唐钢冷轧产品手册
- 格式:doc
- 大小:328.00 KB
- 文档页数:12
冷轧卷板质量说明书一、概述冷轧卷板作为重要的金属材料,广泛应用于建筑、汽车、家电等行业。
为了确保冷轧卷板的质量,本说明书详细介绍了质量标准、检验方法以及质量保证措施,旨在为相关行业提供可靠的技术支持。
二、质量标准冷轧卷板的品质标准主要涉及以下几个方面:1.化学成分:符合相关国家和国际标准,具体成分及含量参见产品质量保证单。
2.尺寸与形位公差:宽度、厚度以及长度应符合供需双方约定的标准,形位公差如不平度、镰刀弯等需满足国家及行业标准。
3.表面质量:板面应平整、无气泡、裂纹、夹杂物等明显缺陷,表面粗糙度需满足使用要求。
4.机械性能:包括抗拉强度、屈服强度、延伸率等,需符合国家及行业标准。
5.包装与标识:产品应按照相应标准进行包装,标识清晰、完整,易于辨识。
三、检验方法1.化学分析:通过取样法对冷轧卷板的化学成分进行分析,采用光谱分析、化学滴定等方法测定主成分及其含量。
2.尺寸检测:使用卡尺、千分尺等测量工具对冷轧卷板的宽度、厚度及长度进行测量,同时观察形位公差是否满足要求。
3.表面检查:肉眼观察表面,必要时使用放大镜或表面粗糙度仪检测表面粗糙度。
4.机械性能测试:在规定条件下进行拉伸试验,测定抗拉强度、屈服强度和延伸率等机械性能指标。
5.包装与标识检查:对产品的包装及标识进行检查,确保包装牢固、标识清晰。
四、质量保证措施为了确保冷轧卷板的质量,实施以下质量保证措施:1.原料控制:选用优质的原料,确保原材料的质量稳定。
对进厂的原料进行质量检验,合格后方可投入生产。
2.工艺优化:不断优化生产工艺,提高生产过程中的稳定性和可靠性,从而确保产品质量的稳定。
3.过程监控:加强生产过程的监控,定期对生产线上的关键工序进行质量抽查,确保各工序的质量控制指标符合要求。
4.设备维护与更新:对生产设备进行定期维护和保养,及时更新老旧设备,提高设备的运行效率和稳定性,从而保障产品质量的提升。
5.员工培训:加强员工的质量意识培训,提高员工对质量标准的认识和操作技能,确保生产过程中的质量控制得到有效执行。
中国钢铁工业产品开发市场开拓奖申报书
一、项目基本情况
编号:2010016
二、创造性贡献要点
三、数据对比
四、效益计算
五、主要完成单位情况
六、附件目录
1、技术、质量、环境检测、监测及认证文件科技成果鉴定证书、测试报告、认证证书
2、创造性证明
专利证书
3、市场开拓证明
用户证明
4、影响力证明
获奖证书
仅供个人参考
仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.
Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.
Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales.
толькодля людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях.
以下无正文
不得用于商业用途。
宝山钢铁股份有限公司企业标准冷连轧碳素钢板及钢带Q/BQB 402-2009代替Q/BQB 402-2003、BZJ 491-2004 1 范围本标准规定了冷连轧碳素钢板及钢带的分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.17mm~3.5mm的冷连轧碳素钢板及钢带(以下简称钢板及钢带)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 230.1-2004 金属洛氏硬度试验方法第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)GB/T 232-1999 金属材料弯曲试验方法GB/T 2523-2008 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 4340.1-1999 金属维氏硬度试验第1部分:试验方法GB/T 5027-2007 金属材料薄板和薄带塑性应变比(r值)的测定GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1 钢板及钢带按用途区分应符合表1的规定。
不锈钢冷轧产品质量检查手册模板1浦项不锈钢冷轧产品质量检查手册一、检查事项1.适用范围此基准规定了不锈钢冷轧检查的一般事项。
2.一般事项(1)检查项目和合格判定等依据是检查基准(2)检查按原则上在产品发货之前进行, 依居冷轧品质技术科制定的《品质检验基准》进行检查。
(3)确性材质、化学成份、尺寸检查和合格判定基准是依据反映使用厂家要求基准、钢材规格基准和公司内其它的保证基准。
3.检查方式4.检查基准(1)化学成份: 使用原材料质保书上的实际数据。
(2)机械性能: 分析半成品、成品、试验品要根据抽样基准。
没有特别指示时, 应按机械试验常规项目作业。
(3)表面: 按各产品的检查标准或指定的表面状态用视觉或按检查标准规定的检测仪器进行检查。
(4)形状: 根据按产品检查基准规定的检测仪器和视觉观察进行检查。
(5)重量: 进行计量检查。
25.判定产品等级(1)正品( 1A) : 满足订货条件的产品。
(2)订货外1级( 1B) : 指符合使用厂家的订货条件, 但超过订货量的产品, 或没有达到订货条件但可转换为其它订货条件的产品。
(3)订货外2级( 2B) : 不能达到使用厂家订货条件的不合格产品, 也不能达到正常的另一种订货规格的其它用途的产品。
(4)级外吕( 3C) : 不能达到订货外品的不合格品, 便不以4D处理。
(5)附生品( 4D) : 各工程发生的作不了产品的Scrap, 便按低组用途能够使用, 可售出比Scrap价格高的钢带叫4D。
(6)废铁( Scrap) : 不能成为产品。
以下缺一页34.检查体系4三、表面缺陷的检查1.适用基准此标准规定了不锈钢表面缺陷的检查和判定方法。
2.用语定义1)检查单位: 原材料全宽×2M或1M为判断表面缺陷的最小单元。
2)单位等级: 是表示缺陷的大小和严重程度的项目, 分五个等级管理评价单位缺陷状况, 五个检查等组分别为A、 B、 C、 D和E。
3)表面等级: 根据每一个检查单位等级的百分比来表示每个Coil或每个SheetBox的表面品质程度, 并分成A、 B、 C、 D和E级, 对上、下表面分别进行评分。
冷轧作业指导书(总2页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--冷轧作业指导书1、冷轧机分为1-6号机。
2、操作工人上岗前应穿戴好劳护用品,并由当班的管理人员开会安排工作任务及安全方面的注意事项。
3、冷轧工操作时选择与轧机的相符编号的坯管,未经得生产计划部同意不准私自更改轧制规格。
4、原料检查:①原料外表面要求无裂纹、翘皮等缺陷。
②外径、壁厚尺寸要求与生产传票相等。
③所有来料均要切除尾部飞皮,并无毛刺。
④特别检查钢号、标识是否与传票一致。
⑤如果不符合以上要求,需查明原因后才能生产。
5、轧机检查①检查所有按钮是否有效。
②检查所有油路是否正常。
6、轧管装料打开芯杆卡紧装置,将坯管装入芯杆卡紧装置和回转送进箱,进入中间床身的轧制中心线上,同事将坯管卡盘退至后极限位置或坯管长相适宜的位置。
调节三爪或液压夹紧装置将芯棒杆卡紧,并放上芯杆限位装置。
轧制启动开关,使用快捷键使坯管端面和卡盘接近(距离不超过10mm),开始轧制管子。
轧制第一支管子时,应先把送进速度调到低速轧制,并沿管子旋转方向用手带动旋转。
在轧出300mm时,应停机按技术要求进行检查,检查合格后可继续生产,不合格则调整斜楔来调试外径大大小,调整芯杆滑座位置来调试内孔的大小。
直到表面质量和尺寸精度符合生产技术要求。
当卡盘走到前端碰到限位开关时,停止前进,主电机停车,使其快速退回到后端,松开卡盘,等待重新上料再次轧制。
管子轧出轧机箱后,要及时放上刮油装置。
正常轧制后,应把调试管不合格部位切除,整支不合格的应拿出并作好标识和记录(写明钢号和实际尺寸)。
7、所轧坯管检查在调试正常后应检查:外径、壁厚、内孔、长度、直线度是否符合生产传票要求,并取样保留样品(所有精管,即下工序不需要热处理的)取样350mm,其他坯管取样100mm左右。
原则上统一规格取一个样,若中途有更换芯棒,调动轧机应及时取样看是否合格。
冷扎钢板dc040.8质量证明书篇一:宝钢冷轧牌号对照表宝钢冷轧牌号对照表低碳钢碳素结构钢加磷钢烘烤硬化钢双相钢低合金高强钢碳素结构钢化学成分和力学性能行業數據20XX-07-08 19:27阅读60评论0字号:大中小根据GB 70O一881 牌号和化学成分1.1 钢的牌号和化学成分应符合表1规定。
表1注:1)Q235A、B级沸腾钢锰含量上限为0.60%。
1.1.1 沸腾钢硅含量不大于0.07%;半镇静钢硅含量不大于0.17%;镇静钢硅含量下限值为0.12%1.1.2 D级钢应含有足够的形成细晶粒结构的元素,例如钢中酸溶铝含量不小于0.015%或全铝含量不小于0.020%。
1.1.3 钢中残余元素铬、镍、铜含量应各不大于0.30%,氧气转炉钢的氮含量应不大于0.008%。
如供方能保证,均可不做分析。
经需方同意.A级钢的铜含量。
可不大于0.35%。
此时.供方应做铜含量的分析.并在质量证明书中注明其含量。
1.1.4 钢中砷的残余含量应不大于0.080%。
用含砷矿冶炼生铁所冶炼的钢。
砷含量由供需双方协议规定。
如原料中没有含砷.对钢中的砷含量可以不做分析。
1.1.5在保证钢材力学性能符合本标准规定情况下,各牌号A级钢的碳、碓锰含量和各牌号其他等级钢碳、锰含量下限可以不作为交货条件,但其含量应在质量证明书中注明。
1.1.6 存供直商品钢锭、钢坯时,供方应保证化学成分符合表1规定·但为保证轧制钢材各项性能;={=合本标准要求.各牌号A、B级钢的化学成分可以根据需方要求进行适当j周整.另订协议。
1.2 成品钢材、商品钢坯的化学成分允许偏差应符合GB 222中表1的规定。
沸腾钢成品钢材和商品钢坯化学成分偏差不作保证。
5.2 冶炼方法钢由氧气转炉、平炉或电炉冶炼.除非需方有特殊要求,并在合同中注明,冶炼方法一般由供方自仃:臭定。
2力学性能钢材的拉伸和冲击试验应符合表2规定,弯曲试验应符合表3规定。
表2表3注:B试样宽度.a为钢材厚度。
冷轧专用板产品手册COLD ROLLED SPECIAL PLATEPRODUCT MANUAL北京首钢股份有限公司B e i j i n g S h o u g a n gC o.,L t d.1.1 冷轧及退火产品 Cold rolled & Annealed steel sheets & strips1.1.1 涂镀基板用冷轧钢板及钢带Cold rolled steel sheets and strips for the substrate of color coating and electroplating1.1.2药芯焊丝用冷轧钢板及钢带 Cold rolled steel sheet & strip for flux-cored wire(5)拉伸应变痕 Stretcher strain marks 由于此类钢种时效的影响,建议用户尽早使用。
Aging often occurs on Cold rolled steel sheets & strips for painting and coating base plate , so the user issuggested to use it as soon as possible.Products Introduction产品介绍(5) 拉伸应变痕 Stretcher strain marks 由于此类钢种时效的影响,建议用户尽早使用。
Aging often occurs on Cold rolled steel sheets & strips for flux-cored wire, so the user is suggested to use it assoon as possible.1.1.3 链条用钢 Cold rolled steel sheets and strips for chain1.1.4搪瓷用钢 Cold rolled steel sheet and strip for enamelling1.1.5 精密焊管用冷轧钢板及钢带 Cold rolled steel sheets and strips for precision welded pipe(1)牌号和用途 Steel Grades and Application(4)可订货规格 Available dimensions(单位 Unit: mm)1.1.6钢桶用冷轧钢板及钢带 Cold rolled steel sheet and strip for bucket1.1.7 高耐候冷轧钢板及钢带 High weather resistant cold rolled steel sheets and strips冷轧专用板产品手册COLD ROLLED SPECIAL PLATE PRODUCT MANUAL北京首钢股份有限公司Beijing Shougang Co.,Ltd. 首钢智慧供应链平台https://上海首钢钢铁贸易有限公司Shanghai Shougang Steel Trading Co. Ltd.广州首钢钢铁贸易有限公司Guangzhou Shougang Steel Trade Co., Ltd.山东首钢钢铁贸易有限公司Shandong Shougang Steel Trade Co., Ltd.天津首钢钢铁贸易有限公司Tianjin Shougang Steel Trade Co., Ltd.武汉首钢钢铁贸易有限公司Wuhan Shougang Steel Trade Co., Ltd.中国首钢印度有限公司China Shougang India Private Limited Tel: 0091 124 4100380/1Tax: 0091 124 4100381首钢国际 ( 新加坡 ) 有限公司Shougang InternaTional(Singapore) PTE. Limited Tel: 0065 62251706Tax: 0065 62252617首钢国际 ( 奥地利 ) 有限公司Shougang International(Austria)GmbH Tel: 0043 1 802 1995 10Tax: 0043 1 802 1995 50首钢国际 ( 加拿大 ) 投资有限公司Shougang International(Canada)Investment L TD. Tel: 001 6046970128Tax: 001 6046970113首钢国际 ( 马来西亚 ) 有限公司Shougang International(Malaysia)SDN.BHD. Tel: 0060 03 33778968/8972Tax: 0060 03 33920293首钢国际 ( 韩国 ) 有限公司Shougang International(Korea)CO.,L TDTel: 0082 220519118Tax: 0082 517459117首钢国际 ( 香港 ) 投资有限公司Shougang International(Hong Kong) Investment Limited Tel: 00852- 28910011Tax: 00852- 28910011卓航海运 ( 新加坡 ) 有限公司Superior Ocean Shipping(Singapope)PTE.L TD. Tel: 0065-62251706Tax: 0065-62252617首钢鹏龙钢材有限公司苏州首钢钢材加工配送有限公司宁波首钢浙金钢材有限公司宁波首钢汽车部件有限公司哈尔滨首钢武中钢材加工配送有限公司沈阳首钢钢材加工配送有限公司佛山首钢中金钢材加工配送有限公司首钢(青岛)钢业有限公司电话**************株洲首鹏汇隆钢材加工配送有限公司天津物产首钢钢材加工配送有限公司重庆首钢武中汽车部件有限公司SGGF 2021-10-15-008首钢智慧供应链平台Shougang for WeChat北京首钢股份有限公司B e i j i n g S h o u g a n gC o.,L t d.。
冷轧卷板质量说明书
冷轧卷板的质量说明书可能包含以下内容:
1.原料:冷轧卷板是以热轧卷为原料,在室温下在再结晶温度以下进行轧制而成,包括板和卷。
2.性能特点:冷轧卷板具有较高的加工硬化现象和内应力,屈服强度增加,表面质量好,尺寸精度高,可加工性能好。
3.厚度范围:冷轧卷板的厚度范围通常在
4.Omm以下,更常见的厚度范围是0.05mm^3.Omm o
4.材质:冷轧板的主要材质有Q195A-Q235A、Q195AF-Q235AF. Q295A(B)-Q345A(B);SPCC.SPCD.SPCE,ST12-15;DCoI-06等。
5.外观质量:冷轧卷板的表面应平整,无裂纹、锈蚀、厚度不均等质量问题。
6.物理性能:冷轧卷板应具有一定的抗拉强度、屈服点和延伸率等物理性能。
7.使用注意事项:在运输和使用过程中,应注意防止冷轧卷板表面受到划伤或污染,避免与其他硬物摩擦或撞击。
以上是冷轧卷板质量说明书的基本内容,但具体内容可能会因产品标准和要求的不同而有所差异。
如果您需要更详细的信息,建议参考相关的产品标准或咨询相关技术人员。
ST14冷板
ST14冷板就是你要的冷轧钢板现有规格1-4mm
规格尺寸:1000*2000、1250*2500
冷板分类:冷轧卷板、冷轧盒板
生产厂家:鞍钢、本钢、唐钢、天铁、邯钢
_______________________________________________________________________________ 详询山东宝雷钢铁0635—8887186 135_6129_1801
1 常备库存大,钢厂库存万余吨,厚度从0.6mm-5.0mm, 宽度1000mm-1800mm.涵盖冷轧钢板冷轧板冷轧卷板深冲钢板汽车钢板价格高强钢板的厂家资源。
品种主要有:20--45 #、40Mn--65Mn、60Si2MnA、50CrVA、20--40Cr、27SiMn、30--35CrMo、T8--T10A,
2定扎时间短。
对于客户定扎的特殊材质、特殊强度、异型规格均能在规定的时间内准时交货,为您的工程和生产提供充足的货源保证。
3 价格优惠,公司经营规模大,钢厂进货优惠幅度大,货物成本低、吊装、加工、仓储、运输等物流环节的成本优化,决定了我们的价格低于市场。
4 加工配送公司提供精细的镀锌板加工,纵剪、开平成您需要的任意规格,高效的完成从吊装、加工到配送的服务环节。
5 售后服务,公司有专门的售后服务部门,接到客户质量异议通知后,及时确认货物的质量,
并及时调换货物或退还全款。
本公司专业经营首钢、鞍钢、邯钢、唐钢、本钢等厂家代理的冷轧钢板冷轧板冷轧卷板深。
河北钢铁股份有限公司唐山分公司
冷轧薄板厂产品手册
一、唐钢冷轧薄板厂简介
唐山钢铁集团有限责任公司冷轧薄板厂是国家“十五”和河北省重点工程项目,是唐山四大兴市工程之一,也是唐钢产品结构调整最为重要的工程项目。
工程采用了外方技术总负责、关键设备整体引进、点菜集成、国内技术总成、自主创新、单体设备引进等多种建设方案,保证了技术先进和人才的培养,确保工程投产后达产达效。
各条生产线汇集了世界各大冶金设备公司如意大利达涅利、法国克莱西姆、美国布里克蒙、日本三菱、日本新日铁等多项最新技术,具有三项世界唯一和六项国内唯一的先进工艺技术和设备,同时拥有大小专利30多项,为各项产品的生产与开发做好了充足的设备准备和技术储备。
唐钢冷轧薄板厂是国内同时具有冷轧和热轧深加工能力的工厂之一,设计年产量230万吨,能向广大用户提供热轧酸洗、热轧镀锌、冷硬、罩式退火、冷轧镀锌、镀铝锌合金、电工钢和彩涂等各大类产品。
产品覆盖东北、华北、华东、华南等地区。
2009年6月温家宝总理到厂视察工作时指出“人无我有,人有我优”精品理念,满足用户对产品的任何要求,是我们工作的最高标准,全厂以此为契机积极组织力量开发了环境友好型涂层(低铬钝化和无铬耐指纹)产品、Z450超厚锌层镀锌板、电工钢、家电板、汽车用钢、焊丝钢以及DC04级冲压板等多项新产品,产品成功打入美洲、欧洲和东南亚等市场,2011年3月份全厂实现冷轧产品发货量21万吨以上,为同类机组产量最高,全年向世界40多个国家和地区出口冷轧产品108万吨。
二、质量保证体系
唐钢冷轧薄板厂通过了GB/T19001-2008质量管理体系标准、ISO9001(2000版)认证以及ISO9001(2008版)认证,相关产品通过欧盟环保认证。
通过对质量体系深入的认识,在生产实践和相互学习中冷轧薄板厂逐渐建立、完善了一整套质量管理模式。
对各个生产工序进行质量监控,最终保证出
厂产品质量,确保用户满意、市场满意。
除对本厂工序质量监控外,还积极组织专业技术员与炼钢、热轧等上道生产工序进行技术交流和质量反馈,做好每项缺陷预防纠正措施。
不仅仅关注于冷轧厂自身质量的提高,还关注于市场和用户对产品质量的不同等级要求。
三、生产线简介
3.1 机组简介
5机架酸连轧机组
五机架冷连轧机采用法国克莱西姆公司技术;连续酸洗设备由意大利达涅利公司引进。
设计年产量为140万吨。
2005年12月20日联机改造后第一卷冷轧卷顺利下线。
单机架冷轧机组
从法国克莱西姆公司引进。
设计年产量为60万吨。
2004年7月28日第一卷冷轧卷下线。
2#连续酸洗生产线
采用意大利达涅利公司高速紊流TURBOFIO酸洗技术。
设计年产量为100万吨。
2006年2月18日热试车成功。
1#热镀锌生产线
关键设备从意大利和美国引进。
设计年产量为45万吨。
2004年12月30日第一卷镀锌卷顺利下线。
2#热镀锌生产线
采用法国克莱西姆公司连续热镀锌及美国布里克蒙公司卧式退火炉技术。
设计年产量为40万吨。
2006年2月20日第一卷产品顺利下线。
目前,1.5~4.0mm 厚度镀锌产品可批量稳定生产。
3#热镀锌生产线
采用意大利达涅利公司连续热镀锌及DCC全辐射管立式退火炉技术。
设计年产量为40万吨。
2007年3月开始投产,产品已批量出口欧美市场。
连续彩涂生产线
由日本新日铁公司引进。
设计年产量为15万吨。
2004年6月30日第一卷
彩涂卷下线。
罩式退火炉
采用世界上最先进的高效全氢罩式退火技术,设备由奥地利艾伯纳引进。
设计年产量为80万吨。
平整机组
关键设备及电控系统分别由德国西马克公司和ABB引进。
设计年产量为80万吨。
重卷机组
关键设备由国外引进。
设计年产量为26.5万吨。
2006年2月28日,经拉矫重卷,板形更为优良的第一卷冷退卷顺利下线。
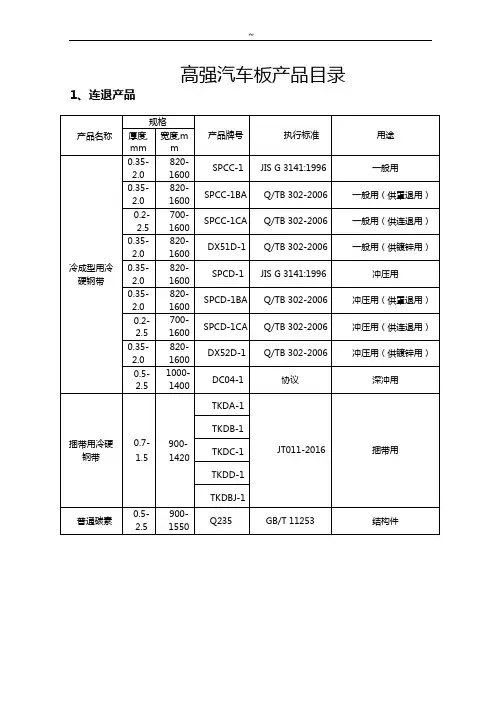
四、产品目录
五、产品介绍
5.1冷轧低碳钢带
5.2家电用冷轧低碳钢带
机械性能
5.3 药芯焊丝用冷轧低碳钢带
机械性能
5.4 冷轧碳素结构钢带
机械性能
5.5 低合金高强冷轧钢带
机械性能
5.6 热轧酸洗钢带
机械性能 (1)
5.7 冷轧热镀锌钢带
机械性能
表面处理
涂油、钝化、钝化+涂油、耐指纹;
环保钝化、环保钝化+涂油、环保耐指纹;
5.8热轧热镀锌钢带
机械性能及工艺性能
表面处理
涂油、钝化、钝化+涂油。
5.9连续热镀铝锌钢带
机械性能
表面处理
涂油、钝化或无铬钝化、钝化+涂油、无铬钝化+涂油、耐指纹或无铬耐指纹。
5.10 彩色涂层钢带
机械性能及工艺性能
涂层性能
5.11半工艺电工钢产品
尺寸公差(mm)
电磁性能
5.12电工钢冷硬产品
尺寸公差(mm)
- 11 -
12。