推荐-72塑件的结构工艺性 精品
- 格式:ppt
- 大小:1.35 MB
- 文档页数:5

0 电位器盒注塑模具设计声明本人所呈交的电位器盒模具设计,是我在指导教师的指导和查阅相关著作下独立进行分析研究所取得的成果。
除文中已经注明引用的内容外,本论文不包含其他个人已经发表或撰写过的研究成果。
对本文的研究做出重要贡献的个人和集体,均已在文中作了明确说明并表示谢意。
作者签名:日期: 2014年3月20日摘要本课题是针对企业生产的普通电位器盒的模具加工设计,通过对产品的结构、形状和材料的分析,最终设计出能投入生产的一副简单的注塑模具。
本课题首先是从产品的结构分析出发,然后设计模具浇注系统、分型面、模具成型工艺系统、推出系统和冷却排气系统,同时并简单的编制了模具的加工工艺。
本课题最主要任务就是设计出满足产品要求的一副注塑模具,来实现该产品自动化大批量地生产。
希望通过全部的设计过程来说明该注塑模具是有可行性的并且是满足该产品的所有加工质量要求的。
【关键词】:注塑模具产品结构产品要求目录引言 (1)一、塑件成型设备 (2)(一)成型设备校核 (2)二、塑件成型工艺分析 (2)(一)塑件产品成型特征 (2)(二)塑件的结构工艺性 (3)三、分型面和浇注系统的设计 (4)(一)分型面的设计 (4)(二)浇注系统的设计 (5)四、成型零件结构的设计 (7)(一)型腔结构设计 (7)(二)型芯结构设计 (8)五、导向机构与推出机构的结构设计 (8)(一)导向机构 (9)(二)推出机构 (9)六、冷却机构与排气系统的设计 (9)(一)冷却机构 (9)(二)排气系统 (10)七、开模合模过程 (10)八、模具装配图..................................................................................................,,,,,,,,,,,,,,,,,,,,.11 总结. (12)参考文献 (13)谢词 (14)引言塑料制品的许多优良特点是不言而喻的,所以也被广泛地应用。
塑料成型工艺及塑料制件的结构工艺性塑料成型工艺主要有注塑成型、挤塑成型、吹塑成型、压塑成型等。
注塑成型是通过在注塑机加热并熔化塑料,然后通过射出装置将熔化塑料注入模具腔中,随后冷却硬化成型的方法。
这是最常用、最广泛应用的塑料加工方法之一、挤塑成型是通过从挤出机中将熔化后的塑料挤出成型,逐步冷却硬化的方法。
吹塑成型是通过将熔化的塑料吹入膨胀的模具腔中,并通过高压气体使其充分膨胀,最终形成所需的形状。
压塑成型是通过将熔化后的塑料放入模具中,并施加一定的压力,使其在模具中充分流动并冷却硬化。
在进行塑料制件的结构设计时,首先要考虑制品的功能要求和使用要求。
基于这些要求,需要选择适合的塑料材料,并设计合适的结构形式和尺寸。
在设计结构时,需要考虑制品的强度、刚度、韧度、耐热性、耐候性等性能要求,并选择合适的结构形式来满足这些要求。
例如,对于要求强度和刚度较高的制品,可以采用加强筋、壁厚增加等方法来增强结构的强度和刚度。
对于要求耐热性较高的制品,可以采用具有较高耐热性的塑料材料,或者采用增加空气孔洞、降低制品厚度等方法来改善结构的耐热性。
在制造过程中,还需要考虑塑料制件的工艺性。
工艺性是指在制造过程中,塑料制件的形状和尺寸的复杂程度,以及制造工艺的难易程度。
一般来说,制造过程中,塑料制件的形状和尺寸越简单,工艺性越好;相反,形状和尺寸越复杂,工艺性越差。
因此,在进行结构设计时,需要尽量简化制品的形状和尺寸,减少材料的浪费,并提高制造的效率和质量。
此外,还需要考虑到塑料的收缩性和变形性。
塑料在冷却过程中会发生收缩,导致制品的尺寸变小。
因此,在设计结构时,需要根据塑料材料的收缩性进行适当的补偿,以保证制品的尺寸符合要求。
在制造过程中,还需要考虑到塑料的变形性,避免塑料制件在制造过程中因为受到应力而产生变形。
总之,塑料成型工艺及塑料制件的结构工艺性是塑料制品生产过程中不可忽视的重要因素。
通过合理选择成型工艺和进行结构设计,可以有效地提高制品的质量,降低成本,满足用户需求。
表JX—2淮海技师学院教案编号:SHJD—508—14 版本号:A/0 流水号:课题:塑料制品的结构工艺性 (三)教学重点:塑料制件的工艺性分析教学难点:塑料制件的结构工艺性与模具设计的关系授课方法:讲解认知教学参考及教具(含电教设备):多媒体教学后记:板书设计塑料制件的结构工艺性(3)【组织教学】【回顾旧课】1、塑件的形状如何设计?2、塑件的壁厚如何设计?3、什么是脱模斜度?如何设计?引言:塑料制件由于使用要求的不同,其种类繁多、形状各异,而塑料注塑成型工艺条件、注射成型设备与注射成型模具却有一定的规范要求的。
制件的结构工艺性能,是指塑料制件成型生产时对模具结构、成型工艺的适应程度。
塑料制件结构工艺性能的合理与否主要取决于制件设计。
塑料制件结构工艺性合理,即可使成型工艺稳定,保证制件质量,提高生产效率,又可使模具结构简单化,降低模具设计与制造成本。
因此,在设计制件时应充分考虑其结构工艺性能。
新课讲解:(一)塑料制品的加强肋1、目的:增加塑料制品的强度和刚度。
2、设计原则(二)塑料制品的支承面1、设计原则:(三)塑料制品的圆角(四)塑料制品上孔的设计(五)塑料制品的花纹、标记、符号及文字【课后小结】1、塑件的加强肋、支承面、圆角、孔的设计2、塑料制品的花纹、标记、符号及文字【练习与作业】1、塑件的加强肋、支承面、圆角如何设计?2、塑件的花纹、标记、符号及文字如何设计?注:要求以一块黑板的版面来进行板书设计教案纸教学过程学生活动学时分配塑料制件的结构工艺性(3)【组织教学】【回顾旧课】1、塑件的形状如何设计?2、塑件的壁厚如何设计?3、什么是脱模斜度?如何设计?引言:塑料制件由于使用要求的不同,其种类繁多、形状各异,而塑料注塑成型工艺条件、注射成型设备与注射成型模具却有一定的规范要求的。
制件的结构工艺性能,是指塑料制件成型生产时对模具结构、成型工艺的适应程度。
塑料制件结构工艺性能的合理与否主要取决于制件设计。
塑件结构工艺性分析一、材料选用塑料是目前广泛应用于各行各业的一种材料,其在结构设计中的应用也越来越广泛。
材料的选择对塑件的结构工艺性有着重要影响。
首先,要考虑塑件的使用环境和功能要求。
例如,如果塑件需要承受较大的载荷和压力,就需要选择具有较高强度和刚度的材料。
如果塑件需要抗紫外线或耐高温,就需要选择具有耐候性或耐高温性能的材料。
其次,要考虑材料的加工性能。
不同的塑料在加工过程中有着不同的性能,如流动性、收缩率、熔体粘度等。
这些性能会直接影响到塑件的成型效果和尺寸稳定性。
最后,要考虑成本和可持续发展。
选择成本较低且可回收再利用的材料有助于降低生产成本和减少环境污染。
二、结构设计塑件的结构设计要考虑到材料的特性和加工工艺的要求,以确保塑件在生产加工过程中能够顺利进行。
首先,要合理设计塑件的形状和尺寸。
过于复杂的形状和过小的尺寸会增加成型难度,导致成型效果不佳。
同时,还应保证塑件的结构设计符合模具的规范要求,以便于模具的设计和制造。
其次,要考虑到塑件的组装和装配工艺。
例如,对于需要进行拼装的塑件,要确保其接口的设计合理,以便于拼装完成后的塑件具有足够的稳定性和可靠性。
最后,还应考虑到塑件的成型和冷却等工艺要求。
合理设计成型孔、冷却孔和浇口等结构,有利于塑件的快速成型和降低成型过程中的内应力,从而提高产品质量和生产效率。
三、加工工艺塑件的加工工艺包括模具设计、塑料注射成型、相关配套工艺等,其中模具设计是塑件结构工艺性的重要环节。
首先,模具的设计和制造要符合塑件的结构设计要求。
模具的结构应简单、密封性好、易于脱模,以便于塑件的成型和脱模。
其次,要根据不同材料的特性确定合适的注射工艺参数。
不同材料的熔体粘度和流动性不同,因此注射温度、注射压力和注射时间等参数需要进行合理调整,以确保塑件的成型效果和尺寸稳定性。
最后,要对塑件进行后续处理。
例如,塑料件常常需要进行去毛刺、修边、抛光、喷涂等处理,以提高产品的表面质量和装饰效果。
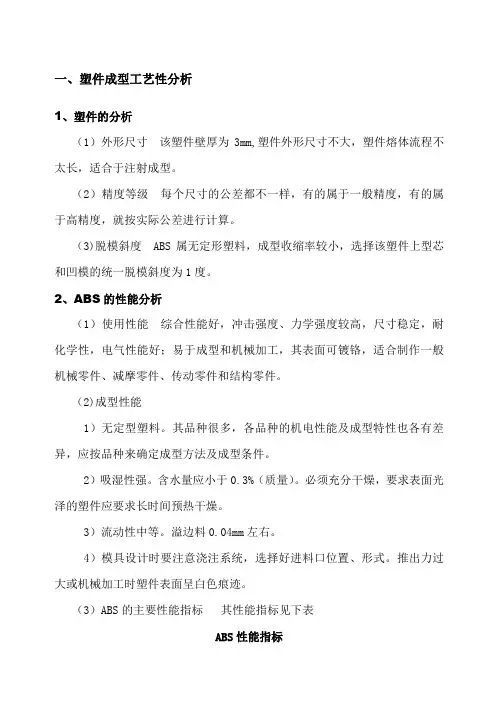
一、塑件成型工艺性分析1、塑件的分析(1)外形尺寸该塑件壁厚为3mm,塑件外形尺寸不大,塑件熔体流程不太长,适合于注射成型。
(2)精度等级每个尺寸的公差都不一样,有的属于一般精度,有的属于高精度,就按实际公差进行计算。
(3)脱模斜度 ABS属无定形塑料,成型收缩率较小,选择该塑件上型芯和凹模的统一脱模斜度为1度。
2、ABS的性能分析(1)使用性能综合性能好,冲击强度、力学强度较高,尺寸稳定,耐化学性,电气性能好;易于成型和机械加工,其表面可镀铬,适合制作一般机械零件、减摩零件、传动零件和结构零件。
(2)成型性能1)无定型塑料。
其品种很多,各品种的机电性能及成型特性也各有差异,应按品种来确定成型方法及成型条件。
2)吸湿性强。
含水量应小于0.3%(质量)。
必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥。
3)流动性中等。
溢边料0.04mm左右。
4)模具设计时要注意浇注系统,选择好进料口位置、形式。
推出力过大或机械加工时塑件表面呈白色痕迹。
(3)ABS的主要性能指标其性能指标见下表ABS性能指标密度/g ·3cm 1.02~1.08 屈服强度/MPa 50 比体积/13-∙g cm0.86~0.96 拉伸强度/MPa 38 吸水率(%) 0.2~0.4 拉伸弹性模量/MPa 1.4×310熔点/C ο 130~160 抗弯强度/MPa 80 计算收缩率(%) 0.4~0.7 抗压强度/MPa 53 比热熔/1)(-∙∙C kg J ο1470弯曲弹性模量/MPa1.4310⨯3、ABS 的注射成型过程及工艺参数 (1)注射成型过程1)成型前的准备。
对ABS 的色泽、粒度和均匀度等进行检验,由于ABS 吸水性较大,成型前应进行充分的干燥。
2)注射过程。
塑件在注射机料和筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可分为充模、压实、保压、倒流和冷却五个阶段。
塑料件结构与工艺技术规范塑料件是指通过注塑成型工艺制造而成的零部件,广泛应用于各个领域。
为了确保塑料件的质量和使用效果,需要遵守一些结构与工艺技术规范。
一、结构规范1.设计原则:塑料件的设计应符合功能要求,结构合理,外观美观。
要考虑其功能和使用环境,保证其正常使用。
2.壁厚:塑料件的壁厚应均匀一致。
过薄的壁厚容易造成塑料件弱化,过厚会增加成本。
一般塑料件壁厚应大于1.5mm。
3.圆角:塑料件的棱角应尽量设计为圆角,避免尖锐的棱角。
圆角能够提高塑料件的抗应力能力,降低应力集中。
4.挤出方向:塑料件的设计应尽量使挤出道与塑料件的形状一致,避免挤出压力不均匀。
5.尺寸公差:塑料件的尺寸公差应符合设计要求和生产工艺的可行性。
加工和装配时要考虑到公差的配合要求。
1.原材料选择:应根据产品的使用环境和工艺要求选择合适的塑料原材料。
要考虑材料的强度、耐热性、耐化学腐蚀性等性能,确保塑料件的质量。
2.模具设计:模具设计是塑料件成型的重要环节,应合理设计模具结构,使得塑料件成型均匀,避免缺陷和变形。
3.注塑工艺:注塑工艺决定了塑料件的成型质量。
注塑机的温度、压力、速度等参数要根据具体材料和产品要求进行调整,确保塑料件的内部结构紧密、表面光滑。
4.冷却系统:注塑过程中,冷却系统起到冷却和固化塑料的作用。
冷却系统的设计合理与否会对产品的质量产生较大影响。
要保证塑料件在注塑模具中的冷却均匀,避免产生应力和缺陷。
5.后续处理:塑料件成型后,可能需要进行后续处理。
如去除滞留料、修剪余料、打磨光洁等。
这些处理也需要遵循相应的工艺规范,以确保最终产品的质量。
三、质量检测与控制1.外观检验:对成型后的塑料件要进行外观检验,检查是否有缺陷、毛刺、色差等问题。
2.尺寸检验:对塑料件的尺寸要进行检测,确保尺寸与设计要求相符合。
3.物理性能测试:对塑料件进行物理性能测试,如拉伸强度、冲击强度、热变形温度、硬度等。
确保塑料件的性能符合要求。
塑件的结构工艺性塑件的结构工艺性是指塑件设计的结构是否符合塑料制品加工的工艺要求。
塑料制品加工过程中,考虑到成型性、冷却性、顶出性、模具等因素,设计人员需要合理地设计塑料制品的结构,以提高制品的质量和生产效率。
首先,塑件的结构应具备成型性。
成型性是指塑料在加热融化后能够在模具中形成所需形状的能力。
因此,设计人员应根据塑料材料的特性,合理选择塑胶制品的结构形式,避免在注塑过程中发生热分解、气泡和熔接线等缺陷。
其次,塑件的结构应具备良好的冷却性。
冷却性是指在塑料制品注塑过程中,塑料材料能够迅速冷却并固化。
设计人员应考虑到塑胶制品的结构形状、壁厚以及冷却系统的设置等因素,以确保塑料制品在注塑过程中能够均匀地冷却,避免出现变形和缩水等问题。
此外,塑件的结构应具备良好的顶出性。
顶出性是指塑胶制品在顶出系统的作用下,能够顺利地从模具中取出。
设计人员应注意到塑料制品的结构形状和顶出系统的设计,避免塑件在顶出过程中出现变形、折断和卡死等情况。
最后,塑件的结构应考虑到模具的制造和使用。
模具的制造和使用对塑料制品的质量和生产效率有着重要的影响。
设计人员应根据塑料制品的结构形状、尺寸和要求,合理设计模具的结构和尺寸,以便于模具的制造和使用,提高模具的寿命和生产效率。
总之,塑件的结构工艺性是塑料制品设计中需要考虑的重要因素之一。
设计人员应根据塑料材料的特性和加工工艺要求,合理设计塑料制品的结构,以提高制品的质量和生产效率。
同时,设计人员还应注意到成型性、冷却性、顶出性和模具等因素对塑料制品的影响,以确保塑料制品能够顺利地生产并符合质量要求。
塑料制品在现代工业生产中得到了广泛的应用,其轻便、耐用、成本低廉的特点使得塑料制品成为替代传统材料的理想选择。
然而,要确保塑料制品的质量和生产效率,需要充分考虑塑件的结构工艺性。
下面将继续探讨塑件的结构工艺性的相关内容。
首先,塑件的结构形式对于成型性的影响非常重要。
不同的塑件形式对于塑料材料的流动和填充具有不同的要求。