过程能力控制图 CPK分析EXCEL自动生成表格
- 格式:xls
- 大小:127.00 KB
- 文档页数:2

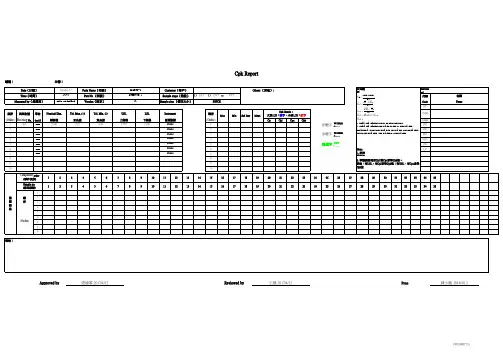
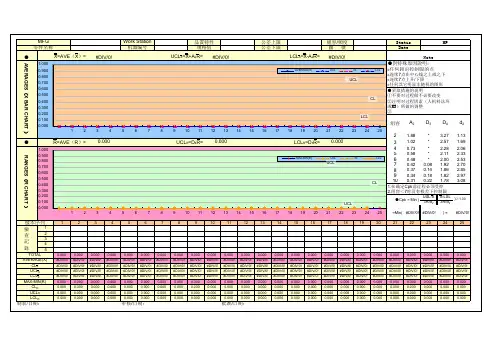
編號:注意:公式說明Instrum ent 代碼Code DC 順序圖紙位置單位順序CMM (Order)Drawing No.(unit)(Order)CpCplCpuCpkOMM 1E4mm 1#VALUE!#VALUE!黑體字Within Spec HG 2mm 2MIC 1mm 3黑體字Within Spec HG 2mm 4MIC 5mm 5綠體字Too LowPG6mm 6Note:LC7mm7 1. 單邊規格沒8899101012345678910111213141516171819202122232425262728293031323334351234567891011121314151617181920212223242526272829303132333435123456789備註:Prep 0.20Parts Name(名稱)張建軍 2017/4/12陳小鳳 2014/4/12Customer(客戶)Sample stage(階段)Sample size (樣本大小)EVT DVT PVT2.600Cpk Result:大於1.33:藍字,小於1.33:紅字Std Dev MeanUSL 上規格28-Mar-170.15Approved by Sample no.(樣品編號)Time(時間)14:45Part No (料號)Nominal Dim.LSL 下規格標稱值chen xiaofeng2.4002.750Version(版本)Tol. Min. (-)負公差Tol. Max. (+)正公差CMM Cpk ReportCMM AMin Measured by(量測員)Instrument Date(日期)066EWD-1066EWD-1名稱Name2. 單邊規格利用Cpl 或Cpu求得Cpk值。
例如:有LSL,用Cpl求得Cpk值;有USL,用Cpu求得Cpk值CMM CMM CMMCMM CMM Others (其他):Max 量測設備30PCSReviewed by 王健 2017/4/12量測結果(Order)順序Component order (零件次序)Cpk.calculate Cpu to use you USL,have only you if Cpk; calculate to Cpl use you LSL, have only you if :example for Cpk, calculate Cpu to or Cpl use ion specificat side Single 2.n.calculatio Cp no has ion specificat side Single 1.:),(3)(3)(6LSL)-(USL p Note Cpu Cpl Min Cpk X USL Cpu LSL X Cpl C =-=-==σσσFM3MB0152A。
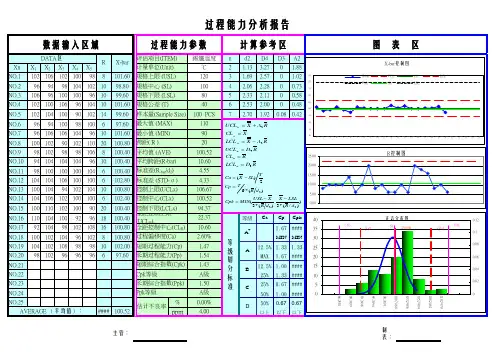
运用 Excel 迚行工序能力分析及控制图绘制王维新(江苏大学机电总厂, 镇江212013)摘要文章在论述工序能力分析及控制图绘制基本原理的基础上,通过实例应用介绍了运用 Excel 现有功能幵通过挖掘其潜在的功能,实现工序能力分析及控制绘制的方法,从而为质量管理提供了一种实用、有效的工具。
关键词:工序能力;控制图;Excel中图分类号:TP319;F406文献标识码:A文章编号:1007-984X(2002)04-0092-05现代质量管理强调以预防为主,要求在质量形成的整个生产过程中,尽量少出或不出不合格品。
这就需要研究两个问题:一是如何保证生产过程具有不出不合格次品的能力;二是如何把这种质量保证能力保持下去。
前一个问题一般称为生产过程中的工序能力分析,后一问题一般称为生产过程的控制。
而工序能力分析和过程控制是以概率论为理论基础以数理统计技术为工具的一种重要的质量管理手段[1],通过调查和收集数据,整理和归纳,统计分析和判断,找出影响质量的因素和产生误差的原因,幵采取相应的解决措施,从而有效地保证产品质量。
1工序能力工序能力是指工序在一定时间内处于统计控制状态下的实际加工能力,即本道工序能够稳定地加工合格品的能力。
在机械工业中工序能力又叫加工精度。
工序能力可用该工序加工时的各种随机性因素所引起的误差的分散范围来表示,即工序的标准差o 的 6 倍(6 o)。
因为当生产过程处于控制状态时,其工序质量服从于中心为µ的正态分布,在µ±3 o 范围内产品占了整个产品的 99.74%,对大多数产品来说,几乎包括了所有的产品,因而基本上可以满足需要了。
在一般情况下,工序的标准差o 与公差带宽度T 之间具有下列关系:6 o T 方可保证工序能力。
此外,还用工序能力指数来反映工序能力满足产品质量标准的程度。
它是技术要求和工序能力的比值,即技术要求T T TU LC P工序能力6o 6o图 1x -- R 控制图的形式,控制图是过程控制的有效工具[4]。
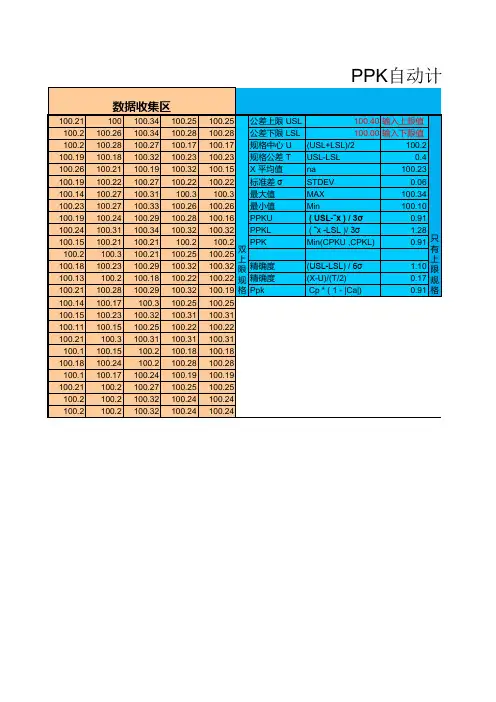
在Excel表格中,CPK(即过程能力指数)是用来评估一个过程的稳定性和一致性的指标。
CPK值越高,表明该过程的成品质量越稳定,生产的产品质量也越高。
在实际工作中,我们经常需要使用Excel来计算CPK值,下面将介绍在Excel中计算CPK值时所使用的公式和注解。
一、CPK值的计算公式1. 标准CPK值的计算公式如下:CPK = min((USL - μ) / (3σ), (μ - LSL) / (3σ))其中,USL代表过程的上限规格,LSL代表过程的下限规格,μ代表过程的均值,σ代表过程的标准差。
2. CPK值的计算步骤:a. 我们需要计算出数据的均值μ和标准差σ。
b. 根据公式进行计算并得出CPK值。
二、在Excel中的CPK值计算方法在Excel中,我们可以通过使用一些函数来轻松地计算出CPK值。
下面是在Excel表格中计算CPK值的具体步骤和函数使用注解:1. 计算数据的均值和标准差在Excel中,我们可以使用AVERAGE函数来计算数据的均值,使用STDEV.S函数来计算数据的样本标准差。
具体的函数如下:- 均值的计算: =AVERAGE(A1:A100)- 标准差的计算: =STDEV.S(A1:A100)2. 使用函数计算CPK值在Excel中,我们可以使用MIN函数和IF函数来计算出CPK值。
具体的函数如下:=MIN((B1-C1)/(3*D1),(C1-A1)/(3*D1))其中,B1代表上限规格,C1代表均值,D1代表标准差,A1代表下限规格。
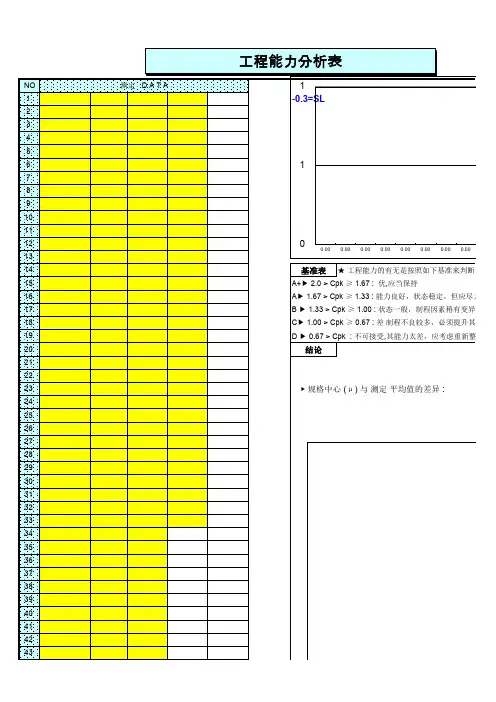
三、CPK值的解读和应用1. CPK值的范围一般来说,CPK值越大,说明该过程的稳定性和一致性越好。
根据一般标准,CPK值大于1.33表示过程能力良好,大于1.0表示过程能力可以接受,小于1.0则表示过程能力不足。
2. CPK值的应用在实际工作中,CPK值的计算可以帮助我们评估生产过程的稳定性和一致性,及时发现并解决生产中的质量问题,以提高产品的质量和生产效率。