结晶器液面控制探析
- 格式:doc
- 大小:123.00 KB
- 文档页数:12
结晶器液位控制的方法有哪些
根据控制类型,结晶器液位的自动控制有三种方法:
流量型:控制进入结晶器的钢水流量,以保持液位稳定,即控制塞子或滑动喷嘴的开口,以控制钢水的流动。
速度型:控制拉拔速度,保持液位稳定。
这种方法喷溅较少,在小方坯上应用较多。
混合型:通过控制浇铸速度以保持液位并控制钢水流入结晶器来控制液位。
主要有以下几种控制算法:
常规PID控制以及PID基于的改进算法。
采用现代控制理论的算法,例例如基于零极点配置的液位控制策略、自校正控制器、预测控制、自适应控制等。
结晶器液位的智能控制主要包括模糊控制和专家系统,如PID控制与模糊控制相结合控制等。
结晶器液面自动控制系统功能的优化与创新发布时间:2021-08-24T15:08:46.500Z 来源:《工程管理前沿》2021年4月10期作者:全嵩[导读] 连铸机结晶器钢水液面进行自动控制,是连铸生产中的关键技术之一,它对于提高铸还的质量与产量,减少溢钢和漏钢事故,提高炼钢连铸的管理水平都非常重要的。
全嵩武钢有限炼钢厂湖北武汉 430081摘要:连铸机结晶器钢水液面进行自动控制,是连铸生产中的关键技术之一,它对于提高铸还的质量与产量,减少溢钢和漏钢事故,提高炼钢连铸的管理水平都非常重要的。
在结晶器钢水液面进行自动控制中,通过一系列创新与实践过程,为了实现钢水液面波动在±5mm 以内,消除皮下夹渣。
针对液位检测失败,建立自动校准功能;针对开浇失败故障,建立并完善自动开浇功能。
合理修改程序,保证运行可靠性提升控制自动化水平。
文章就结晶器液位控制系统优化创新,提升设备性能来满足工艺生产需求,带来更好的质量、更低的成本、更高的效率。
关键词:自动控制;自动校准;自动开浇企业面临前所未有的压力,只有不断加快技术进步,优化产品结构,生产出技术含量高、高附加值的产品,才能处于不败之地。
若要增产创效,必须提高连铸浇钢的自动化控制程度。
钢水浇入结晶器内,为了防止钢水溢出,钢水液面必须保持稳定,否则在浇铸过程中,钢水液面波动太大,会卷入渣子,在铸坯表面形成皮下夹渣,影响铸坯质量。
经验表明:钢水液面波动在±5mm以内,可消除皮下夹渣。
同时,结晶器液面波动﹥±5mm,铸坯表面纵裂发生率30﹪,这就是说,钢水液面的波动,直接影响到铸坯的表面质量。
所以结晶器钢水液位的稳定性是连续铸钢生产中至关重要的问题。
我厂液位控制系统运行稳定性时有波动,多次因为液位自动控制无法投入造成生产非计划中断,或因液面波动大造成产品质量异议,必须优化创新提高稳定性。
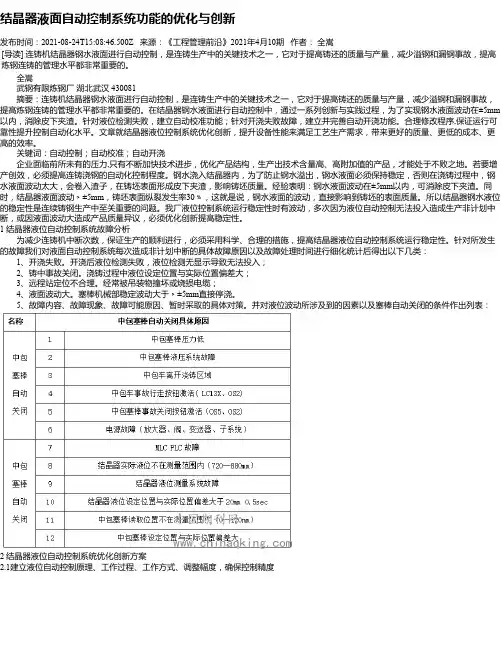
1 结晶器液位自动控制系统故障分析为减少连铸机中断次数,保证生产的顺利进行,必须采用科学、合理的措施,提高结晶器液位自动控制系统运行稳定性。
结 晶 器 液 面 自 动 控 制 系 统【摘要】:结晶器液面控制系统的应用,极大的降低了工人的劳动强度提高了生产效率,对改善铸坯表面质量起到了很大的作用。
本文结合我厂引进奥钢联结晶器液面控制系统的特点及现场使用情况将从系统的构成原理、检测方式、程序功能等方面作详细的论述。
关键词 PLC 可编程控制器 PID 调节 闪烁计数器 放射源一、前言钢水浇入到结晶器里,为了防止钢水溢出,钢水液面必须低于结晶器上口约70mm -100mm ,在浇注过程中,钢水面波动太大,会卷入渣子,在铸坯表面形成皮下夹渣,影响铸坯质量,经验指出,钢液面波动在±10mm 时,就可以避免产生皮下夹渣。
结晶器内钢液面的稳定性决定于中包浇入到结晶内的钢水量和从结晶器内拉出的铸坯量的平衡如果拉速一定时,结晶器钢液面升高,中包水口可关小些,钢液面降低,中包水口就可开大一些。
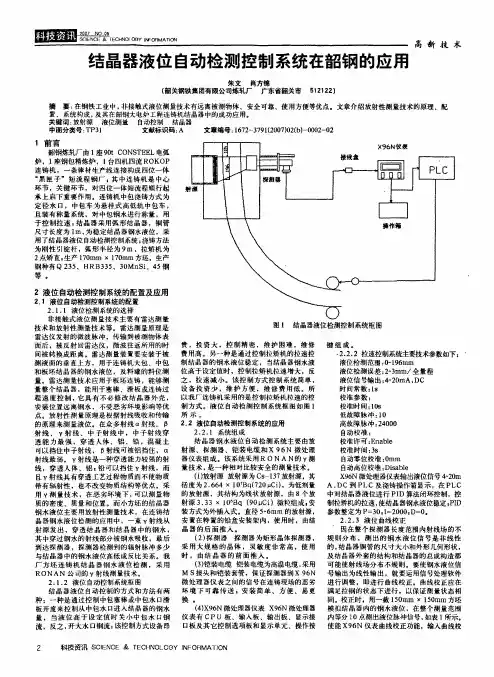
连铸机结晶器钢水液面自动控制是实现连铸设备自动化的关键环节,它测量结晶器内钢水液面的高度,通过液面调节系统输出随液面高度线性变化的电压及电流模拟量,来自动控制塞棒的进程,使结晶器内的钢水表面稳定地保持在预定的高度上,达到提高连铸机作业率的目的。
二、系统构成及工作原理1.结晶器内钢液面的测定我厂是采用Co-60控制系统,此系统包括辐射强度记数器,棒状Co-60放射源,及附属测量系统(如图1)。
Co-60放射源放置在结晶器的水冷套内上部某一点处,而此点应该恰是结晶器内钢液弯月面的高度。
Co-60所放射出的Υ射线在被钢、铅屏蔽时,辐射量要减少,利用这一性质,当Co-60放射源穿过钢水时,其放射强度要衰减。
放在结晶器对侧的计数器,记录了单位时间内穿过钢水的辐射粒子的数量,并计算出辐射强度的减少数量。
当钢水面高于控制上限时,则辐射强度减少量最大,这时辐射强度减少量就被转化成电信号,传给塞棒系统减少钢水流量,使钢液面下降至控制范围内。
同样,当钢液面下降至控制下限以下时,则辐射强度减小量最小,控制系统把该减少量转换成电信号,传给塞棒控制系统,增大钢水流量,使钢液面上升至控制范围内。
连铸结晶器液位控制原理与技术研究哎呀,这可是个不简单的题目啊!不过别担心,小助手我来帮你搞定这个连铸结晶器液位控制原理与技术研究的问题。
我们得了解一下连铸结晶器是什么吧?简单来说,它就是一种用于铸造金属的设备,可以让金属液体在一定条件下凝固成型。
而液位控制呢,就是指让这个金属液体保持在一个合适的高度,以便于铸造过程中的顺利进行。
那么,这个液位控制到底是怎么做到的呢?其实,原理还是挺简单的。
我们需要一个传感器来实时监测金属液体的高度。
这个传感器可以安装在结晶器的某个位置,通过感受金属液体的压力来判断其高度。
然后,我们把这些数据传输给控制系统,让控制系统来根据实际情况调整一些参数,比如说喷嘴的喷水量啊、冷却水的流量啊等等。
这样一来,金属液体的高度就能被保持在一个合适的范围内了。
当然了,这个过程可不是一帆风顺的。
有时候,金属液体的高度可能会因为各种原因发生变化,比如说温度变化、金属液体的流动等等。
这时候,我们就需要对控制系统进行调整,让它能够快速地应对这些变化。
这也是为什么说连铸结晶器液位控制原理与技术研究是一个非常有挑战性的课题的原因所在。
不过,尽管这个过程有时候会比较复杂,但是它对于整个铸造过程来说却是非常重要的。
如果液位控制不好的话,那么铸造出来的金属零件可能会存在一些质量问题,比如说内部缺陷、表面裂纹等等。
所以说,要想做好连铸结晶器液位控制原理与技术的研究,我们必须要认真对待每一个细节,不能有丝毫马虎。
好了,现在我们已经了解了连铸结晶器液位控制原理与技术的大致情况。
接下来,我们再来聊聊一些实际应用中的例子吧。
比如说,在汽车制造行业中,连铸结晶器液位控制技术可以被用来生产高品质的发动机缸体和曲轴等零部件;在航空航天领域中,这种技术则可以用来生产高强度、高韧性的航空材料等等。
总之呢,无论在哪个领域中,连铸结晶器液位控制技术都有着广泛的应用前景。
我想说的是,虽然连铸结晶器液位控制原理与技术研究看起来很复杂很高大上的样子,但是只要我们用心去学、用心去研究,就一定能够掌握它的精髓。
二、项目简介图1 塞棒和液面检测2.3 项目的立项背景2013年以来,邯宝公司炼钢厂随着品种钢产量的增加,结晶器液面波动时有发生,经统计,平均每月结晶器液面波动次数120多炉的钢水生产出铸坯必须经过处理才能使用,其中设备原因如塞棒传感器、液位传感器、扇形段位置传感器等造成的液面波动占40%;工艺原因如水口堵塞、吹氩不当、钢水成分等造成的液面波动占60%。
有时液面波动过大时造成连铸事故停浇每月2次左右,给厂的生产组织和成本带来很大冲击。
国与邯宝炼钢厂同类型连铸机的厂家大约有7-8家,它们厂的结晶器液面波动大多控制在±3mm以,其中包括超低碳钢生产;而邯宝炼钢厂结晶器液面波动大多控制在±5mm以就有些困难,尤其是低碳合金钢、超低碳钢生产时液面波动较大。
进入2014年5月份以来,两台连铸机多次出现结晶器液面波动大的状况,为此邯宝炼钢厂于2014年6月批准实施了《连铸机结晶器液位波动攻关课题》。
2.4技术方案的制定针对存在的诸多疑难问题,我们逐项提出了解决方案。
1)针对炼钢工艺原因引起的液位波动,我们主要从中包吹氩制度的优化、图2 吹氩不当引起的间歇性液面波动情况措施及处置方法:1)改进氩气连接密封方法首先确保气源充足,无漏气:开启氩气气源,把阀门开启最大并确认压力表有压力显示,检查氩气管路末端气流充足,用装有肥皂水的喷水壶检查SEN 机构上水口、机构氩封,确保无漏气;检查中间氩气管路和塞棒氩气管路,确保无漏气。
喷水壶检测管路是否漏气如图3:图3 喷水壶检查管路是否漏气2)检测中包上水口的透气性在浇注过程中,中包上水口透气性的好坏直接影响到中包上水口的吹氩效果,中包上水口吹氩是为了在水口壁四周形成均匀的氩气膜,以防止或减少夹杂物在水口壁附着,进而减少水口径的缩小和堵塞。
一旦上水口发生堵塞,塞棒控流就会发生波动,造成结晶器液面波动增大。
在中包上水口上线前,采用离线上水口透气检测装置对中包上水口透气性进行检查,对于中包上水口透气性检测良好(一方面要求检测装置背压在0.1-0.6bar围;另一方面还要用装有肥皂泡水的喷水壶对整个上水口壁进行检查,要求上水口壁四周气泡弥散均匀)的才能上线安装。
结晶器钢水液面检测方法汇总
发布时间:2008-12-12 16:21:46
结晶器钢水液面检测系统常用的方式有4种:射源型、涡流型、红外型、电磁型。
(1)射源型。
采用同位素射线源,利用闪烁晶体接收装置接收随钢水液面高度变化的射线,从而检测出液面高度。
Cs-137液面检测系统自1989年由国内镭目公司开发成功后,通过反复改进和应用,已推出了可快速拆装的第三代侧推式产品,安装简单,维护方便,控制稳定,检测精度达到±0.5mm,射源剂量低。
铯源型是一种应用最普遍的方法,方坯、圆坯、矩形坯、异形坯都可以采用,板坯连铸机为了实现自动开浇,也采用此方法。
(2)涡流型。
涡流传感器中的电磁信号在钢水表面产生涡电流,此涡电流在传感器线圈中产生感应信号,其大小随钢水表面到传感器的距离而变化。
适用于板坯、大断面的矩形坯。
将涡流传感器竖直悬架安装在结晶器铜管口的上方,并通压缩空气冷却。
不需对结晶器进行改造,因其受安装条件的限制,涡流型不能在小断面连铸机上应用。
(3)红外型。
适用于不加保护渣时的敞开浇注方式。
易受水汽、烟雾等影响,目前,这种方式很少采用。
(4)电磁型。
传感器安装于结晶器铜板上,感应面与铜板内表面齐平,传感器发射电磁信号并接收返回的涡电流,其强度与钢水液面成正比,其基本原理与涡流型相似,只是安装方式不一样(涡流型把传感器悬挂安装在结晶器上方,而电磁型将传感器安装在结晶器铜板上)。
适用于板坯及大断面矩形坯。
与涡流型相比,电磁型省去了每次更换中间包时须搬移传感器的操作过程,但其价格昂贵。
结晶器内钢液面的有效控制
(壹佰钢铁网推荐)结晶器内的液面控制可通过下列3个方面的有效控制来实现。
(1)中间包钢液的控制。
中间包钢液面控制的目的是稳定进入结晶器的钢水的流速,以实现结晶器钢液面的稳定。
中间包钢液面控制由中间包称重系统来实现,一般控制精度可达到与目标重量相差±0.5t。
(2)结晶器钢液面的控制。
结晶器钢液面的稳定控制由结晶器钢液面检测和塞杆控制来实现。
结晶器液面的检测有放射性检测和涡流式检测两种形式,前者控制精度较低,受保护渣影响较大,其控制精度为±3mm,一般在连铸开浇时使用;后者控制精度高,且不受保护渣的影响,控制精度为±2mm,一般在连浇过程中采用这种方式。
此外,塞杆移动的控制有液压和机电两种控制形式,前者的相应时间短、动作快,更适合薄板坯连铸。
(3)电磁制动技术。
电磁制动技术是对进入结晶器的钢水施加一个反向的作用力,以降低钢水下冲速度,从而达到去除夹杂物和控制弯月面波动的目的。
(壹佰钢铁网推荐)。
一.网络1.以太网液面自控PLC主要和铸流PLC及二级进行数据通讯。
分别通讯块如下:①液面自控与铸流PLC之间的数据传输在DB128数据。
通过看看门狗的变化了解通讯是否正常。
②液面自控与二级之间的数据通讯主要是液面自控发送信号给二级。
DB126为1#中包车数据。
DB226为2#中包车数据。
2.PROFIBUS网络通讯主要注意的是通过硬件在线方式监控远程站是否连接正常。
二.控制功能1.液面自控PLC的主要控制功能。
①液面自控PLC通过通讯方式读取液面自控仪表的相应数据,主要实际液面。
②操作共通过OS1悬挂操作箱上面选择开关设定一个实际的液位。
③CPU运算设定的液位和实际的液位的偏差调整塞棒的高度来控制中包车流入结晶器的钢水量的大小最终保持设定液位和实际液位一致。
例如当设定液位高于实际液位则塞棒上升。
④PLC输出一个4-20MA的信号控制一个比例阀的开度。
当4MA则比例阀是反向100开度。
20MA是正向100开度。
当阀开度是正向100的时候塞棒会以最大速度升到最高位置。
当阀开度是负向100的时候塞棒会最大速度降到最低位置。
⑤塞棒的液压缸安装有一个位置传感器传输4-20MA的信号给PLC告诉PLC塞棒的实际位置。
⑥CPU通过检测第3步运算出塞棒的设定位置和实际位置进行比较来调整比例阀的开度。
例如当设定塞棒位置高于实际塞棒位置则比例阀开度增加。
2.相关模式功能当中包车液面达到一定重量操作工按点动盒自动按钮这时模式开始自动。
开始3模式,当达到开始拉矫机液面时成4,过3秒后回到3模式,然后当达到设定液面时,几秒后回到2模式。
0 LEVEL1 MANU2 AUTO3 AUTOSTART4 START DRIVELEVER 模式指的是操作工通过压棒来手动控制塞棒的高度。
这个模式下系统的PressureRelease 电磁阀得电。
这时候液压缸里面的油全部回到油箱,操作工可以顺利的手动操作塞棒。
MANU 模式指操作操作工通过操作点动盒的上升下降按钮来手动控制塞棒的高度。
工业技术科技创新导报 Science and Technology Innovation Herald128DOI:10.16660/ki.1674-098X.2019.12.128浅析结晶器钢水液面控制系统的改善杨彬斌(江阴兴澄特种钢铁有限公司 江苏江阴 214400)摘 要:随着科技的持续发展,市场对钢铁产品的要求越来越高,从原先的普钢到现在的优钢、特种钢。
而随着钢种品级的不断提高,其所需的技术要求就更苛刻,所以这就使得我们连铸机需要有更高精度的工装要求以及提高产品质量的一些设备,结晶器钢水液面自动控制系统由此诞生。
本文介绍了结晶器钢水液面自动控制系统的工作原理,系统的组成及功能、线性化的改善。
关键词:钢铁产品 液面自动控制 线性化中图分类号:TF345 文献标识码:A 文章编号:1674-098X(2019)04(c)-0128-02我们分厂3#小方坯连铸机4机4流引入结晶器液面自动控制系统已近15年,升级改造3次,现在是极其重要的质量控制点设备,任何钢种都要求使用液面自动控制系统进行浇铸,若某一流系统出现故障而导致液面控制失控,则此流铸坯全部报废。
1 系统的工作原理Cs137是一种同位素物质,其产生的主要射线为γ射线,使用时放射源被安放在结晶器一测,同时放射源按国家防护标准进行了安全防护。
通过计算和实测,正常情况下,工人所在操作位置上的辐射均在安全范围内。
而钢水的密度对射线有阻挡作用,钢水在结晶器内的高度不同,对射线阻挡的能力不同,通过钢水的γ粒子数量就不同,从而判断出钢水的实际位置。
接收器发出的是脉冲信号,经过液位检测仪的运算,将其转换成标准的电流、电压信号输出。
结晶器内的钢水液位通过接收器检测出后,通过液位检测仪经滤波和D/A转换将信号转换成4~20mA/0~10V的标准工业信号给塞棒控制系统。
控制系统将采集的实际液位值与设定值进行比较,将其差值经PID 控制专家运算后,输出控制驱动设备的信号到伺服驱动器,对伺服电动缸进行控制,带动机构的升降运动,从而改变钢水流入结晶器的流量,保持钢水在结晶器内的液位稳定。
【关键字】精品压力容器无损检测技术的原理及应用系别:化工机械系班级:11级过程姓名:黄广伟学号:20日期:连铸机液面自动检测与控制青海大学11级过程装备与控制工程黄广伟邮编:810016摘要:文章介绍了连铸机液面的自动控制系统,以结晶器熔钢液面为例,介绍了常用的的三种检测方法,比较了它们的特点。
重点讨论了结晶器熔钢液面的控制系统,从理论与实践上总结了实现结晶器熔钢液面稳定控制的方法。
关键词:液面控制自动控制熔钢液面结晶器连铸机一、连铸机液面自动检测与控制的目的和意义随着社会对钢材品种,规格,质量的要求越来越高,轧钢对连铸坯的质量要求也越来越高。
如果不能稳定,可靠地控制结晶器的熔钢液面,要想连续生产出高质量的铸坯是不可能的。
为了提高连铸的生产率,很自然要提高拉速度,但是这样一来拉漏跑钢的事故发生率明显上升,这是一个值得研究的问题。
开发漏钢预知技术,准确有效地控制结晶器四壁冷却效果,保证铸坯初期凝固稳定,这是高效连铸机安全生产的重要保证。
二、连铸机液面自动检测与控制在我国的现状连续铸钢法是20世纪50年代发展起来的一项新型铸钢技术,70年代以来得到迅速发展,并被世界各主要产钢国家广泛使用。
1970年世界钢铁工业连铸比仅为6.2%,1975年上升到13.2%,1979年又增至24.1%,1980年达到30%左右。
中国钢铁工业的连铸比1979年为4.8%,1980年为6.7%,1981年为7.5%,1982年为9%。
并且逐年增长,到2014年技术已经是相当先进。
三、连铸机液面自动检测与控制采用的技术路线和原理3.1、结晶器熔钢液面的检测结晶器熔钢液面的检测方式多种多样:热电偶埋入法,工业电视法,周期性电极插入法,放射性同为素法,涡流法,电池感应法和激光法等等。
目前板坯连铸机结晶器上广泛采用的方法是放射性同为素法,涡流法和激光法。
目前连铸机采用最多的是放射性同位素Co60测液面仪。
其原理是安装在结晶器一侧的柱状Co60放射线源连续不断地放射出一定强度的γ 射线。
基于模糊PID控制的结晶器液位控制系统研究的开题报告一、研究背景结晶器液位控制是化工工艺生产过程中的重要环节,控制好结晶器液位,可以有效地保证产品品质和生产效率。
传统的结晶器液位控制系统多使用PID控制算法,但是在实际应用中,PID控制算法存在以下问题:1)参数调节难度大,需要经验丰富的工程师参与;2)对于非线性系统和参数随时间变化的系统,PID控制效果不佳。
因此,需要采用更高级的控制算法来解决这些问题。
模糊控制是一种基于人类经验和直观思维方式的控制方法,可以应用于很多复杂的非线性系统。
模糊PID控制将模糊逻辑和PID控制相结合,可以降低参数调节的难度,并提高控制效果。
因此,将模糊PID控制应用于结晶器液位控制系统具有一定的研究意义。
二、研究内容及目标1. 分析结晶器液位控制系统的特点及问题,并介绍PID控制算法和模糊控制算法的基本原理;2. 通过建立数学模型,比较传统PID控制算法和模糊PID控制算法在结晶器液位控制上的优缺点;3. 根据实验数据分析模糊PID控制算法的参数调节方法和控制精度,并与传统PID控制算法进行对比验证;4. 最终设计并实现基于模糊PID控制的结晶器液位控制系统,并进行实验验证。
三、研究方法及步骤1. 通过文献研究,了解结晶器液位控制系统的特点及问题,并熟悉PID控制算法和模糊控制算法的基本原理;2. 建立结晶器液位控制系统的数学模型,并使用Simulink进行仿真分析;3. 分析模糊PID控制算法的参数设定方法,并根据实验数据进行参数调节和控制效果分析;4. 设计并实现基于模糊PID控制的结晶器液位控制系统,并进行实验验证,对实验结果进行对比和分析。
四、可能的创新点和意义1. 对比传统PID控制和模糊PID控制算法在结晶器液位控制上的优缺点,验证模糊PID控制算法的优越性;2. 分析模糊PID控制算法的参数调节方法和控制精度,并与传统PID控制算法进行对比验证,为结晶器液位控制系统提供更优秀的控制方案;3. 实现基于模糊PID控制的结晶器液位控制系统,并进行实验验证,为类似系统的研究提供一定借鉴价值。
结晶器液面控制原理
“哇,结晶器到底是啥玩意儿啊?”这是我和小伙伴们在参观钢厂时发出的疑问。
那天,我们一群好奇宝宝跟着老师来到了钢厂。
一进入厂房,那场面可壮观啦!巨大的机器发出“嗡嗡”的声音,工人们忙忙碌碌地穿梭其中。
我们看到一个奇怪的大罐子,老师说那就是结晶器。
结晶器就像一个神奇的魔法盒子。
它有一个钢壳,就像一个坚固的盔甲,保护着里面的宝贝。
还有一个铜管,那可是关键部件哦!它就像一个超级厉害的管道,能让钢水在里面变成神奇的钢坯。
结晶器的液面控制原理可有意思啦!就好像我们在玩跷跷板一样。
一边是钢水不断地流进去,另一边是钢坯不断地拉出来。
要是钢水进多了,液面就会升高;要是钢坯拉快了,液面就会降低。
那怎么办呢?别担心,有高科技来帮忙。
有个叫传感器的小玩意儿,就像我们的眼睛一样,时刻盯着液面的高度。
一旦液面有变化,它就会赶紧告诉控制系统。
控制系统就像一个聪明的大脑,马上做出反应,调整钢水的流入速度或者钢坯的拉出速度。
这样一来,液面就能一直保持在一个合适的高度啦!
那结晶器液面控制原理在生活中有啥用呢?嘿,你想想看,我们在家
里用水龙头的时候,不也是要控制水的流量吗?如果水开得太大,水池就会溢出来;如果水开得太小,又洗不干净东西。
结晶器的液面控制就跟这个差不多,只不过它控制的是钢水,可厉害啦!
我觉得结晶器液面控制原理真的好神奇啊!它让我明白了,原来科技可以这么厉害,能把那么滚烫的钢水变成有用的钢坯。
我以后也要好好学习,掌握更多的科学知识,说不定我也能发明出像结晶器这么厉害的东西呢!。
天津冶金职业技术学院毕业课题结晶器液位控制系统探析系别机械工程专业机电一体化班级 09机械学生姓名徐冀峰指导教师张秋菊2011年9月27日摘要连铸是炼钢生产的核心设备。
当代高端大型连铸机大多采用多流园弧形连铸机,连铸控制采用二级自动控制系统,即PLC控制和过程控制。
在整个系统中,结晶器液位控制是关键技术。
液位控制有很多方式,普遍采用的是钴-60液位控制。
本文将对钴-60液位控制系统进行探析。
关键词:结晶器,液位控制,过程控制系统目录摘要-------------------------------------------------------Ⅰ1.概述---------------------------------------------12.结晶器液位控制原理---------------------------------1 2.1.基础自动化部分---------------------------------------------1 2.2.检测部分--------------------------------------------1 2.3.结晶器液位控制器------------------------------------1 2.4.伺服执行机构-------------------------------------22.5.液位显示部分-----------------------------------------23.系统的组成---------------------------------------2 3.1.基础自动化-P L C系统-----------------------------------2 3.2.液面位置检测部分---------------------------------------3 3.3.结晶器液位控制器-----------------------------------------43.4.伺服执行机构---------------------------------54.自动浇铸-------------------------------7 4.1.前馈控制-------------------------------84.2.比例参数重新调正----------------------------------------85.结束语-----------------------------96.参考文献:-----------------------------91.概述连铸是炼钢生产的核心设备。
大型或特大型连铸机大多采用多流园弧形连铸机,连铸电控采用二级自动控制:即PLC控制和过程控制,全系统主要有钢水称重、钢水测温、钢渣检测与控制、结晶器钢水搅拌、结晶器液位控制、二冷水调节、引锭杆跟踪、自动切割、钢坯自动打号、钢坯输送及质量跟踪等控制,其中,结晶器液位控制是关键技术。
液位控制有很多方式,主要有:涡流式,浮子式,电极式,电磁感应式和钴-60射源式,这些控制技术各有千秋,其中,鈷-60液位控制更为成熟。
目前,许多工业国家,如德国、意大利、美国、日本和韩国等大型钢厂都普遍采用钴-60液位控制技术,经济效益十分可观。
近年来,国内炼钢也逐渐开始采用鈷-60液位控制。
本文将对这一控制技术进行详尽的探讨与分析。
2.结晶器液位控制原理在连铸过程中,为了保证铸坯质量,防止溢钢和拉漏事故的发生,必须对结晶器液位进行控制,以使结晶器内的钢水液位达到相对稳定状态。
影响结晶器液位变化有五个主要因素:一是钢种,二是钢水温度,三是中间罐注入结晶器的钢水流量,四是拉矫速度,五是结晶断面的大小。
其中最主要的是钢水流量。
通过调节中间罐塞棒的位置,来控制滑动水口的钢水流量;或调节拉矫速度来控制液位高低。
由于采用恒定结晶器断面和定速拉矫的控制方式。
因此结晶器液位控制,是通过调节中间罐塞棒位置来完成的。
结晶器液位控制通常采用串级闭环控制系统,该系统主要由以下部分组成:2.1基础自动化部分是液位控制系统的神经中枢,大都采用PLC控制系统。
目前使用较多的是SIEMENS/S7-400 System,简称S7-400系统,这一系统可较好地实现结晶器液位闭环控制。
2.2检测部分包括:钴-60射源、闪烁计数器、结晶器液位计等自动化设备。
2.3结晶器液位控制器包括:V/I转换器、振荡器、解调器、PID调节器、伺服放大器等。
2.4伺服执行机构包括:电一液伺服阀、电磁换向阀、液压缸和中间罐塞棒机构。
2.5液位显示部分主要是HMI操作画面(人机对话操作画面)和智能仪表显示。
整个结晶器液面控制系统,如图1所示。
图1. 结晶器液位控制系统图液位控制原理是:现场检测到的钢水液位信号输入到S7-400系统,S7系统将检测到的现场液位实际值与设定值进行比较,将其差值进行PID运算,运算输出信号作为内环PID的设定值输入,该值再与塞棒位置信号进行比较,其差值经PID运算后,再将信号输出控制伺服阀,进而控制液压执行机构—液压缸动作,液压缸驱动塞棒升、降,塞棒控制钢水流量,使结晶器液位达到最佳设定值。
3.系统的组成3.1基础自动化-PLC系统,即S7-400系统,主要配置:一个主模件MFC Multi Function Controller两个数字输入子模件DSI Digital Slave Input两个数字输出子模件DSO Digital Slave Output一个快速反应混合子模件QRS Quick Response Slave一个模拟输出模件AOM Analog Output Module六个端子模件TB Terminal Board在液位控制系统中,来自结晶器检测元件的实际液位信号,经液位计处理变为4-20mA 的标准信号,该信号经端子模件TB送到相应的子模件DSI 和QRS 中,然后再送到主模件MFC 中,MFC 按PID 算法,计算出设定液位控制信号。
经输出子模件DSO 和端子TB ,送到V/I 逆变器。
将电流信号变为电压信号,再送到伺服放大器,经过比较运算和PID 运算后,输出控制信号到伺服阀,伺服阀控制液压缸动作,液压缸驱动中间罐塞棒升、降运动,使结晶器内钢水液面在设定值允许范围内轻微波动。
3.2 液面位置检测部分:主要是钴-60射源、闪烁计数器和结晶器液位计。
3.2.1 钴60-射源物理测量原理是基于放射性射束经过金属物质时,其放射性强度减弱这一事实。
γ射线的减弱程度,遵循指数规律衰减,其指数定律是:式中:I0 为初始强度,d 为介质厚度,ε为介质密度,η为衰减系数(取决于射源类型)。
因此,测量计数只由厚度和密度之积ε·d 来决定。
由于结晶器 熔池的高密度,最终吸收特性将在高弯曲部分(即使测量路径相对小),因而密度变化的影响微不足道,并且射线被完全吸收。
结晶器壁厚对测量计数没有影响,它只产生一个固定衰减因数,而这可通过增加射源的活性强度来补偿。
选择合适的射源活性,使在允许操作条件及经过结晶器壁厚之后,仍有足够剂量率。
射源的长度由测量范围的大小及测量系统的几何形状决定,一般在100-120mm 之间。
随着结晶器液位的升高,被熔池所遮挡的射源部分也增加,因此,被闪烁计数器所吸收的放射强度与结晶器液位成反比。
由测量系统几何形状产生的非线性,将由沿射源的非线活性分布补偿,因此,在闪烁计数器(探测器)端部的射线强度总是与结晶器实际液位成线性比例关系。
射源钴-60的半衰期为5.3年,通常设计成5年寿命,射源装在带有可锁定光束窗的铅罐里,停止浇铸时关闭光束窗。
放射源、闪烁计数器和结晶器液位计组成的信号检测与处理系统,如图2所示。
de I I ηε-⋅=0图2.信号检测与处理系统3.2.2闪烁计数器闪烁计数器由NaJ(T1)晶体构成,由射源发射出的γ量子诱发晶体闪光,其频率与伴随的辐射强度成正比,晶体与光电倍增器进行光耦合后,光电倍增器的光敏层释放出电子。
光敏层的HV(高压)加速电子向阳极运动,在阳极进一步释放电子。
当它们碰到倍增电极时,串联的前置放大器就会产生高幅值的输出脉冲,然后再转换成标准脉冲,以确保无干扰传输信号。
3.2.3结晶器液位计主要收以下部分构成:调整单元,测速单元,模拟显示单元,限度单元和振荡补偿。
从检测器来的标准脉冲,通过光电耦合器输入到液位计。
特殊设计的电路可保证有相当高的共模抑制比,以防止外来干扰。
计数脉冲在这里被进一步放大,标准化,计数,并被测速计平均为计数速率,由此得到结晶器液位信号。
,由于计数速率信号变化与液位成反比,最后的信号被颠倒,因而直接与结晶器液位成正比。
一般测量精度是:±2%-±3%。
3.3结晶器液位控制器主要包括:V/I转换器、振荡器和解调器、PID调整的伺服放大器。
3.3.1V/I转换器它可以将输入到S7-400的电压信号转换成4-20mA的电流信号;亦可将S7-400输出的电流信号转换成标准电压信号。
3.3.2振荡器和解调器它由一个振荡器和一个与振荡器相位同步的解调器构成。
主要完成对其测量信号的调制和解调。
振荡器产生两个正弦波电压(相位相反),用以激励转换器初级线圈,其振幅和频率可调。
解调器从转换器接收到一个正弦信号,其振幅与位置值成正比,并将其转换为连续电压。
3.3.3PID调节的伺服放大器PID调节能实现比例、积分、微分运算,其输出信号控制伺服阀。
伺服放大器部分,对外部输入的两个信号的代数值(设定值和反馈值),进行比较并计算其偏差,最终用一个放大了的电流信号去控制伺服阀,以消除实际值和设定值之间的偏差。
伺服放大器部分可实现下列功能:●读出并放大比较节点的偏差●内部误差校正和外部误差校正的转换●现场手动PID调节●现场PID校正和计算机PID校正的转换(V/I)●输出电流直接驱动伺服阀●锁定状态时,延时清除伺服阀电流和积分电路的电流3.4伺服执行机构主要包括电一液伺服阀、电磁换向阀、液压缸和中间罐塞棒机构等。
伺服放大器输出的控制信号,控制电液伺服阀的油流方向和大小,从而控制液压缸活塞杆的升降方向和升降速度,活塞杆再经一个杠杆传动机构,去控制塞棒的升降和速度。
伺服放大器和伺服执行机构的系统图,如图3所示。
图3.伺服放大器和伺服执行机构系统结构图系统结构图,如图4所示。
图4.系统结构图图中:A 活塞工作面积V 相对于地面的负载移动速度X 相对于地面的负载位置Q 0 无负荷流量Q 伺服阀输出流量K s a 伺服放大器比例系数K q 伺服阀流量系数K pq 伺服阀固定偏差K fv 位置传感器系数;E e 差值信号AKq Ksa Kfx kvx ⋅⋅= 而负载阻力Fd,则等于)(2Kpq Kvx X A F d ⋅⋅= 位置随动误差Xf ,等于Kvxv Kq Ksa Av Kfx Ee Kfx X f =⋅⋅=⋅=)()1()1( 伺服阀电流、流量与压力关系曲线,如图5所示。