宝钢冷轧厂基本情况介绍
- 格式:ppt
- 大小:2.22 MB
- 文档页数:35
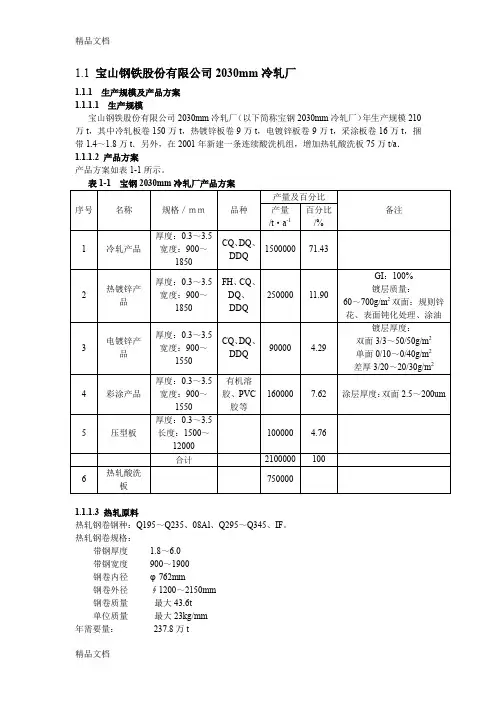
1.1 宝山钢铁股份有限公司2030mm冷轧厂1.1.1 生产规模及产品方案1.1.1.1 生产规模宝山钢铁股份有限公司2030mm冷轧厂(以下简称宝钢2030mm冷轧厂)年生产规模210万t,其中冷轧板卷150万t,热镀锌板卷9万t,电镀锌板卷9万t,采涂板卷16万t,捆带1.4~1.8万t.另外,在2001年新建一条连续酸洗机组,增加热轧酸洗板75万t/a.1.1.1.2 产品方案产品方案如表1-1所示。
1.1.1.3 热轧原料热轧钢卷钢种:Q195~Q235、08Al、Q295~Q345、IF。
热轧钢卷规格:带钢厚度 1.8~6.0带钢宽度900~1900钢卷内径φ762mm钢卷外径∮1200~2150mm钢卷质量最大43.6t单位质量最大23kg/mm年需要量:237.8万t供给方式:由宝山钢铁股份有限公司2030mm热轧厂供给1.1.2 机组组成1号连续酸洗机组1条2号连续酸洗机组1条连续式五机架冷轧机组1条罩式退火炉152座单机架平整机1条连续退火机组1条连续热镀锌机组1条连续电镀锌机组1条彩涂机组1条电解脱脂机组1条压型机组1条横剪机包装机组1条纵剪及包装机组1条重卷机组1条1.1.3 机组设备1.1.3.1 1号连续酸洗机组(1)机组主要工艺参数如下:机组形式:连续酸洗机组。
酸洗工艺:浅槽紊流酸洗。
钢卷规格:入口出口带钢厚度 1.8~6.0mm 1.8~6.0mm带钢宽度900~1900mm 900~1900mm钢卷内径φ762mm φ762mm钢卷外径∮1200~2150mm ∮1200~2150mm钢卷质量最大43.6t 最大45t单位质量最大23kg/mm 最大23kg/mm(带宽小于1300mm)最大34.5kg/mm(带宽不小于1300mm) 酸洗工艺速度:最大360m/min酸洗介质:HCl 200g/l年酸洗量:237.8万t投产年月:1988年供货商:西马克(2)机组主要单体设备性能如表1-2所示。

宝钢冷轧核心技术研发历程冷轧是冶金流程中非常重要的变形工序,在金属相变点温度以下,将轧件压缩到理想的厚度,使其具有良好的力学性能、优良的表面质量、精密的尺寸精度,可以广泛应用于汽车、家电、电子、建筑、包装等各个行业。
虽然近年来随着热轧设备的不断进步,热卷箱、无头轧制、边部加热、层流冷却边部遮蔽等设备的开发使用,一定程度上提高了热轧产品的温度均匀性,但热轧产品的性能和厚度均匀性仍然无法和冷轧产品相媲美。
此外,冷轧产品的表面质量、冲压性能、电磁性能,也是热轧产品无法达到的。
以硅钢为例,我国曾大力推广以高效的冷轧硅钢取代落后热轧硅钢,“以冷代热”以节约在传输和转换过程中损耗的电能。
冷轧作为“轧薄、轧亮、轧精”的工序,有着无可替代的功能和优势,将来还将不断发展。
宝钢从1988年第1条冷轧机组投产以来,经过20年的生产和研发,经历了一条从引进消化到不断改进,发展到自主创新的道路,引领着国内冷轧技术的发展。
冷轧机核心技术的发展如果往前追溯,钢的冷轧最早始于19世纪中叶的德国,当时只能生产宽度20~25 mm的冷轧钢带。
美国在1920年第一次成功地轧制出宽带钢,并很快由单机不可逆轧制而跨入单机可逆式轧制。
1926年阿姆柯公司巴特勒工厂建成四机架冷连轧机。
冷轧带钢生产经历了漫长的发展过程,从最初的单张轧制到现在的成卷轧制,从可逆轧机到全连续轧机再到酸轧联合机组的多种生产工艺,装备水平和自动化程度不断提高。
特别是20世纪七、八十年代,冷轧技术在全连续和自动化技术的带动下,出现了一个快速发展的阶段。
现代冷轧生产技术基本上以连续化、高速化和专业化为特征,出现了全连续冷连轧机组、酸洗一冷连轧联合机组、酸洗一冷连轧一连退联合机组等全连续设备冷轧设备,出现了出口速度达到2000 m/min以上的冷连轧机,出现了专业生产镀锡原板、极薄板的冷连轧机等等。
1958年鞍钢建成了我国第一套冷带钢轧机,即1700 mm四辊可逆轧机,之后的几十年仅鞍钢和太钢有几台单机架可逆轧机可以生产宽带钢,不仅效率低,装备水平也差,产品品种和质量无法和世界先进水平竞争。
宝钢电镀锌生产线基本情况介绍
1 宝钢3条电镀锌生产线简介
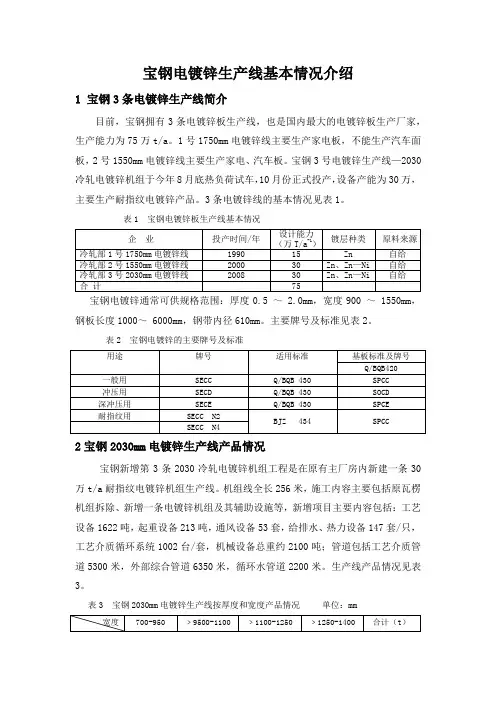
目前,宝钢拥有3条电镀锌板生产线,也是国内最大的电镀锌板生产厂家,生产能力为75万t/a。
1号1750mm电镀锌线主要生产家电板,不能生产汽车面板,2号1550mm电镀锌线主要生产家电、汽车板。
宝钢3号电镀锌生产线—2030冷轧电镀锌机组于今年8月底热负荷试车,10月份正式投产,设备产能为30万,主要生产耐指纹电镀锌产品。
3条电镀锌线的基本情况见表1。
表1 宝钢电镀锌板生产线基本情况
宝钢电镀锌通常可供规格范围:厚度0.5 ~ 2.0mm,宽度900 ~ 1550mm,钢板长度1000~ 6000mm,钢带内径610mm。
主要牌号及标准见表2。
表2 宝钢电镀锌的主要牌号及标准
2宝钢2030mm电镀锌生产线产品情况
宝钢新增第3条2030冷轧电镀锌机组工程是在原有主厂房内新建一条30万t/a耐指纹电镀锌机组生产线。
机组线全长256米,施工内容主要包括原瓦楞机组拆除、新增一条电镀锌机组及其辅助设施等,新增项目主要内容包括:工艺设备1622吨,起重设备213吨,通风设备53套,给排水、热力设备147套/只,工艺介质循环系统1002台/套,机械设备总重约2100吨;管道包括工艺介质管道5300米,外部综合管道6350米,循环水管道2200米。
生产线产品情况见表3。
表3 宝钢2030mm电镀锌生产线按厚度和宽度产品情况单位:mm。

梅钢冷轧产品手册一、梅钢冷轧产线简介1二、梅钢冷轧厂主要机组介绍2三、梅钢产品介绍41、普冷家电(镀锡基板)产品42、电镀锡产品63、热镀铝锌产品94、热镀锌产品11四、第三方检测报告13五、标签与质保书样本16目 录Contents梅钢冷轧大事年表◇ 2004年,宝钢决定自主集成建设梅钢冷轧工程项目;◇ 2006年,明确产品定位为极薄、高表面质量的镀锡原板、镀锡板、镀锌及镀铝锌板;◇ 2007年3月底,梅钢冷轧主体工程开工;◇ 2009年6月1日,各机组陆续进入热负荷试车,梅钢冷轧厂设备国产化比例70.67%,响应了国家大型薄板冷热连轧成套设备国产份值>70%的要求;◇ 2009年11月24日,梅钢冷轧正式宣布投产,可按用户合同订单生产。
梅钢1420冷轧是宝钢股份自主集成创新工程,除连退和电镀锡机组引进外,其它机组以宝钢为主自主集成,国内负责自主设计制造,包括酸轧、连续退火、热镀锌、热镀铝锌、电镀锡,共5条连续生产机组,以及准备、横切、重卷,3条辅助机组。
机组设计最终成品规模为85万吨/年,其中:普冷板带20万吨/年、电镀锡板带20万吨/年、热镀锌板带20万吨/年、热镀铝锌板带25万吨/年,产品主要面向化工、建筑、轻工、家电、结构、农业等行业。
1、 酸洗-轧机联合机组冷轧工序必须为热处理、涂镀等下游工序提供合格的基板,因此冷轧机的能力决定了整个冷轧板带生产厂的生产规模,即冷轧工序是冷轧板带生产中的核心工序。
梅钢酸轧机组的轧机段采用五机架六辊UCM轧制技术,是宝钢在吸收和消化多条冷连轧引进设备和技术的基础上第一次自主集成创新的产物,其中机械设备由一重负责设计,轧钢工艺含有宝钢大量的专利和技术秘密;酸轧机组三电系统的集成、开发和调试由宝信承担。
酸轧机组设计年产量为83万吨,产品主要供下游连续退火机组、热镀(铝)锌机组。
主要生产工序包括:开卷、拉矫、酸洗、圆盘剪切、五机架六辊UCM轧制、卷取。
冷轧厂概况酸洗线X2全连续冷连轧X1酸洗一冷连轧联合机组X2罩式退火X1连续退火X3脱脂线X1热镀锌生产线X3电镀锌生产线X2电镀锡生产线X2彩涂板生产线X3电工钢生产线X3精整线X182030单元投产时间:1989年主要品种:以钢种分有:低碳钢、超低碳钢、普碳钢、碳素结构钢、低合金结构钢、IF钢等。
以产品分有:普冷、热镀锌、电镀锌、彩涂、热轧酸洗等汽车、家电、建筑用材等。
酸洗机组设计年产量:210万吨/年产品规格:1.8-6.0X900-1850 mm最大卷重:45t钢卷内径:6760 mm钢卷外径:6 2150 mm工艺段最大速度:360m/min入口活套:720m出口活套:450m拉矫最大延伸率:2.0%工艺特点:浅槽酸洗新酸洗设计年产量:75万吨/年产品品种:低碳钢、结构钢、汽车结构钢、压力容器钢等产品规格:1.0-6.0X800-1650 mm最大卷重:38.6t;钢卷内径:6760 mm钢卷外径:6 2150 mm;工艺段最大速度:120m/min人口活套:340m;出口活套:216m拉矫最大延伸率:3.0%工艺特点:浅槽酸洗2030mm 冷连轧机组设计年产量:210万吨——仅供参考产品品种:以钢种分有低碳钢、超低碳钢、普碳钢、碳素结构钢、低合金结构钢、IF 钢等。
产品规格:0.3-3.5 X 900-1850mm机列布置:五机架全连续机型:G1-G5四辐轧机,G5为CVC或DSR脱脂机组设计年产量:98万吨产品规格:0.3-1.5 X 900-1870mm工艺段速度:600m/min h = 0.3-1.0 mm500m/min h > 1.0mm工艺特点:采用极对极缠绕式高电流密度电极清洗技术2030罩式炉机组设计年产量:100万吨产品规格:0.3-3.5 X 900-1800mm品种:CQ、DQ、DDQ、EDDQ、结构钢炉台数量:全氢炉60座,其中大炉台36座,小炉台24座氮氢炉104座,其中大炉台64座,小炉台40座最大装炉量150t。

1.2 宝山钢铁股份有限公司1420mm冷轧厂1.2.1 生产规模及产品方案1.2.1.1 生产规模宝山钢铁股份有限公司1420mm冷轧厂(以下简称宝钢1420mm冷轧厂)年生产规模72.28万t,其中冷轧板卷40万t,薄规格冷硬板卷32.28万t。
1.1.1.2 产品方案产品方案如表1-15所示。
1.2.1.3 热轧原料热轧钢卷钢种:生产电镀锌板卷采用低碳钢,钢种为T2.5、T3、T4、T5;生产电镀锌板卷采用低碳钢,钢种为CQ、DQ、DDQ。
热轧钢卷规格:带钢厚度 2.0~3.0带钢宽度730~1230钢卷内径φ760mm钢卷外径最大∮2150mm钢卷质量最大26.5t单位质量最大23kg/mm年需要量:80.06万t供给方式:由宝山钢铁股份有限公司1580mm热轧厂供给1.2.2 机组组成酸洗—冷轧联合机组1条连续退火机组1条准备机组1条连续电镀锡机组2条(其中1条机组预留镀铬工序)镀锡板横剪机机组4条镀锡板纵剪机组1条1.2.3 机组设备1.2.3.1 酸洗—冷轧联合机组(1)机组主要工艺参数如下:机组形式:酸洗—冷轧联合机组。
酸洗工艺:浅槽紊流酸洗。
酸洗介质:盐酸。
轧机形式:五机架串列式冷轧机No.1~No.3:四辊CVCNo.4~No.5:六辊CVC机组速度:入口段最大350m/min酸洗工艺速度最大180m/min切边段最大300m/min轧制速度最大1600m/min最大轧制力:18MN年轧制量:80.06万t钢卷规格:入口出口带钢厚度 2.0~3.0mm 0.18~0.55mm(电镀锡板卷)0.3~0.8mm(硬板卷)带钢宽度730~1230mm 730~1230mm钢卷内径φ760mm φ508mm钢卷外径最大∮2150mm 最大∮2050mm钢卷质量最大26.5t 最大26.5t单位质量最大23kg/mm 最大23kg/mm投产年月:1997年供货商:德马克—西马克(2)组主要单体设备性能如表1-16所示。
冷轧镀锌钢板国内外现状、水平和发展趋势篇一:《冷轧镀锌钢板国内外现状、水平和发展趋势》嘿,大家好呀!今天我想和你们聊聊冷轧镀锌钢板呢。
你们可能会想,这冷轧镀锌钢板是个啥呀?就好像我们平常看到的那些铁制品,不过这个可高级多啦。
我先说说在国内的情况哦。
在咱们国内,冷轧镀锌钢板的生产那可是相当的热闹。
就像一个大集市一样,好多企业都在做这个呢。
有好多大型的钢铁厂,就像一群大力士,在这个冷轧镀锌钢板的生产舞台上大显身手。
这些钢铁厂呀,设备可先进啦。
他们有那种巨大的冷轧机,就像一个超级大的压面机,把钢板压得平平的、薄薄的。
然后再进行镀锌处理。
这个镀锌就像是给钢板穿上了一层亮晶晶的铠甲,可以保护钢板不被生锈腐蚀。
我爸爸就在一家钢铁厂工作呢。
有一次我去他厂里参观,哇塞,那场面可壮观了。
我看到那些一卷卷的冷轧镀锌钢板,就像一个个巨大的银色蛋糕卷。
我问爸爸:“爸爸,咱们国内的冷轧镀锌钢板和国外比起来怎么样呀?”爸爸笑着说:“咱们国内现在发展得可快啦,在很多方面都不比国外差呢。
”国内的冷轧镀锌钢板产量可大了。
这就好比是咱们家里种的粮食,每年都能收获好多好多。
而且呀,这些钢板的质量也越来越好了。
比如说在一些建筑行业里,用冷轧镀锌钢板做的屋顶和墙面,又结实又好看,就像给房子穿上了漂亮又耐用的衣服。
汽车制造行业也离不开它呢。
汽车的外壳很多都是用冷轧镀锌钢板做的,这就像给汽车穿上了一件坚韧的外套,保护着里面的零件。
再看看国外的情况吧。
国外有些国家在冷轧镀锌钢板这一块发展得比较早,就像是跑步比赛里先起跑的选手。
像德国、日本这些国家,他们的技术那是相当厉害的。
他们生产的冷轧镀锌钢板就像精致的工艺品一样。
德国的冷轧镀锌钢板在精度方面做得特别好,就好比是一个非常细心的工匠做出来的东西,每一个尺寸都精确到让人惊叹。
日本呢,他们在钢板的表面处理上很有一套,那镀锌层就像是镜子一样光滑。
可是,咱们国内也没有落后太多哦。
咱们就像是一个努力追赶的小勇士。