材料的特性和加工工艺要求,合理设计塑料制品的结构,以提高制品的质量和生产效率。
同时,设计人员还应注意到成型性、冷却性、顶出性和模具等因素对塑料制品的影响,以确保塑料制品能够顺利地生产并符合质量要求。
塑料制品在现代工业生产中得到了广泛的应用,其轻便、耐用、成本低廉的特点使得塑料制品成为替代传统材料的理想选择。
然而,要确保塑料制品的质量和生产效率,需要充分考虑塑件的结构工艺性。
下面将继续探讨塑件的结构工艺性的相关内容。
首先,塑件的结构形式对于成型性的影响非常重要。
不同的塑件形式对于塑料材料的流动和填充具有不同的要求。