X62W型卧式万能铣床检修
- 格式:ppt
- 大小:16.10 MB
- 文档页数:174
X62W 型卧式万能铣床常见故障分析1.主轴电动机M1不能启动(1)如果接触器KM3吸合但电动机不转,则故障原因在主电路中,如图5.12所示。
①主电路电源缺相。
②主电路中 FU1、KM3主触点、SA5触点、FR1发热元器件有任一个接触不良或回路断路。
排除方法:参照图5.2和图5.3所示的电压测量法,用万用表依次测量主电路故障点的电压。
(2)如果接触器KM3不吸合,则故障原因在控制电路中,如图5.12所示。
①控制电路电源没电、电压不够或FU3熔断。
②SQ7-2、SB1、SB2、SB3、SB4、KM2动断触点任一个接触不良或者回路断路。
③热继电器FR1动作后没有复位,导致其动断触点不能导通。
④接触器KM3线圈断路。
排除方法:参照图5.4所示的电阻测量法,用万用表测量控制电路,找出故障点。
2.工作台各个方向都不能进给(1)进给电动机控制的公共电路上有断路,如13号线或者20号线上有断路。
(2)接触器KM3的辅助动合触点KM3(12-13)接触不良。
(3)热继电器FR2动作后没有复位。
3.工作台能够左右和前下运动而不能后上运动由于工作台能左右运动,所以SQ1、SQ2没有故障;由于工作台能够向前、向下运动,所以SQ3没有故障。
因此,故障的可能原因是SQ4行程开关的动合触点SQ4-1接触不良。
4.圆工作台不动作,其他进给都正常由于其他进给都正常,则说明SQ6-2、SQ4-2、SQ3-2、SQ1-2、SQ2-2触点及连线正常,KM4线圈线路正常,综合分析故障现象,故障范围在SA1-2触点及连线上。
5.工作台不能快速移动如果工作台能够正常进给,那么故障的原因可能是SB5或SB6,KM6主触点接触不良或线路上有断路,或者是YA线圈损坏。


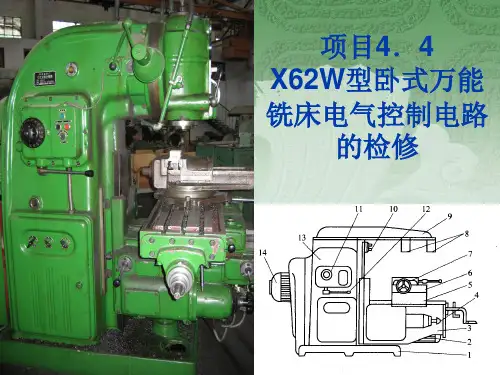
X62W 万能铣床1 / 342 /341、床身2、主轴3、刀杆4、横梁5、刀杆支架6、作台7、回转盘8、横溜板9、升降台10、基座3 / 344 / 34机床检修控制线路授课主要内容1、人门指导2、线路特点3、运动形式4、分析电路工作原理5、故障分析及检修6、检修注意事项●X62W型万能铣床电气控制线路检修●课题要求● 1、技术理论知识:掌握X62W型万能铣床控制原理和运动形式,熟悉各元件位置,掌握检修方法,排除故障步骤,检修注意事项● 2、实际技术操作:根据原理图及运动形式,用仪表按检修步骤及检修工艺要求检修排除故障,要求在定额时5 / 34间内完成检修任务。
● 3、设备、工量具准备:电工工具、500万用表、摇表● 4、材料准备:组合开关、熔断器、接触器、热继电器、按钮、行程、开关、倒顺开关、电阻、变压器、导线,号码管、灯座● 5、示范操作准备:安装板一块三相异步电动机三台三相电源,在板上示范检修操作等。
●●实验要求:1、提前15分钟进入教室绘好图,做好上课前准备工作2、学生进入课室后先清点学生人数,填写考勤记录,巡查学生工作服、鞋子等是否符合实习安全要求。
3、强调实习课堂纪律,安装检修时安全注意事项。
4、课间休息不允许用电工工具开玩笑。
5、不允许损坏公物。
6、通电时必须有老师在场,并经老师同意才允许通电。
7、通电检修时电工工具必须放好,手不允许在通电检修台上乱指。
8、通电检修完毕后,检查所有开关断开后方可离开。
6 / 34宣布今天的实习内容、技术要求、工时、劳动纪律。
工具:常用电工工具。
仪表:500型万用表、摇表提问:X62W型万能铣床主要有几种进给方式?检修时有哪些安全注意事项?●导入新课题● X62W万能铣床是一种通用的多用途机床,它可以用圆柱铣刀,圆片铣刀,角度铣刀,成型铣刀及端面铣刀等刀具各种零件进行平面、斜面、螺旋面及成型表面的加工,还可以加装万能铣头,分度头和圆工作台等机床附件来扩大加工范围。
X62W万能铣床故障分析一、故障现象:机床无法启动1.故障可能原因:a.供电不足或供电异常:检查电源是否正常工作,排除供电问题;b.控制电路问题:检查控制面板、电路板和连接线路是否完好;c.电机故障:检查驱动电机及其连接线路是否正常;d.程序控制问题:检查程序是否正确加载或存在错误。
2.解决方案:a.确保供电正常,排除供电问题;b.检查控制电路是否受损,修复或更换故障部件;c.检查电机及其连接线路是否正常,修复或更换故障部件;d.检查程序是否正确加载,调整程序或修复错误。
二、故障现象:机床运行不稳定或产生异常噪音1.故障可能原因:a.机床结构松动或磨损:检查机床各部位是否出现松动现象,确保机床结构稳固;b.刀具或夹具安装不稳定:检查刀具和夹具的安装是否稳定,修复或更换故障部件;c.传动系统故障:检查传动系统的各个部件是否磨损,修复或更换故障部件;d.润滑系统故障:检查润滑系统是否正常工作,修复或更换故障部件。
2.解决方案:a.检查机床各部位是否松动,加紧螺栓或修复磨损部件;b.检查刀具和夹具的安装是否稳定,重新安装或更换故障部件;c.检查传动系统的各个部件是否磨损,修复或更换故障部件;d.检查润滑系统是否正常工作,修复或更换故障部件。
三、故障现象:加工精度下降或工件表面质量差1.故障可能原因:a.机床调整不当:检查机床各个部位的调整是否合理,根据需要进行调整;b.刀具磨损或损坏:检查刀具的磨损程度或损坏情况c.切削参数设置不正确:检查切削速度、进给量和切削深度的设置是否合理;d.外界环境干扰:适当调整机床的工作环境,减少外界干扰。
2.解决方案:a.合理调整机床各个部位,确保机床达到最佳工作状态;b.检查刀具的磨损情况,及时修复或更换;c.重新设置切削参数,确保合理的切削速度、进给量和切削深度;d.调整机床的工作环境,减少外界干扰。
综上所述,在分析X62W万能铣床故障时,我们需要首先观察故障现象,并将其与常见的故障原因进行对比。
大修报告论文题目X62W万能铣床大修报告专业班级学生姓名学号学生姓名学号学生姓名学号学生姓名学号指导教师职称指导教师王柏华职称高级技师起止日期年月日到年月日二零一零年三月目录1引言……………………………………………………3页2检修前的设备记录……………………………4页 2.1检修前出现的故障……………………………………4页 2.2 元器件的选择……………………………………………5页3 工作原理…………………………………………………6页3.1 主电路原理分析………………………………………………6页3.2 控制电路原理分析……………………………………………6页3.2.1主轴控制……………………………………………6页3.2.2工作台进给、冲动、圆工作台控制………………………7页4 维修后的技术偏差表…………………………………………10页5 大修总结………………………………………………………11页6致谢………………………………………………………12页7 参考文献………………………………………………………12页8 附录1 原理图…………………………………………………13页9 附录2 安装位置图……………………………………………14页10 附录3 元件清单………………………………………………15页11附录4 设备使用说明书………………………………………17页12机床正面图………………………………………………………19页13机床反面图………………………………………………………20页14 大修工艺卡……………………………………………………21页1 引言万能铣床是一种通用的多用途机床,它可以用圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀及端面铣刀等刀具对各种零件进行平面、斜面、螺旋面及成型表面的加工,还可以加装万能铣头、分度头和圆工作台等机床附件来扩大加工范围。
常用的万能铣床有两种,一种是X62W 型卧式万能铣床,铣头水平方向放置;另一种是X52K型立式万能铣床,铣头垂直方向放置。

(一)主电路三相电源由电源引入开关QSl引入,FUl作全电路的短路保护。
主轴电动机M1的运行由接触器KMl 控制,由换相开关SA3预选其转向。
冷却泵电动机M3由QS2控制其单向旋转,但必须在M1起动运行之后才能运行。
进给电动机M2由KM3、KM4实现正反转控制。
三台电动机分别由热继电器FRl、FR2、FR3提供过载保护。
(二)控制电路由控制变压器TCl提供110V工作电压,FU4提供变压器二次侧的短路保护。
该电路的主轴制动、工作台常速进给和快速进给分别由控制电磁离合器YCl、YC2、YC3实现,电磁离合器需要的直流工作电压由整流变压器TC2降压后经桥式整流器VC提供,FU2、FU3分别提供交直流侧的短路保护。
1.主轴电动机M1的控制M1由交流接触器KMl控制,为操作方便,在机床的不同位置各安装了一套起动和停机按钮:SB2和SB6装在床身上,SBl和SB5装在升降台上。
对M1的控制包括有主轴的起动、停机制动、换刀制动和变速冲动。
(1)起动:在起动前先按照顺铣或逆铣的工艺要求,用组合开关SA3预先确定M1的转向。
按下SB1或SB2→KM1线圈通电→M1起动运行,同时KM1动合辅助触点(7-13)闭合为KM3、KM4线圈支路接通做好准备。
(2)停车与制动:按下SB5或SB6→SB5或SB6动断触点断开(3-5或1-3)→KM1线圈断电,M1停车→SB5或SB6动合触点闭合(105-107)制动电磁离合器YC1线圈通电→M1制动。
制动电磁离合器YCl装在主轴传动系统与M1转轴相连的第一根传动轴上,当YCl通电吸合时,将摩擦片压紧,对M1进行制动。
停转时,应按住SB5或SB6直至主轴停转才能松开,一般主轴的制动时间不超过0.5 s。
(3)主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的。
在需要变速时,将变速手柄(见图7—11)拉出,转动变速盘至所需的转速,然后再将变速手柄复位。
在手柄复位的过程中,在瞬间压动了行程开关SQl,手柄复位后,SQl也随之复位。
X62W万能铣床大修报告一、引言X62W万能铣床是一台广泛应用于各种精密金属加工行业的设备。
随着使用年限的增长和操作频率的提高,设备往往会出现各种故障和磨损现象,影响其正常使用和加工效果。
为了确保设备的可靠性和运行效率,我们对X62W万能铣床进行了大修,本报告详细介绍了大修的过程、成果和未来维护计划。
二、大修过程1.故障分析:首先对设备进行了彻底的检查和故障分析,发现了主轴箱传动系统的齿轮严重磨损和轴承失效、机床导轨的严重磨损、电气系统的部分线路断裂等问题。
2.材料准备:根据故障分析结果,我们采购了适合的备件和材料,确保大修过程中所需的配件齐全。
3.主轴箱传动系统维修:首先,我们拆卸了主轴箱的传动系统,对齿轮进行了清洗和磨削,并更换了磨损严重的齿轮。
同时,我们修复了轴承,并更换了失效的轴承配件。
4.机床导轨磨损修复:经过测量,我们确定了机床导轨的磨损程度,并按照维修流程对其进行了刮痕处理和研磨,以恢复导轨的平整度和精度。
5.电气系统维护:我们进行了全面的电气系统检查和维护,重新连接了线路,修复了断裂的线路,并对控制面板进行了清洗和调试,确保电气系统的正常运行。
三、维修成果通过以上的大修工作,我们成功地修复了X62W万能铣床的各项故障和磨损问题,使设备恢复了正常的工作状态。
具体来说,维修成果包括:1.主轴箱传动系统的恢复:我们更换了磨损严重的齿轮,并修复了失效的轴承,使主轴箱传动系统恢复了平稳的运转。
2.机床导轨的修复:我们对磨损严重的机床导轨进行了修复,提高了设备的运动平稳性和加工精度。
3.电气系统的维护:我们重新连接了线路,修复了断裂的线路,使电气系统的运行恢复正常,避免了潜在的安全隐患。
四、未来维护计划为了确保X62W万能铣床的可靠性和长期稳定性,我们制定了以下维护计划:1.定期保养:定期检查和保养设备的各个部件,包括润滑系统、传动系统、电气系统等,以预防和发现潜在故障。
2.注意操作规范:提醒设备操作人员要严格按照操作规范进行操作,避免不正确的使用方法导致设备故障。
X62W万能铣床故障的分析与排除X62W万能铣床故障的分析与排除二、X62万能铣床故障分析【故障现象】制动正常,进给都不正常【故障原因】FU1熔断;TC损坏;FU4熔断; FR1、FR2过载保护等。
【排除方法】按惯例先查FU1,马上就会发现L1相的FU1熔断器故障。
更换熔体前需要进一步检查电动机M1、M2、M3以及它们的主电路、变压器TC是否有短路,确定无短路故障时,可能是瞬间大电流冲击造成的,更换熔体故障排除。
【故障现象】主轴电动机不转动,伴有很响的“嗡嗡”声【故障原因】首先肯定主轴电动机缺相:FU1;KM1主触点;FR1;SA3;M1等有一相已经断路。
【排除方法】查主轴电动机M1的主电路。
1) 断开电动机。
通电查FU1上、下桩头的电压正常,查KM1主触点上桩头电压正常(380V),下桩头电压不正常。
断电后,拆下KM1的灭弧罩,测量KM1主触点接触不良,修复触点或更换接触器,故障排除。
2)用电阻档测量主轴电机M1的主电路,从FU1??电动机M1的接线盒,查得KM1主触点断开,修复触点或更换接触器,故障排除。
【故障现象】有制动,其它控制电路都不工作【故障原因】FU1熔断;TC损坏;FU4熔断;KM1损坏;FR1、FR2过载保护等。
【排除方法】查变压器TC一、二次绕组的电压正常,查TC(105号线)与FU4(115号线)电压不正常。
说明变压器的二次绕组回路断开,更换熔断器FU4,故障排除。
【故障现象】圆工作台正常、进给冲动正常,其它进给都不动作【故障原因】故障范围被锁定在左右、上下、前后进给的公共通电路径;根据圆工作台、进给冲动工作正常,从而得知故障点就在SA2-3触点或连线上。
【排除方法】用电阻法:断开SA2-3一端接线,测量SA2-3触点电阻接触不良,故障排除。
用电压法:先按下SB1或SB2,接触器KM1吸合,查TC二次绕组(105号)线与SA1-2(116号)线间电压正常(110V),查TC二次绕组(137号)线与SA1-2(117号)线间电压不正常,触点SA2-3接触不良。
X62W型万能铣床电路检修实训目的以及要求:目的是使同学熟练掌握X62W机床的操作以及检修方法。
要求同学在规定时间内可以独立、快速完成检修任务。
一、工作原理:首先把三个电机切换开关搬到“2”的位置:初始状态:圆工作台工作时,SA1方在接通位置,SA2 放在手动位置;工作台工作时,SA1 放在断开位置,SA2 放在手动位置;1、主轴电动机M1的控制:a、首先将SA1放在断开位置,SA2放在手动位置;再将SA4扳至主轴电动机所需的运转方向,然后再按启动按钮SB3或SB4来启动电动机M1。
b、M1启动后速度继电器KS的一副常开触点闭合为主轴电动机的停车制动做好准备。
c、停车时,按停止按钮SB1或SB2,M1电机反接制动停车。
d、主轴电动机变速时的瞬间(冲动)控制:在主轴电动机未启动时,搬动冲动行程开关SQ7,注意来回搬动,使主轴电动机来回摆动,来达到齿轮变速的目的。
2、工作台进给电动机M2的控制:首先将圆工作台控制开关SA1扳至断开位置,工作台控制开关SA2扳至手动位置。
按下主轴启动按钮SB3或SB4,主轴电动机M1启动运行。
a、工作台向上和向后运动控制:M1启动后,压上行程开关SQ4,M2反转运行,执行工作台向上或向后运动。
b、工作台向下和向前运动控制: M1启动后,压上行程开关SQ3,M2反转运行,执行工作台向下或向前运动。
c、工作台左右(纵向)运动控制:工作台向左运动控制:M1启动后,压上行程开关SQ2,M2反转运行,执行工作台向左进给运动。
工作台向右运动控制:M1启动后,压上行程开关SQ2,M2正转运行,执行工作台向右进给运动。
d、工作台快速进给运动控制:M1电机启动后,工作台在作进给运动时,按下快速进给控制按钮SB5或SB6,电磁铁YA得电吸合,机床执行工作台快速进给运动,松开SB5或SB6,YA失电释放,快速进给运动停止,工作台仍按原常速进给时的速度继续运动。
e、进给电动机变速冲动控制:M1启动后,工作台做进给运动前,来回摆动SQ6,电动机M2正转瞬动工作。
浅析X62W万能铣床机床电气故障检修摘要:X62W万能铣床是一种通用的多用途机床,它可以用圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀及端面铣刀等刀具对各种零件进行平面、斜面、螺旋面及成型表面的加工。
现以X62W卧式万能铣床为例对其电气控制线路检修进行分析。
关键词:X62W万能铣床;电气故障;检修1 电气故障检修的一般步骤(1)观察和调查故障现象。
故障现象是检修电气故障最直接、最基本的依据,是电气故障检修的起点,因而要对故障现象进行仔细观察、分析,找出故障现象中最主要的、最典型的方面,搞清故障发生的时间、地点、环境等;(2)分析故障原因——初步确定故障范围、缩小故障部位。
根据故障现象分析故障原因是电气故障检修的关键;(3)确定故障的具体部位——判断故障点。
确定故障部位是电气故障检修的最终归纳和结果。
确定故障部位可理解为确定设备的故障点,如短路点、损坏的元器件等,也可理解为确定某些运行参数的变异,如电压波动、三相不平衡等。
确定故障部位是在对故障现象进行周密的考察和细致分析的基础上进行的。
在这一过程中,可采用多种检查手段和方法;(4)排除故障。
对已经确定的故障點,使用正确的方法予以排除;(5)校验与试车。
在故障排除后还要进行校验和试车。
2 电气设备维修的十项原则(1)先动口再动手。
对于有故障的电气设备,不应急于动手,应先询问产生故障的前后经过及故障现象;(2)先外部后内部。
应先检查设备有无明显裂痕、缺损,了解其维修史、使用年限等,然后再对机内进行检查;(3)先机械后电气。
机床设备都以电气——机械原理为基础,特别是机电一体化的先进设备,机械和电气在功能上有机配合,是一个整体的两个部分。
往往机械部件出现故障时,影响电气系统,许多电气部件的功能就不起作用。
因此不要被表面现象迷惑,电气系统出现故障并不全部都是电气本身问题,有可能是机械部件发生故障所造成的;(4)先断电测量,后通电测试;(5)先清洁后维修。
对污染较重的电气设备,先对其按钮、接线点、接触点进行清洁,检查外部控制键是否失灵。