宝钢不锈钢冷轧简介
- 格式:ppt
- 大小:224.00 KB
- 文档页数:30
宝钢冷轧核心技术研发历程冷轧是冶金流程中非常重要的变形工序,在金属相变点温度以下,将轧件压缩到理想的厚度,使其具有良好的力学性能、优良的表面质量、精密的尺寸精度,可以广泛应用于汽车、家电、电子、建筑、包装等各个行业。
虽然近年来随着热轧设备的不断进步,热卷箱、无头轧制、边部加热、层流冷却边部遮蔽等设备的开发使用,一定程度上提高了热轧产品的温度均匀性,但热轧产品的性能和厚度均匀性仍然无法和冷轧产品相媲美。
此外,冷轧产品的表面质量、冲压性能、电磁性能,也是热轧产品无法达到的。
以硅钢为例,我国曾大力推广以高效的冷轧硅钢取代落后热轧硅钢,“以冷代热”以节约在传输和转换过程中损耗的电能。
冷轧作为“轧薄、轧亮、轧精”的工序,有着无可替代的功能和优势,将来还将不断发展。
宝钢从1988年第1条冷轧机组投产以来,经过20年的生产和研发,经历了一条从引进消化到不断改进,发展到自主创新的道路,引领着国内冷轧技术的发展。
冷轧机核心技术的发展如果往前追溯,钢的冷轧最早始于19世纪中叶的德国,当时只能生产宽度20~25 mm的冷轧钢带。
美国在1920年第一次成功地轧制出宽带钢,并很快由单机不可逆轧制而跨入单机可逆式轧制。
1926年阿姆柯公司巴特勒工厂建成四机架冷连轧机。
冷轧带钢生产经历了漫长的发展过程,从最初的单张轧制到现在的成卷轧制,从可逆轧机到全连续轧机再到酸轧联合机组的多种生产工艺,装备水平和自动化程度不断提高。
特别是20世纪七、八十年代,冷轧技术在全连续和自动化技术的带动下,出现了一个快速发展的阶段。
现代冷轧生产技术基本上以连续化、高速化和专业化为特征,出现了全连续冷连轧机组、酸洗一冷连轧联合机组、酸洗一冷连轧一连退联合机组等全连续设备冷轧设备,出现了出口速度达到2000 m/min以上的冷连轧机,出现了专业生产镀锡原板、极薄板的冷连轧机等等。
1958年鞍钢建成了我国第一套冷带钢轧机,即1700 mm四辊可逆轧机,之后的几十年仅鞍钢和太钢有几台单机架可逆轧机可以生产宽带钢,不仅效率低,装备水平也差,产品品种和质量无法和世界先进水平竞争。
冷轧不锈钢工艺介绍不锈钢是一种具有优异耐蚀性和耐高温性能的金属材料,广泛应用于航空航天、化工、建筑、汽车等领域。
而冷轧工艺是一种常用的加工方法,用于对不锈钢材料进行加工和改善材料性能。
冷轧是指在常温下对不锈钢材料进行塑性变形加工的工艺。
与热轧相比,冷轧具有以下几个优势:1.细化晶粒:冷轧过程中,材料发生塑性变形,使晶粒细化,从而提高了材料的力学性能和耐蚀性能。
晶粒细化可以减小晶界的长度,有助于延缓晶界的腐蚀。
2.提高硬度:冷轧过程中,材料经历了塑性变形,导致晶格结构发生畸变,增加了晶体内部的位错密度,从而提高了材料的硬度。
冷轧后的不锈钢材料具有较高的硬度和强度。
3.改善表面质量:冷轧过程中通过多次轧制和拉伸,可以有效地改善不锈钢材料的表面质量。
冷轧后的不锈钢材料表面光滑平整,无明显的磨损和划痕,便于后续的加工和使用。
冷轧工艺包括以下几个主要步骤:1.钢带准备:首先需要对不锈钢原材料进行准备,通常是通过连铸连轧过程获得。
然后进行表面清洗和酸洗处理,以去除表面的氧化物和杂质,保证下一步工艺的顺利进行。
2.预处理:预处理是为了提高钢带的塑性和铸造性,通常包括软化退火、酸洗和表面护理等工艺。
软化退火可以通过控制加热温度、保温时间和冷却速率等参数来控制材料的硬度和组织结构。
3.冷轧:冷轧是冷轧不锈钢工艺的核心步骤。
通过将钢带通过一系列的轧辊和辊道,进行多次的轧制和拉伸,使钢带逐渐变薄、变窄、变长,并达到所需的规格和形状。
冷轧过程中需要确保轧辊和辊道的表面光滑,以避免对钢带表面造成伤害。
4.退火处理:冷轧过程中,由于材料受到塑性变形,导致晶格结构发生畸变,而且局部产生了较高的应力。
为了消除这些应力和畸变,需要对冷轧材料进行退火处理。
退火处理可以通过加热和保温,然后缓慢冷却来实现。
5.最终加工和表面处理:经过冷轧和退火处理后,不锈钢材料可以进一步进行最终加工和表面处理。
最终加工可以包括切割、矫直、折弯等工艺。

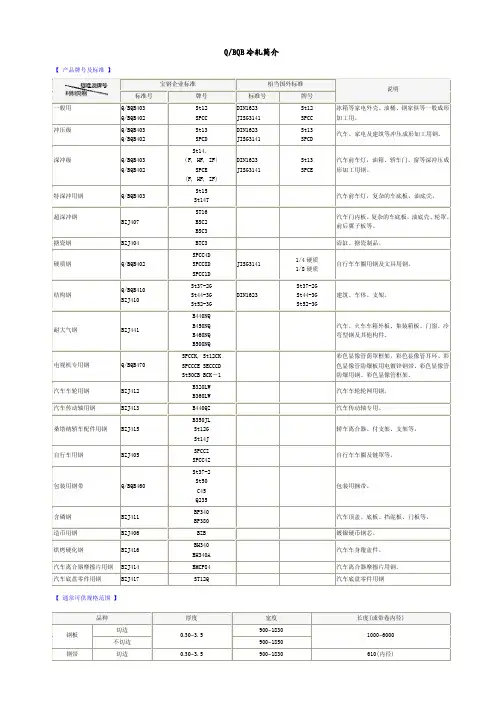
宝山钢铁股份有限公司企业标准宝钢资源查询冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差(Q/BQB 4401-2009)1 范围本标准规定了冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份公司生产的厚度为0.20mm~6.50mm、宽度为730mm~1600mm 的冷轧不锈钢钢带以及由钢带横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170-2008 数值修约规则与极限数值的表示和判定3 分类和代号3.1 按边缘状态分为切边EC不切边EM3.2 按轧制精度分为普通厚度精度PT.A较高厚度精度PT.B普通宽度精度PW.A较高宽度精度PW.B普通长度精度PL.A较高长度精度PL.B3.3 按表面加工类型分为冷轧(带氧化皮)后,进行热处理、酸洗(或机械除鳞加酸洗)处理加工No.2E 冷轧后,进行热处理、酸洗处理加工No.2D冷轧后,进行热处理、酸洗处理后,再进行平整加工No.2B冷轧后,进行热处理、酸洗处理后,再用80#~120#砂带研磨、平整加工No.3冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨、平整加工No.4冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨抛光、平整加工HL 冷轧后,进行光亮热处理后,再进行平整加工BA4 尺寸No.2B 不切边EM 750~1350钢带切边EC0.20~5.0730~1570508/610(钢卷内径)不切边EM 750~1600纵切钢带0.20~3.0 120~700No.3 No.4 HL BA 钢板切边EC0.20~3.0730~13501000~9000(钢板长度)不切边EM 750~1350钢带切边EC0.20~3.0730~1570508/610(钢卷内径)不切边EM 750~1600纵切钢带0.20~3.0 120~7005 尺寸允许偏差5.1 厚度允许偏差5.1.1 钢板及钢带的厚度允许偏差应符合表2的规定。