中华讲师网-抽样检验概要
- 格式:ppt
- 大小:1.19 MB
- 文档页数:26

统计抽样检验抽样检验培训目的掌握统计抽样检验的基本原理和方案检索,正确操作统计抽样检验。
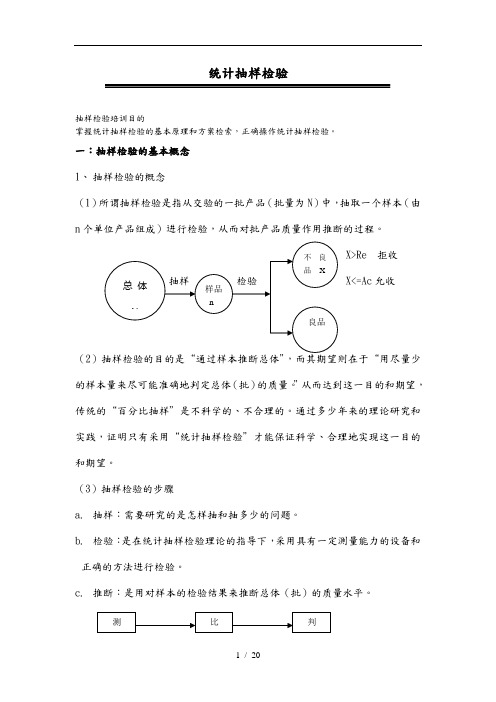
一:抽样检验的基本概念1、 抽样检验的概念(1)所谓抽样检验是指从交验的一批产品(批量为N )中,抽取一个样本(由n 个单位产品组成)进行检验,从而对批产品质量作用推断的过程。
拒收 允收(2的样本量来尽可能准确地判定总体(批)的质量。
”从而达到这一目的和期望,传统的“百分比抽样”是不科学的、不合理的。
通过多少年来的理论研究和实践,证明只有采用“统计抽样检验”才能保证科学、合理地实现这一目的和期望。
(3)抽样检验的步骤a. 抽样:需要研究的是怎样抽和抽多少的问题。
b. 检验:是在统计抽样检验理论的指导下,采用具有一定测量能力的设备和正确的方法进行检验。
c. 推断:是用对样本的检验结果来推断总体(批)的质量水平。
其中抽样和推断状况就构成了抽样方案。
即抽多少和怎样推断。
2、统计抽样检验1)统计抽样检验的概念(1)所谓统计抽样检验,是指抽样方案完全由统计技术所确定的抽样检验。
(2)统计抽样检验的优越性体现在可以用尽可能低的检验费用(经济性),有效地保证产品质量水平(科学性),且对产品质量检验或评估结论可靠(可靠性),而其实施又很简便(可用性)。
二、抽样检验方案一个批的产品数量即批量用N表示,对这个产品批规定一个不合格品率,如果批不合格品率超过这个规定值,该批产品将被拒收,这个不合格品率就称为“该允收不合格品率”,以P1表示。
抽样检验就是从批N里抽取一小部分单位产品作为样本进行检验,用样本的质量对产品批质量进行推断。
样本中所包含的单位产品数称为样本大小,或叫样本容量,用n来表示,样本中的不合格品数用d表示,样本的不合格品率为d/n。
因为是抽样检验,我们无法保证样本的不合格品率d/n恰恰等于批不合格品频率D/N,所以只有用d/n 与P1比较而作出接受还是拒收的决定。
对计数值抽样检验,实际作法并不是直接用d/n与P1作比较,而是规定一个合格判定数Ac和一个不合格判定数Re,若样本不合格品数d小于或等于这个合格判定数Ac,就接收该批产品;若d等于或大于不合格判定数Re,则拒收该批产品。


抽样查验的概要5.1抽样查验的概要1942年,统计品质办理的鼻祖发现了管制图时,统计的抽样查验法,也以及为中心开始研究。
于是在1929、1941、1942年,曾前后3次将其研究成果,颁发在Bell Telephone Laboratory的杂志里,这些论文对以后抽样查验的开展奉献极大。
第2次世界大战开始时,美国迫切需要把平时财产转变为战时财产。
虽然当时品质办理的推行,出格是管制图的普及,已使美国战时财产推行得尚为顺利,但因大量军需物资必需供应,而在查抄员又非缺少之下,军需物资的购入及验收,就不得不采纳一种比较经济又简单的方法。
而抽样查验的方法正适合此一要求。
所以在当时,抽样查验就成为军需物资购入及验收时,一种必需的查验方法。
Dodge-Romig “抽检表〞主要是为制造工场的制程查验及最终查验而设计的,并不适合于陆海军所需要之持久从大都业者购置多种类大都量之成品的要求,所以军方就开始策动多位数理统计学家,制作一种能适合军方要求的抽样查验表,这是以合格品质水准为基准,选择供应者的一种抽样查验表。
这种抽检表的制作及实施,一直继续到1945年大战结束为止。
第2次世界大战结束以后,战时财产又再度回到平时财产,但战时阐扬极大效果的品质办理,战后亦被很有效果的广泛应用到各种工业上,所以制程管制应用管制图,成品查验应用抽样查验,已成为今日的一般常识。
当时所颁发的主要论文列举如下:SRG的抽检表Statistical Research Golumbia University(1947)Techniques of Statistical Analysis(chap. 1)McGraw-Hill.↑JAN-STD-1051949.总合陆海军的个别制作的抽检表而制定〔计数〕→MIL-STD-105A(1950)↓MIL-STD-STD-105B(1958)︒MIL-STD-105C(1961)±MIL-STD-105D(1963)"Bowker and Goode的计量抽检表Bowker,A.H. and H.P. goode (1952);Sampling inspection by variables,McGraw-Hill≥MIL-STD-414Technical Memorandum. Bureau of Ordnance.战后日本被美军所占领,工业上受到美国影响极大,品质办理也就很快的传入日本,当时日本由于数字大学传授之带领,以日本科学技术连盟为中心,对外大量吸收外国的统计方法,对内加强研究,致使日本之品质办理开展迅速。

抽样检验概要抽样检验是统计学中的一种常用方法,用于推断总体参数或者对比两个或多个总体参数。
本文将对抽样检验以及其应用进行概要介绍。
一、什么是抽样检验抽样检验是一种用于验证统计推断的方法,它通过从总体中随机选择一个样本来进行统计推断。
抽样检验的核心思想是基于样本的统计量来推断总体参数,并通过假设检验来确定样本推断是否具有统计显著性。
二、抽样检验的步骤1. 提出假设:在抽样检验中,我们首先需要提出一个原假设(H0)和一个备择假设(H1)。
原假设通常表示无变化或者无差异,备择假设则表示变化或者差异存在。
2. 选择显著性水平:显著性水平(α)是我们用来决定接受还是拒绝原假设的临界值。
通常情况下,常见的显著性水平有0.05和0.01。
3. 确定检验统计量:根据问题的具体情况,我们需要选取适当的统计量来进行检验。
例如,对于两个总体均值的差异检验,可以选择t检验作为检验统计量。
4. 计算P值:使用所选的检验统计量和样本数据,计算出P值。
P 值是指,在原假设为真的情况下,观察到与原假设一样或者更极端的结果出现的概率。
5. 做出决策:根据计算出的P值与选择的显著性水平进行比较,如果P值小于显著性水平,则拒绝原假设,否则接受原假设。
三、常见的抽样检验方法1. 单样本t检验:用于检验一个样本的均值是否与一个已知的总体均值存在显著差异。
2. 两样本t检验:用于检验两个独立样本的均值是否存在显著差异。
3. 配对样本t检验:用于检验两个相关样本的均值是否存在显著差异。
4. 卡方检验:用于比较两个或多个分类变量之间是否存在关联性。
5. 方差分析(ANOVA):用于比较三个或多个样本均值之间是否存在显著差异。
四、抽样检验的应用举例1. 市场研究:抽样检验可以用于判断两种市场推广方式的效果是否存在显著差异。
2. 医学研究:抽样检验可以用于比较新药物和传统药物的疗效是否有显著差异。
3. 教育研究:抽样检验可以用于评估不同教育方法对学生成绩的影响是否显著。

抽样与检验一、抽样检验基本概念1.在质量管理中,一般有来料检验、过程检验、成品检验、出货检验四部分,每一部分中都会有抽样计划、允许水准、具体的抽样方式、统计分析等工作。
2.基本概念(1)批各种产品,凡是具有相同的来源,且在相同的条件下生产所得到一群相同规格的产品,可称为一个批,这样的批也可给予一个名字叫“制造批”。
一个制造批中的质量变异具有一个分布,在抽样时应尽可能的使检验批的质量接近实际值,这样才可使抽验的结果正确,因此一批可能根据需要可以区分为几个检验批,但必须注意避免将几个批合并为一个检验批。
(2)检验批在统计学中,可以称为母体或群体。
就是在各种批中,被选定用来做抽样检验的批,该批是根椐其整个批中量的大小,照抽样计划,抽出“小”批加以检验的一个群体。
通常检验批要根据允许水准来判定这个检验批是否允收。
(3)批量是指每个检验批内产品的单位数据,在统计学中也可称为“母体数”,通常以“N”表示。
(4)样本是指从检验批中所抽出的以一个以上单位组成的产品,样本中的各个样品均须随机,而且不考虑它的品质的好坏。
样本中所含的产品单位的数目称为“样本数”或“样本大小”,通常以“n”表示,它一定小于等批量数“N”。
(5)抽样检验从双方约定的检验批中,根据批量大小,抽出不同数量的样本。
将该样本以事先确定的检验方法加以检验,并将检验的结果与预先确定的要求或“品质标准”比较,以决定该批是否合格。
在计数值中,是将样本中不良品的个数所抽样计划中允收不良品的个数比较,以判定该检验批是否允收。
在计量值中,是将各样品检验结果加以统计分析,以平均值、离散度、综合指数的判定基准比较,以决定该检验批是否允收。
(6)合格判定数判定一批产品是否合格或不合格的基准不良个数称为合格判定数,通常以“C”(或AC)表示。
(7)缺陷产品单位的品质特性不合乎双方所规定的规格、图样、说明或要求等称为缺陷,通常用“d”表示。
如若是买卖的关系,缺点一般可分为:(a)严重缺陷(Critical defect),凡有危及产品的使用或携带安全,或使产品的重要功能失效的缺陷; (b)主要缺陷(Major defect),凡使产品使用性能不能达到所期望之目的,或显著减低其实用性能的缺陷; (c)次要缺陷(Minor defect),实际上不影响产品的使用功能或引起较大抱怨的缺陷。