工业结晶-第六章-结晶器设计
- 格式:ppt
- 大小:4.69 MB
- 文档页数:44
通过结晶器的热流量通过结晶器放出热流,可用下列计算Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)} (3.1)式中:Q:结晶器钢水放出的热量,kj/min;L:结晶器横截面周长,4.012m;E:出结晶器坯壳厚度,0.012m;V:拉速,2.2m/min;P:钢水密度,7.4×10⒊kj/kg·℃;由此可得: Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)}=62218kj/min结晶器水缝面积计算结晶器的水缝面积与单位水流量(冷却强度)铸坯尺寸的大小以及冷却水流速有关,结晶器水缝面积可用下式计算:F=QkS×106/(3600V)(mm2)(3.2)式中:Qk:单位水流量m3/n·m,经验值取100-500m3/n·m;取100m3/n·m。
S:结晶器周边长度,4×120×103m;V:冷却水流速,取6-10m/s,实际取8m/s;即结晶器水缝面积为:F+QkS×106/(3600v)=1.67×103mm33.5 结晶器的冷却系统为使结晶器壁有较高的导热系数,在铜壁与冷却水之间不能产生水垢和沉淀物。
由于结晶器的热负荷很高,接触结晶器壁的冷却水有时会达到汽化的温度。
为了防止出现水垢,水必须经过软化处理或脱盐处理[9]。
结晶器内冷却水的流量,一般按断面周长长度每毫米2-2.5每毫米计算。
经过净化及软处理的水一般都是循环使用。
采用封闭式供水系统。
充分利用回水系压有利于节能。
3.5.1 结晶器的倒锥度钢水在结晶器内凝固是因坯壳收缩形成气隙,通常是将结晶器作成倒锥度,后者定义为:△ =(S上—S下)/S上×L (3.3)式中:△:结晶器的倒锥度 %/m;S上,S下:结晶器的上边口,下边口长;L:结晶器长度。
倒锥度取值不能太小,也不能太大。
过小则作用不大,过大则增大了拉坯阻力,甚至卡钢而不能出坯[9]。
工业结晶过程提纲Industrial Crystallization一、工业结晶概论Chapter 1 Overview of Industrial Crystallization二、成核Chapter 2 Nucleation三、晶体生长Chapter 3 Crystal Growth四、粒数衡算概念Chapter 4 Population Balance Concept五、混合悬浮混合产品排出结晶器:一种理想方式Chapter 5 Mixed Suspension Mixed Product Removal Crystallizer-An Idealized Configuration六、粒数影响因素Chapter 6 Population Functions七、结晶动力学推导Chapter 7 Derivation of Crystallization Kinetics八、结晶过程中的物理传递现象Chapter 8 Physical Transport Phenomena in Crystallization九、结晶系统取样和分析Chapter 9 Sampling and Analyzing Crystallizing Systems十、结晶器设计中基本原理的应用Chapter 10 The Use of Fundamental Principles in Crystallizer Design十一、设计用的结晶动力学:小型实验的结晶动力学用于结晶器设计Chapter 11 Design Oriented Crystallization Kinetics Obtained in Small Scale Experiments for Crystallization Design 十二、间歇结晶器设计Chapter 12 Design of Batch Crystallizers十三、连续搅拌槽式结晶器设计Chapter 13 Design of Continuous Stirred Tank Crystallizer 十四、强制循环蒸发结晶器设计Chapter 14 Design of Forced Circulation Evaporation Crystallizers十五、晶浆处理:结晶器-离心机-干燥器组成的系统分析Chapter 15 Slurry Handling: An Analysis of the System Crystallizer-Centrifuge-Dryer参考书目References:1.Mullin, J. W., Crystallisation, 2nd ed.. Butterworths, London, 1972. TQ026.5/YM1中译本:胡维杰、宁桂玲等编译,《结晶过程》。
溶液结晶的方法、结晶器结构与工作原理根据析出固体的方式不同,可将结晶分为溶液结晶、熔融结晶、升华结晶和沉淀结晶等多种类型。
工业上使用上最为广泛的是溶液结晶,采用降温或移除溶剂的方法使溶液达到过饱和状态,析出溶质作为产品。
此外,也可按照操作是否连续,将结晶操作分为间歇式和连续式,或按有无搅拌装置分为搅拌式和无搅拌式等。
一、溶液结晶的方法溶液结晶是指晶体从溶液中析出的过程。
溶液结晶的基本条件是溶液的过饱和,一般经过以下过程:不饱和溶液、饱和溶液、过饱和溶液、晶核的形成、晶体生长。
1、冷却法冷却法也称降温法,它是通过冷却降温使溶液达到过饱和的方法。
冷却结晶基本上不除去溶剂,靠移去溶液的热量以降低温度,使溶液达到过饱和状态,从而进行结晶。
这种方法适用于溶解度随温度降低而显著下降的情况。
冷却又分为自然冷却、间壁冷却和直接接触冷却。
自然冷却法是使溶液在大气中冷却结晶,其设备结构和操作均最简单,但冷却速率慢、生产能力低且难于控制晶体质量。
间壁冷却法是工业上广为采用的结晶方法,靠夹套或管壁间接传热冷却结晶,这种方式消耗能量少,应用较广泛,但冷却传热速率较低,冷却壁面上常有晶体析出,在器壁上形成晶垢或晶疤,影响冷却效果。
直接接触冷却器以空气或制冷剂直接与溶液接触冷却。
这种方法克服了间壁冷却的缺点,传热效率高,没有结疤问题,但设备体积庞大;采用这种操作必须注意的是选用的冷却介质不能与结晶母液中的溶剂互溶或者虽互溶但应易于分离,而且对结晶产品无污染。
2、蒸发法蒸发法是靠去除部分溶剂来达到溶液过饱和状态而进行结晶的方法,适用于溶解度随温度变化不大的情况。
蒸发结晶消耗的能量较多,并且也存在着加热面容易结垢的问题,但对可以回收溶剂的结晶过程还是合算的。
蒸发结晶设备常在真空度不高的减压下操作,目的在于降低操作温度,以利于热敏性产品的稳定,并减少热能损耗。
3、真空冷却法真空冷却法又称闪蒸冷却结晶法。
它是溶剂在真空条件下闪蒸蒸发而使溶液绝热冷却的结晶法。
⼗种常见的⼯业结晶器结构原理⼯业结晶的⽅法溶液结晶是指晶体从溶液中析出的过程。
对于⼯业结晶按照结晶过程中过饱和度形成的⽅式,可将溶液结晶分为两⼤类:移除部分溶剂的结晶和不移除溶剂的结晶。
⼀、不移除溶剂的结晶法不移除溶剂的结晶称冷却结晶法,它基本上不去除溶剂,溶液的过饱和度是借助冷却获得,故适⽤于溶解度随温度降低⽽显著下降的物系。
⼆、移除部分溶剂的结晶法按照具体操作的情况,此法⼜可分为蒸发结晶法和真空冷却结晶法。
蒸发结晶是使溶液在常压(沸点温度下)或减压(低于正常沸点)下蒸发,部分溶剂汽化,从⽽获得过饱和溶液。
此法适⽤于溶解度随温度变化不⼤的物系,例如NaCl及⽆⽔硫酸钠等。
真空冷却结晶是使溶液在较⾼真空度下绝热闪蒸的⽅法。
在这种⽅法中,溶液经历的是绝热等焓过程,在部分溶剂被蒸发的同时,溶液亦被冷却。
因此,此法实质上兼有蒸发结晶和冷却结晶共有的特点,适⽤于具有中等溶解度物系的结晶。
此外,也可按照操作连续与否,将结晶操作分为间歇式和连续式,或按有⽆搅拌分为搅拌式和⽆搅拌式等。
常见的⼯业结晶器⼀、冷却结晶器间接换热釜式冷却结晶器是⽬前应⽤最⼴泛的⼀类冷却结晶器。
冷却结晶器根据其冷却形式⼜分为内循环冷却式和外循环冷却式结晶器。
空⽓冷却式结晶器是⼀种最简单的敞开型结晶器,靠顶部较⼤的敞开液⾯以及器壁与空⽓间的换热,以降低⾃⾝温度从⽽达到冷却析出结晶的⽬的,并不加晶种,也不搅拌,不⽤任何⽅法控制冷却速率及晶核的形成和晶体的⽣长。
冷却结晶过程所需冷量由夹套或外部换热器提供。
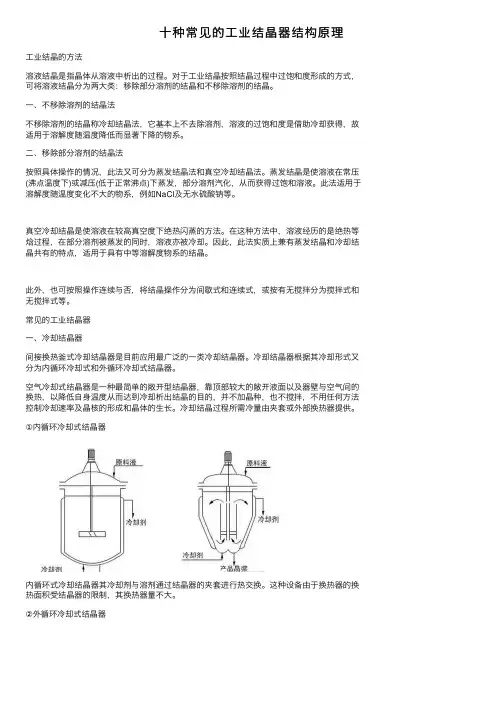
①内循环冷却式结晶器内循环式冷却结晶器其冷却剂与溶剂通过结晶器的夹套进⾏热交换。
这种设备由于换热器的换热⾯积受结晶器的限制,其换热器量不⼤。
②外循环冷却式结晶器外循环式冷却结晶器,其冷却剂与溶液通过结晶器外部的冷却器进⾏热交换。
这种设备的换热⾯积不受结晶器的限制,传热系数较⼤,易实现连续操作。
⼆、蒸发结晶器蒸发结晶器与⽤于溶液浓缩的普通蒸发器在设备结构及操作上完全相同。

结晶工业过程设计方法1.泵的选择在结晶过程中,会涉及到清液、晶浆的输送,此过程泵的选择至关重要。
先就一些通用规则介绍如下:清液输送:此类按照输送条件选择合适泵类型即可;比如清水泵、化工通道、容积泵等等特定行业,开发出系列专用泵,最好选择经过工业实践检验的专业专用泵;如碱泵、磷酸料泵、矿山、水泥等行业泵晶浆输送泵:在工业结晶过程中,以能输送晶浆、而且晶体破碎最小为最初考虑点。
结晶器排料最好用容积泵,工业上常用的主要是离心式渣浆泵、隔膜泵和正弦泵。
前两种我们在设计时都选用过,正弦泵还没用过,不过从其原理来看,应该是优选的。
结晶外循环泵:结晶过程中,循环流量一般较大,低扬程时,常选用轴流泵;小流量和装置真空高,安装高度低的用混流泵。
由于泵的流量对结晶过程的过饱和度和换热效果均有影响,在影响规律不是很清楚的情况下,建议对这种泵配备调频,便于生产和节能。
(注:结晶器的排料,最好能利用设备的高度差实现自排,不用泵,更好!)真空泵:真空泵主要是维持排出系统的不凝气,根据系统大小和泄漏点多少进行合理选择。
工业上,有的企业按照蒸汽量的1-5%来选择真空泵的抽气量,往往是偏大的。
也是没有理论依据的,纯粹是经验之谈。
但不凝气的量有可能随着操作及设备出现波动,准确计算也很难。
2 结晶过程搅拌器形式的选择搅拌在结晶过程中至关重要,有时候是结晶过程好坏的控制因素,搅拌的目的是为结晶过程提供良好的传热、晶体悬浮、反应条件等。
搅拌效果会影响结晶器内的混合效果,进一步影响过饱和度的分布,从而会对产品粒度及粒度分布产生直接影响。
在和企业交流过程中发现国内的许多企业在结晶工段所选用的搅拌形式有很多不合理之处,先将对于结晶过程应该选用何种形式的搅拌器做一总结,不当之处欢迎批评指正。
对于结晶过程搅拌桨选型的准则是循环;低速度;控制剪切。
所以搅拌器常选用平桨、涡轮和螺旋桨等搅拌器,再根据物系性质,如粘度、晶习、硬度等进一步选择和优化,一般情况下,所列三种形式搅拌桨适用的体系粘度是逐渐增大的,也就是说,平桨适用的粘度最低,一般小于100cP,螺旋桨略大,适用粘度小于1200cP以内,而涡轮最大,适用粘度小于1200cP(间歇操作)和100000cP(连续操作)。
结晶器铜管的设计和制造根据有关报导,我国粗钢产量2006年达41878万吨;2005年达3.49亿吨,连铸比约为96.71%,(行业连铸比为97.70%),年产连铸坯33788万吨;而其中板(扁)坯连铸机和薄板坯连铸连轧机的年产能占总年产能的41.20%,方坯、圆坯、矩形坯约占50%;同比2005年,2006年钢铁业有较快的发展;预测,2007年我国粗钢产量将达到4.66亿吨~4.85亿吨。
随着近年来国内钢铁市场及连铸行业的蓬勃发展,结晶器制造业也迅速形成了一定的规模。
根据不完全统计,国内从事结晶器制造或修复的大小厂家约在50家以上,技术水平及加工能力参差不齐。
结晶器作为连铸机上最重要的部件而被称为连铸机的心脏,对连铸坯质量有重要的影响。
为了更好地满足用户的生产需要,我们就方坯连铸结晶器设计、制造、使用及维护等方面的一些问题,与业内同行进行探讨。
铜管的设计和制造1标准的规定与执行现在我们执行的结晶器铜管标准如下:·《JB/T9047--1999弧形方坯连铸机结晶器铜管》,国家机械工业局于1999-06-28发布,2000-01-01实施。
该标准是对于1990年1月11日首次发布的《ZBH93002--89弧形方坯连铸机结晶器铜管》的修订。
修订时仅对原标准作了编辑性修改,主要技术内容没有变化。
该标准实施时间已久,急需补充、修改和完善。
·《YB/T4141--2005连铸圆坯结晶器铜管技术条件》中华人民共和国国家发展和改革委员会于2005-11-28发布,2006-06-01实施。
·《Q/SCJ4.01-2001方坯结晶器验收标准》作为首钢长白结晶器有限责任公司的企业标准于2001-02-20发布,2001-03-01实施。
该标准符合YB/T072-1995《方坯结晶器技术条件》和YB/T036.11-92冶金设备制造与通用技术条件要求。
值得注意的是,在国内钢铁企业中,连铸机种类繁多、千差万别,结晶器及铜管作为非标设备,虽然国家对于方坯和圆坯等先后制订了相关标准,但难以适应生产形势的发展,在这方面,希望相关设计单位及制造厂认识到应有的责任,共同努力作到产品规范统一。
第一章引言随着毕业设计的临近结束,大学期间的学习就要结束啦,经历了尽半个学期的毕业设计及其毕业实习,确实也让我们对我们的专业有了更深层次的认识和理解,特别是经历了大学期间的最后一次的毕业设计,可以说融合了我们在四年期间所学的所有知识,所以要想完完整整的保质保量的做好这次设计就必须下一番苦功夫,将以前学的不扎实的科目在这次设计涉及到的从新拿出书来好好认认真真的在学习。
我这次做的是结晶器足辊总成的设计,通过这次的设计也让我对连铸有了不少的了解。
1.1连铸的发展概况:a连铸发展的概况:早在19世纪中期H.贝塞麦就提出了连续浇注液态金属的设想。
随后还有其他人对此项技术进行过研究。
由于当时科学水平的限制,未能用于工业生产。
知道1933年,现代连铸的奠基人—S容汉斯提出并发展了结晶器振动装置之后,才奠定了连铸在工业的应用的基础。
从二十世纪三十年代开始,连铸已成功用于有色金属生产。
二次世界大战后,前苏联,美,英奥地利等国家相继建成一些半工业的实验设备,进行连铸钢的研究。
1950年,容汉斯和曼内斯曼公司合作,建成世界上第一台能浇注5t钢水的连铸机。
近年来,传统连铸的高效化生产,在各工业发达国家取得了长足的进步,特别是高拉速技术已引起人们的高度重视。
通过采用新型结晶器及新的结晶器冷却方式,新型保护渣,结晶器非正弦振,结晶器内电磁制动及液面高度精度检测和控制等一系列技术措施,目前常规大板坯的拉速已由0.8—1.5m/min提高到2.0—2.5m/min,最高可达3m/min使连铸机的生产能力大幅度提高生产成本降低,给企业带来了极大的经济效益。
高速连铸技术在今后仍然会继续发展。
b连铸发展概况:我国是研究和应用连铸较早的国家之一,早在二十世纪五十年代就开始探索性的工作。
1957—1959年间先后建成三台立式连铸机。
1964年在重钢三厂建成一台断面为180mm*1500mm板坯弧形连铸机,这是世界上工业应用最早的弧形连铸机之一。
通过结晶器的热流量通过结晶器放出热流,可用下列计算Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)}(3.1)式中:Q:结晶器钢水放出的热量,kj/min;L:结晶器横截面周长,4.012m;E:出结晶器坯壳厚度,0.012m;V:拉速,2.2m/min;。
为了防止出现水垢,水必须经过软化处理或脱盐处理[9]。
结晶器内冷却水的流量,一般按断面周长长度每毫米2-2.5每毫米计算。
经过净化及软处理的水一般都是循环使用。
采用封闭式供水系统。
充分利用回水系压有利于节能。
3.5.1结晶器的倒锥度钢水在结晶器内凝固是因坯壳收缩形成气隙,通常是将结晶器作成倒锥度,后者定义为:△ =(S上—S下)/S上×L(3.3)式中:△:结晶器的倒锥度%/m;S上,S下:结晶器的上边口,下边口长;L:结晶器长度。
倒锥度取值不能太小,也不能太大。
过小则作用不大,过大则增大了拉坯阻力,甚至卡钢而不能出坯[9]。
高碳钢的收缩量大,所以须用较大的倒锥度[7]。
高速拉坯时,应采用较小的倒锥度。
在此设计中,倒锥度可取0.96%/m,为了不致产生太大的拉坯阻力。
实际的倒锥度略小于上述值,约为0.4-0.8%/m。
3.5.2结晶器冷却水量的计算(3.4)3.5)即;W=Q/(△Q)=2468L/min=48.1m3/h=801L/min。
3.6结晶器的重要参数针对小方坯连铸机,结晶器设计为弧形结晶器,因为拉坯速度较高,结晶器的长度定为900毫米。
结晶器的材质查阅有关资料后,我们考虑到结晶器的热疲劳寿命,决定采用铜铬合金(含Gr0.5-0.9)。
3.6.1结晶器的构造结晶器的结构如图所示,其内管为冷拔异性无缝钢管。
外面套有刚制外壳,钢管与铜套之间有约7毫米的缝隙通以冷却水,即冷却水缝。
钢管与铜套制成弧形。
铜管的上口通过法兰用螺钉固定在钢制外壳上。
如图4-4所示,铜管的下口一般为自由端,允许热胀冷缩;但上下口都必须密封,防止漏水。
自动油润滑扁锭结晶器设计理论探讨发布时间:2022-11-27T08:39:29.215Z 来源:《科技新时代》2022年15期作者:赵朝杰[导读] 结晶器是半连续铸造用的锭模,俗称冷凝槽,它是铸锭成型和决定铸锭质量的关键部件,赵朝杰重庆西南铝机电设备工程有限公司,401326摘要:结晶器是半连续铸造用的锭模,俗称冷凝槽,它是铸锭成型和决定铸锭质量的关键部件,要求结构简单、安装方便,有一定的强度、刚度、耐冲击性、耐热性,还应该具有良好的导热性和好的耐磨性。
关键字:铸造工装结晶器冷凝槽模具前言:半连续铸造技术,是现在各国铝加工厂普遍采用的一种变形铝合金铸造的技术,现今普遍采用直接水冷立式半连续铸造,也被叫做 DC 铸造。
铝合金半连续铸造过程中,结晶器的设计质量决定了铸锭的质量及铸锭的成型率,其中结晶器侧壁的传热和结晶器的润滑情况对铝合金铸坯的表面质量具有重要的影响,结晶器收缩曲线决定了铸锭的厚差及铣面量的多少,较差的铸锭表面质量,需要较大的铣削量才能满足后续热变形的加工要求。
1、结晶器设计前基础数据的收集结晶器在开始设计前应和使用方进行详实的技术交流,了解清楚使用方铸造机形式,例如:内导式铸造机、外导式铸造机、钢丝绳铸造机以及铸造机的吨位,铸造(或控流)模式,常用的铸造铝合金牌号,期望的铸造速度。
选定适合的合金系列、合金牌号和铸造速度来作为结晶器的设计基准。
2、结晶器材料的选择选择结晶器的材质应该具有良好的导热性,这是因为良好的导热性可以提高结晶器与溶体的热交换能力,防止结晶器工作表面被烧损、融化,提高铸锭的一次冷却强度,缩短表面结晶区的高度,减少偏析瘤尺寸,提高铸造速度。
结晶器应具有足够的强度和刚度,确保结晶区在较高温度和压力下不变形,确保生产的铸锭不扭曲变形。
同时还应该具有良好的耐磨性,可以防止表面粗糙的铸锭将结晶器表面和人工打磨把结晶器工作面磨损,降低使用寿命。
通过以上分许我们可以选择锻件紫铜T2或铝合金锻件6061T652、轧制预拉伸板6061T651等材料作为我们的结晶器本体材料的选择,同时,还要选择相对较低的成本。