ppk分析表
- 格式:xls
- 大小:24.00 KB
- 文档页数:2
产品生产初始过程能力分析(PPK)计划表(doc 2页)
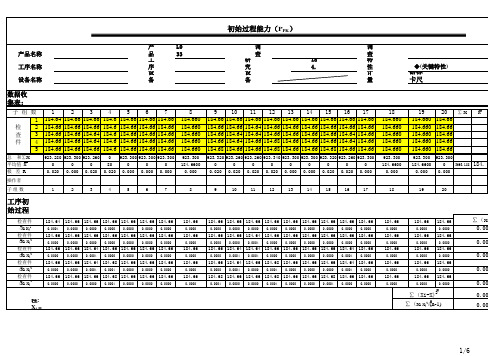
初始过程能力分析(PPK)计划表
产品图号 DZRYB001 编制部门产品开发部负责人:
产品名称99新秀电子燃油泵编制/日期共1页第1页
序号工序
名称
特性
规范要求分析方案
负责
部门
计划完成
时间
完成
情况
1 充磁
充磁
强度125m T~130 mT
1)采用X-R
控制图;
2)样本总容
量N=125;
3)在同一批
产品中按每
小时5件连
续不间断抽
样。
产品
开发
部
2003.2.13
均按
时
完成
2 配叶轮间隙0.01~0.02mm
3 点焊
牢靠
性特殊工艺验证
备注:
在试生产开始之后两个工作日完成初始过程能力的分析。
编制: 审核: 批准:。


初始过程能力分析(CPK-PPK)-20160627'01 PSW'!A21'07 CAV'!A6'01 PSW'!H6'01 PSW'!A6'01 PSW'!A14'01 PSW'!D10'01 PSW'!A8编制日期地点LOCATION 工厂部门:过程信息 PROCESS INFORMATION 统计描述DESCRIPTIVE STATISTICS值/数目 VALUES零件PART 零件图号数据点重要趋势Significant trends of data points:X 图Chart R 图Chart 读数数目Number of readings 125产品型号趋势长度RUN LENGTH 53规格下限Lower spec limit (LSL)54.7000设备TOOL量具编号Tool number 次数HOW MANY RUNS 13规格值Nominal55.0000尺寸DIMENSION量具名称Description 单位mm趋势长度RUN LENGTH 35规格上限Upper spec limit (USL)55.3000规范值正公差PLUS 负公差次数HOW MANY RUNS 21总和Total sum 6,874.8000规格下限规格值SPEC规格上限超出控制限Out of control limits 00平均值Average readings ( X )54.9984最大值Maximum 55.1000最小值Minimum 54.9000低于规格下限的读数Readings below LSL 0高于规格上限的读数Readings above USL 0极差均值Average Range (R)0.1324D 2 值Value N=52.3260上限能力指数Upper capability index (CPU) 1.7662下限能力指数Lower capability index (CPL) 1.7474能力指数Capability index (C p )1.7568过程能力指数Process Capability (C pk )1.7474能力比值Capability ratio (CR) 3.0796样本标准差Std Deviation (n-1)0.0588标准差Std Deviation (n)0.0586样本方差Variance (n-1)0.0035方差Variance (n)0.0034性能指数Performance index (P P ) 1.7000性能比值Performance ratio (PR)0.5882性能指数Performance index (P pk )1.6909n 12345678910111213141516171819202122232425154.91055.08 054.95055.06055.00054.91055.03055.00054.95055.01054.98055. 01055.06054.95055.03055.08054.98055.03054.92055.06054.920 54.90054.99055.07055.010254.91055.04055.07054.99054.94055. 05055.02055.01055.01054.94055.09054.95055.05054.94054.950 54.99055.04054.92054.91054.97055.09055.08055.03054.91054.9 30354.93054.94055.04055.09054.97054.96055.00054.90054.990 55.10054.96054.91054.95055.04055.04055.00054.96054.98055.0 8054.95055.06055.00055.04054.92055.030455.07055.04055.000 55.04055.02055.04054.90054.91055.09054.99055.07054.94055.1 0055.04054.95055.04055.03055.07054.94055.05054.93055.0805 4.99055.09055.060555.04054.93055.08055.08054.99054.91054.94055.00055.08054.96055.06054.95054.93054.96054.91054.99054.97055.00054.98054.9 1054.98054.93055.07055.06055.050Average54.97255.00655.02855.05254.98454.97454.97854.96455.02455.055.03254.95255.01854.98654.97655.0254.99655.054.96654.9885 4.99654.99855.02455.0155.016Range0.160.150.130.10.080.140.130.110.140.160.130.10.170.10.130.090.080.150.170.150.170.180.080.180.13N O T E S (备注):123编制:G KM 校对:WDYJ12111510零件名称J12111510KM16013外径¢55±0.3mm (过程能力)研究报告2016.6.27宁波菲力克汽配有限公司品质部工程图纸版本Eng.A0上升Increasing DN002孔# Cavities带表卡尺下降Decreasing 55.00.30.354.755.055.30171317131518171322468101214161820频数F r e q u e n c y子组Subgroups直方图H I S T O G R A M数据点Data Points分布曲线Distribution Shape55.10382.00004.00005.00006.00007.00008.00009.000010.000011.000012.000013.000014.000015.000016.000017.000018.000019.000020.000021.000022.000023.000024.000025.000054.9984 234567891011121314151617 181920212223242554.89302.00003.00004.00005.00007.00008.00009.000010.000011.000012.000013.000014.000015.000016.000017.000018.000019.000020.000021.000022.000023.000024.000025.000054.7554.8054.8554.9054.9555.0055.05 55.1055.151234578910111213141516171819202122232425均值A v e r a g eData Points 均值图Average (X chart)Data ValuesUCLxAveX LCLx0.30212.00003.00004.00005.00006.00007.00008.00009.000010.000011.000012.000013.000014.000015.000016.00 0017.000018.000019.000020.000021.000022.000023.000024.000 025.00000.132423456789101112131415161718192021222324250.00.050.10.150.20.250.30.351345678910111213141516171819202122232425 极差R a n g eData Points极差图Range (R chart)Data ValuesUCLrAveRLCLr。
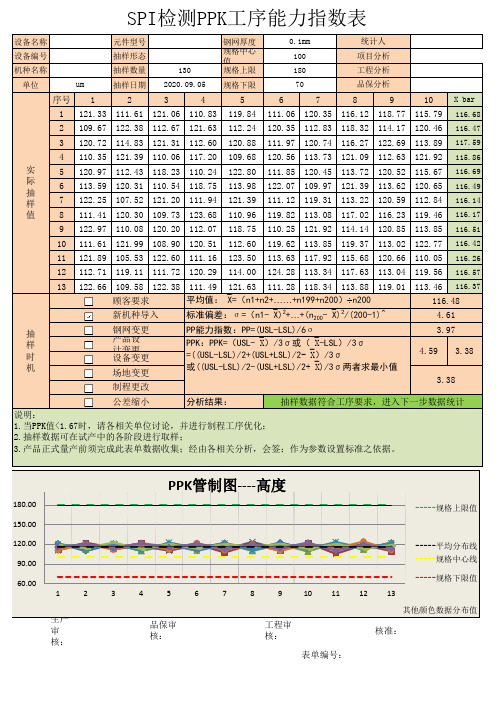
设备名称元件型号钢网厚度设备编号抽样形态规格中心值机种名称抽样数量规格上限单位抽样日期规格下限序号12345678910X bar 1121.33111.61121.06110.83119.84111.06120.35116.12118.77115.79116.682109.67122.38112.67121.63112.24120.35112.83118.32114.17120.46116.473120.72114.83121.31112.60120.88111.97120.74116.27122.69113.89117.594110.35121.39110.06117.20109.68120.56113.73121.09112.63121.92115.865120.97112.43118.23110.24122.80111.85120.45113.72120.52115.67116.696113.59120.31110.54118.75113.98122.07109.97121.39113.62120.65116.497122.25107.52121.20111.94121.39111.12119.31113.22120.59112.84116.148111.41120.30109.73123.68110.96119.82113.08117.02116.23119.46116.179122.97110.08120.20112.07118.75110.25121.92114.14120.85113.85116.5110111.61121.99108.90120.51112.60119.62113.85119.37113.02122.77116.4211121.89105.53122.60111.16123.50113.63117.92115.68120.66110.05116.2612112.71119.11111.72120.29114.00124.28113.34117.63113.04119.56116.5713122.66109.58122.38111.49121.63111.28118.34113.88119.01113.46116.37产品设计变更生产审核:品保审核:工程审核:核准:实际抽样值抽样时机4.593.383.38PPK:PPK=(USL-`X )/3σ或(`X -LSL)/3σ=((USL-LSL)/2+(USL+LSL)/2-`X )/3σ或((USL-LSL)/2-(USL+LSL)/2+`X )/3σ两者求最小值制程更改公差缩小分析结果:抽样数据符合工序要求,进入下一步数据统计表单编号:说明:1.当PPK值<1.67时,请各相关单位讨论,并进行制程工序优化;2.抽样数据可在试产中的各阶段进行取样;3.产品正式量产前须完成此表单数据收集;经由各相关分析,会签;作为参数设置标准之依据。
竭诚为您提供优质文档/双击可除ppk,计算表格篇一:如何编写合格的cpk、ppk数据如何制作合格的“过程能力分析”ppk数据利用minitab软件(minitab16)生成假的合适的ppk 数据源—25组(每组5个)测量值。
要求计算得到的ppk值≥1.67。
以117.64±0.2为例。
一、打开minitab软件,选择“计算”-“随机数据”-“正态”(图1)二、在产生的(图2)对话框中填入数据。
“均值”为117.64;ppk为1.67时“标准差”等于单边公差0.2除于5得到值0.04;“数据行数”填125(25组/每组5个数据);计划在表格中生成9组数据供挑选,表格每列的头部分别标记为1-9;在对话框左边选择全部列号码,点击选择后存入右边的框内。
点击确定后,得到数据如图3三、检验每列数据的ppk是否大于或等于1.67。
选择按钮“改善”-“评估能力”-“变量数据”-“正态能力”,见图4在出现的对话框中分别从左边选择一个列号码,如1;“子组大小”填5;“规格下限”和“规格上限”分别填下公差和上公差的数据。
见图5四、点确定后,出现一个图表(见图6),如果ppk≥1.67,则这组数据可用;如果ppk<1.67,这组数据就放弃。
然后依次用“第三步”的方法检验1-9组数据哪几组可用。
五、在表格第一列前插入一列,循环往下填写1-5数字,一直到125行。
(见图7)六、拆分每列数据为5列。
选“数据”-“拆分列”(图8)在跳出的对话框内选择左边的列号码1到右边,“使用的下标”从左边选择c1列,在新的工作表中生成,点确定。
(图9)篇二:cpk与ppk的计算和评价等级过程能力计算及评价方法1.过程能力等级说明1.1cp评价等级——《质量专业理论与实务》(中级)1.2无偏时cp与合格(不合格)率的对应关系由上表可知,在无偏时cp与合格(不合格)率的对应关系是非线性的一一对应的关系,过程能力指数越大,合格率越高(反之亦然)。