特殊过程确认表(模板)
- 格式:doc
- 大小:61.00 KB
- 文档页数:2
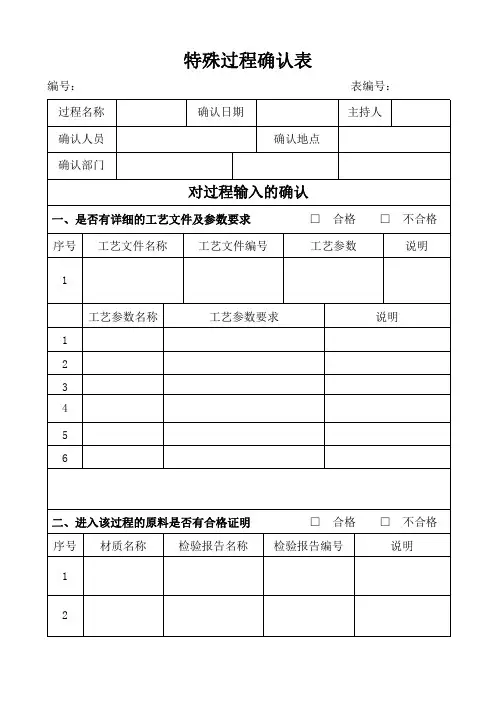
特殊过程确认表
编号:表编号:
过程名称确认日期主持人
确认人员确认地点
确认部门
对过程输入的确认
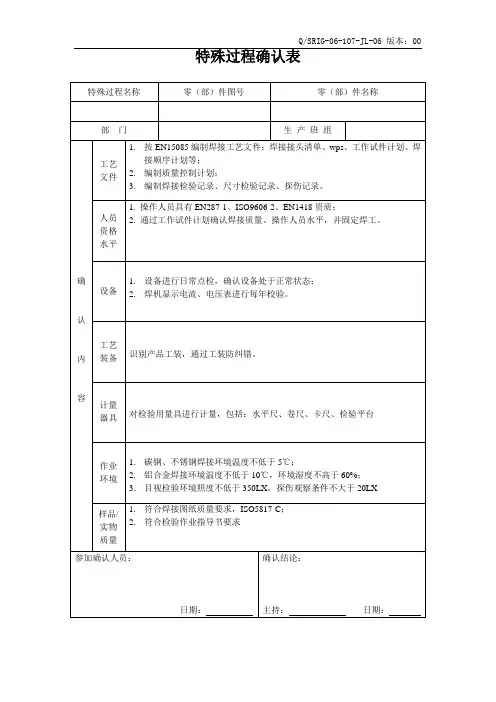
一、是否有详细的工艺文件及参数要求□合格□不合格序号工艺文件名称工艺文件编号工艺参数说明1
工艺参数名称工艺参数要求说明1
2
3
4
5
6
二、进入该过程的原料是否有合格证明□合格□不合格序号材质名称检验报告名称检验报告编号说明1
2
对过程实施和资源的确认
三、人员是否经过培训、考核和持证上岗□合格□不合格
姓名证件编号有效期限说明
四、主要设备及检测器具是否经过验证且完好□合格□不合格序号名称编号证明资料说明
五、是否按规定对过程进行监控并记录□合格□不合格
记录表名称编号记录日期说明序号参数名称参数要求监控结果说明1
对过程输出的确认
六、过程产品质量的符合情况□合格□不合格
序号项目名称质量要求实际结果说明说明
□特殊过程确认合格,能够投入运作。
确认结论
□其他
确认部门工艺部质量部采购部
确认人签名
日期。
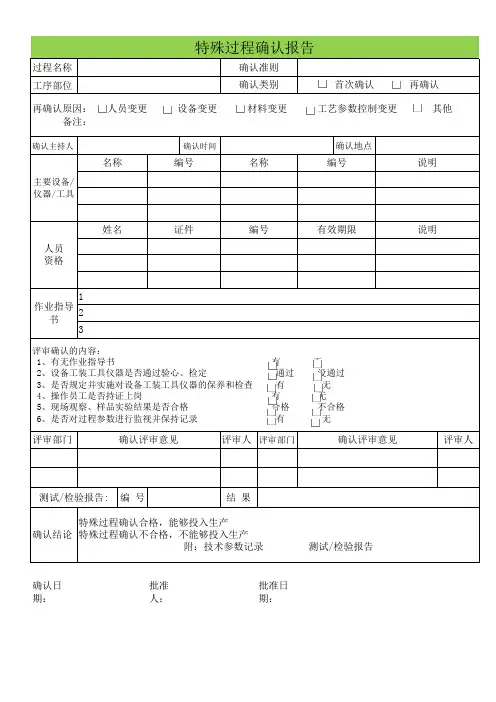
过程名称工序部位确认主持人确认时间确认地点评审部门评审人评审部门评审人编 号结 果确认结论确认日期:批准人:批准日期:再确认原因: 人员变更 设备变更 材料变更 工艺参数控制变更 其他 备注:
评审确认的内容:
1、有无作业指导书 有 无
2、设备工装工具仪器是否通过验心、检定 通过 没通过
3、是否规定并实施对设备工装工具仪器的保养和检查 有 无
4、操作员工是否持证上岗 有 无
5、现场观察、样品实验结果是否合格 合格 不合格
6、是否对过程参数进行监视并保持记录 有 无
特殊过程确认合格,能够投入生产
特殊过程确认不合格,不能够投入生产
附:技术参数记录 测试/检验报告
首次确认 再确认名称
名称编号说明
主要设备/
仪器/工具人员
资格编号姓名
证件编号有效期限说明
23
测试/检验报告:作业指导书
特殊过程确认报告
确认准则确认类别确认评审意见确认评审意见1。
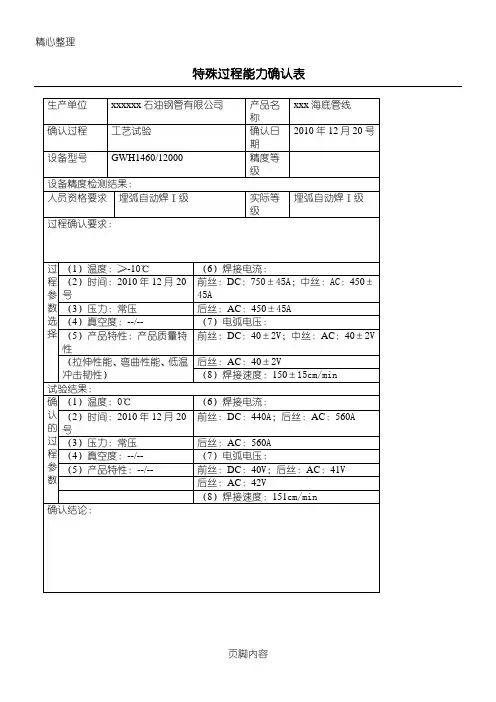
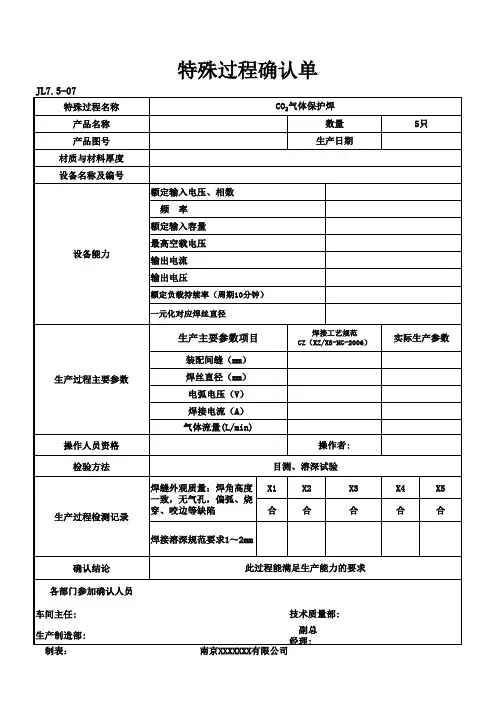
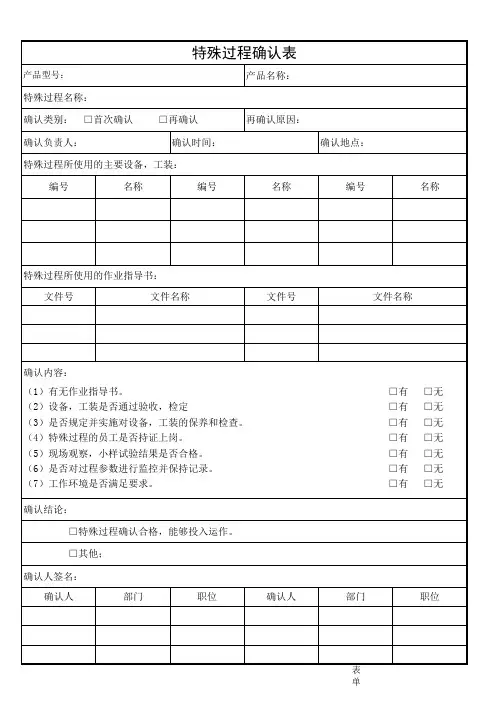
特殊过程能力确认表生产单位xxxxxx石油钢管有限公司产品名称xxx海底管线确认过程工艺试验确认日期2010年12月20号设备型号GWH1460/12000 精度等级设备精度检测结果:人员资格要求埋弧自动焊Ⅰ级实际等级埋弧自动焊Ⅰ级过程确认要求:过程参数选择(1)温度:≥-10℃(6)焊接电流:(2)时间:2010年12月20号前丝:DC:750±45A;中丝:AC:450±45A(3)压力:常压后丝:AC:450±45A(4)真空度:--/-- (7)电弧电压:(5)产品特性:产品质量特性前丝:DC:40±2V;中丝:AC:40±2V(拉伸性能、弯曲性能、低温冲击韧性)后丝:AC:40±2V(8)焊接速度:150±15cm/min试验结果:确认的过程参数(1)温度:0℃(6)焊接电流:(2)时间:2010年12月20号前丝:DC:440A;后丝:AC:560A (3)压力:常压后丝:AC:560A(4)真空度:--/-- (7)电弧电压:(5)产品特性:--/-- 前丝:DC:40V;后丝:AC:41V后丝:AC:42V(8)焊接速度:151cm/min确认结论:确认人员:特殊过程能力确认表产品型号X56MO600×200×12.7产品名称特殊过程名称确认类型□首次确认;□再次确认,再次确认原因:确认主持人确认时间确认地点特殊过程使用的主要设备、工装:编号名称编号名称编号名称1 32 4特殊过程使用的作业指导书:文件号文件名称文件号文件名称确认的内容:(1)有无作业指导书?□有;□无(2)设备、工装是否通过验收、检定?□通过;□没有通过(3)是否规定并实施对设备、工装的保养和检查?□是;□否(4)特殊过程的员工是否持证上岗?□是;□否(5)是否对过程参数进行监视并保持纪录?□是;□否确认结论:□该特殊过程具备达到质量要求的能力,确认合格;□该特殊过程在以下方面确认不合格:确认人签名:确认人部门职位确认人部门职位编制编制日期审核审核日期批准批准日期。
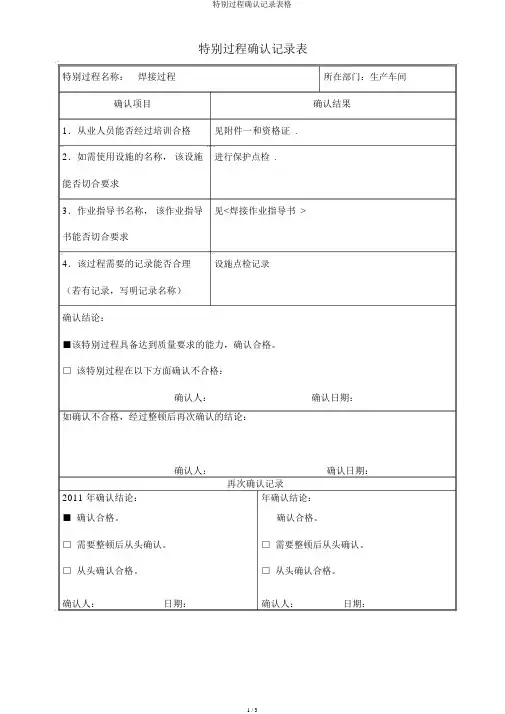
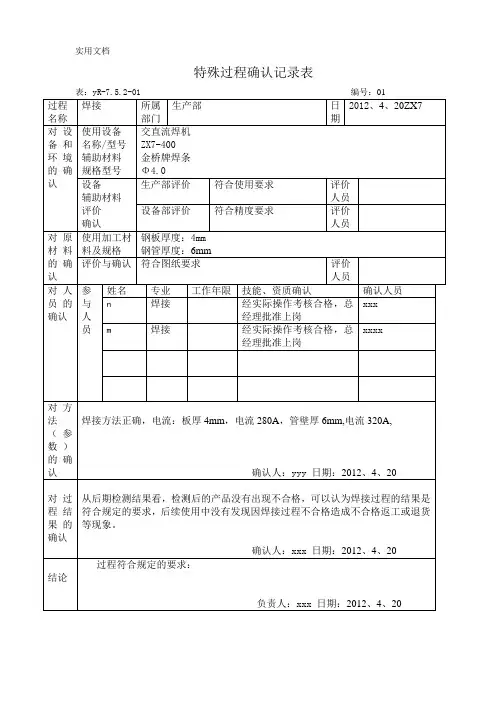
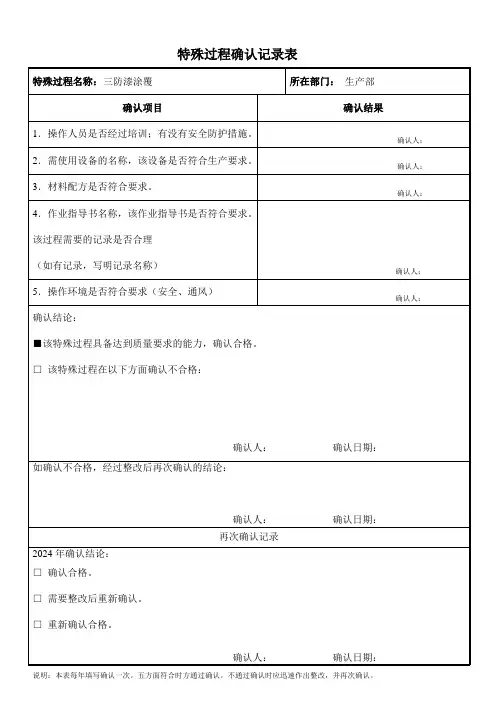
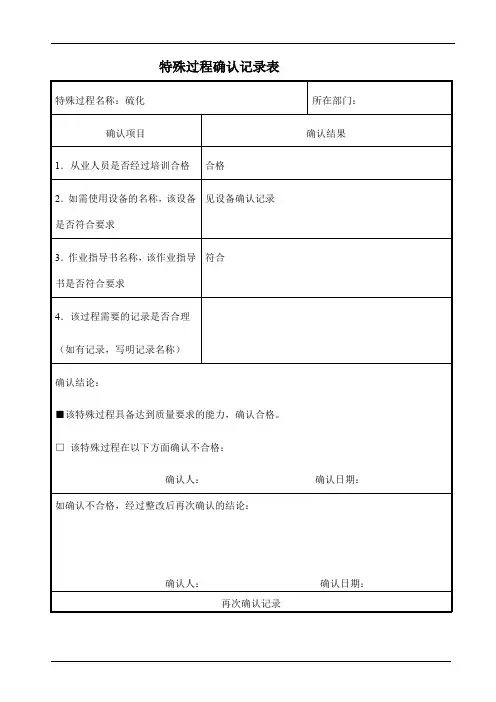
特别过程确认记录表特别过程名称:焊接过程所在部门:生产车间确认项目确认结果1.从业人员能否经过培训合格见附件一和资格证.2.如需使用设施的名称,该设施进行保护点检.能否切合要求3.作业指导书名称,该作业指导见<焊接作业指导书>书能否切合要求4.该过程需要的记录能否合理设施点检记录(若有记录,写明记录名称)确认结论:■该特别过程具备达到质量要求的能力,确认合格。
□ 该特别过程在以下方面确认不合格:确认人:确认日期:如确认不合格,经过整顿后再次确认的结论:确认人:确认日期:再次确认记录2011 年确认结论:年确认结论:■ 确认合格。
确认合格。
□ 需要整顿后从头确认。
□ 需要整顿后从头确认。
□ 从头确认合格。
□ 从头确认合格。
确认人:日期:确认人:日期:附件一培训记录培训时间:培训地址:本企业培训教师:参加培训人员:车间全员(包含维修员、调机员)培训内容:1、焊接的安全作业2、焊接品的接收标准3、异样办理培训成效评论:经过与部分学员面谈沟通、议论、大家已对本企业的焊接安全作业,焊接工艺条件已掌握,对生产产品质量要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保留的记录,记录保留的限期已基本掌握和清楚。
而且知道自己在岗位上的职责达成的好坏。
经过口述 +发问和实质操作的查核所有合格。
对任课老师的讲解感觉满意,深入浅出,联合本企业的生产实质,易于理解和掌握。
达到了预期的成效。
评论人:焊接工上岗查核试卷姓名:得分:问答题:第 5 和 9 题每题各 15 分, 其余每题 10 分.一、焊接机在开机以前要检查哪些事项二、怎样对机器进行清理三、操作过程中要注意哪些安全事项四、怎样对不一样的产品进行表记别五、怎么判断产品是切合客户要求的你在操作的过程中多怎样去做了六、发生品责问题是怎样办理的七、机器的平时养护都要做哪些工作八、封闭机器后要确认哪些事项九、解说什么是5S,以及作好5S 的利处。
纺织生产过程特殊过程确认记录表
1. 特殊过程概述
该确认记录表旨在记录纺织生产过程中的特殊过程,以确保质量管理控制得到有效执行。
本表应用于包括但不限于染色、印花、柔软整理、阻燃整理、防水整理等特殊处理过程的管理。
2. 过程确认细节
2.1 过程信息
2.2 确认方法
请根据以下步骤确认特殊过程的执行情况:
1. 检查特殊过程操作手册,确保操作流程符合标准要求。
2. 观察实际操作过程,评估操作者是否按照手册要求执行。
3. 查看特殊过程过程控制记录,确保参数设置和调整符合要求。
4. 进行样品测试,检验特殊过程处理效果是否符合指标。
2.3 确认结果
根据以上确认方法,得出以下结论:
3. 确认记录
3.1 记录人员
本次确认记录由以下人员完成:
3.2 记录内容
请在以下表格中记录确认结果和相关问题:
3.3 问题解决
如确认过程中发现问题或异常情况,请在此记录并描述解决方
案及后续处理:
...
4. 结论
经过上述确认过程,并根据记录结果,我们可以确定纺织生产
过程中的特殊过程是否符合质量管理要求。
如存在问题或异常情况,需及时采取相应措施进行解决和改进。
确认人员签名:
日期:。