美国渐开线花键的检测PDF
- 格式:pdf
- 大小:445.93 KB
- 文档页数:8

1 序言通常大多数有内花键的零件,其花键都设计成全齿的形式,在使用拉削方式加工内花键时,拉刀不需要进行周向定位。
但有时在设计一些零件时,为了实现一些特定的功能,就会将内花键设计成带有缺齿的形式,并且缺齿相对零件外轮廓有位置度要求。
某后轮驱动的SUV传动轴滑动叉如图1所示,它与变速器输出轴直接连接。
滑动叉内花键如图2所示,可以看到零件花键部位左、右两端各缺少了1个键齿,下面将详细介绍此缺齿的功能及加工方法。
图1 SUV传动轴滑动叉图2 滑动叉内花键2 滑动叉缺齿的用途(1)回油泄压汽车在行驶过程中出现颠簸时,驱动桥与变速器之间的距离会发生变化,此时滑动叉与变速器输出轴互相配合的内、外花键在轴向上会快速滑动。
如果采用全齿花键配合,滑动叉密闭腔内的润滑油会阻碍内、外花键的相互滑动,容易损坏传动系统。
为解决这一问题,将内花键在180º方向上设计2个缺齿,当内、外花键产生相对位移时,高压侧的润滑油将从缺齿部位流向低压侧,使内、外花键在轴向上能够顺利滑动,从而对传动系统起到保护作用。
滑动叉缺齿的用途从产品设计角度来说可起到回油泄压的作用。
(2)工艺定位上述滑动叉的缺齿如果只是起到回油泄压的作用,并不需要对它在圆周方向的位置进行限定,工程师在设计产品时往往会对它加以充分利用,例如在机械加工时使用缺齿作为十字轴轴承孔、浇注孔、浇注槽及卡簧槽等特性的周向基准。
自动装配线装配时,使用缺齿进行零件的周向定位。
制造工程师在设计精加工工序的夹具时,也采用缺齿作为周向定位基准,实现基准重合和基准统一。
3 内花键加工3.1 各连杆颈的理论角度坐标高度值计算上述滑动叉产品为大径配合,大径公差为0~0.025mm,花键长205 mm,缺齿中心相对叉头圆弧中心线角度公差为±1°。
我公司使用三工位立式拉床加工此零件(见图3),此设备最多可同时加工3个零件,配备1600mm长的拉刀可一次拉削成形,生产效率高。

双径节渐开线花键检测尺寸的计算及控制太原重工挖掘焦化设备分公司 (山西 030024) 张力【摘要】渐开线花键为短齿,啮合中内外花键可以方便地拆卸、滑动及同定联接,既能传递转矩,又有必要的对中性。
由于制造精度容易达到,所以,目前重型矿山设备中大量采用渐开线花键代替矩形花键。
【期刊名称】金属加工:冷加工【年(卷),期】2011(000)020【总页数】3【关键词】渐开线花键;控制;计算;尺寸;检测;传递转矩;制造精度;矩形花键渐开线花键为短齿,啮合中内外花键可以方便地拆卸、滑动及固定联接,既能传递转矩,又有必要的对中性。
由于制造精度容易达到,所以,目前重型矿山设备中大量采用渐开线花键代替矩形花键。
我公司生产的大型矿用挖掘机中,采用双径节渐开线花键的联接件较多。
核算尺寸以及生产备件时必须深入了解和掌握双径节渐开线花键的内容,本文将着重介绍双径节渐开线花键检测尺寸的计算和控制。
1.中、美渐开线花键标准的主要区别美国渐开线花键标准(以下简称美标)与我国渐开线花键标准(以下简称国标)虽不相同,但是均采用渐开线,且压力角大多采用30°。
现将主要相同与不同点简要介绍如下:(1)国标采用模数制,尺寸系列为米制;美标采用双径节制,尺寸系列为英寸制。
双径节的含义如图1所示。
由图可知,DP表示径节,齿厚由双径节的分子决定,齿顶高由双径节的分母决定。
例如:径节为,表示花键的齿厚为=0.1963in,齿顶高为=0.0625in(1in=25.4mm)。
(2)国标和美标渐开线花键均不变位。
(3)国标和美标花键的齿顶高系数相同,均是0.5;齿根高系数及顶隙系数均不相同,因而不能用国标花键刀具加工美标渐开线花键。
(4)美标规定花键齿数从8到50,国标GB3478.1-1983规定齿数从10到100。
由于内齿一般采用插齿加工,齿数不宜太少,故常用齿数为20到50。
(5)美标采用齿形定心,国标亦有齿形定心。
其特点是具有自动定心作用,有利于各齿均匀承载,推荐优先采用。
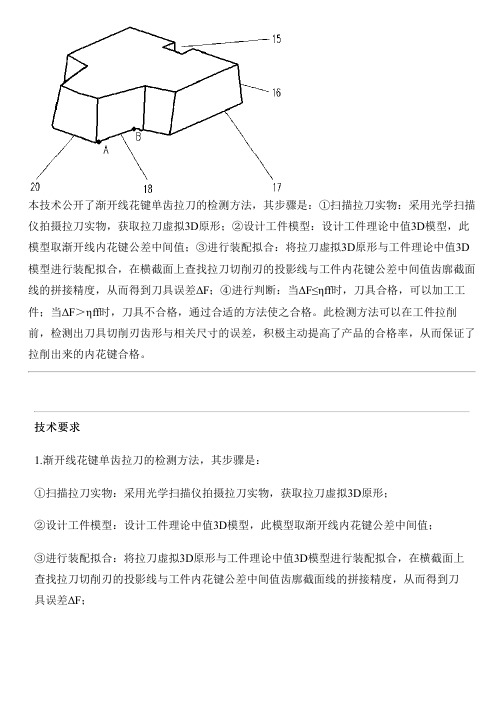
本技术公开了渐开线花键单齿拉刀的检测方法,其步骤是:①扫描拉刀实物:采用光学扫描仪拍摄拉刀实物,获取拉刀虚拟3D原形;②设计工件模型:设计工件理论中值3D模型,此模型取渐开线内花键公差中间值;③进行装配拟合:将拉刀虚拟3D原形与工件理论中值3D 模型进行装配拟合,在横截面上查找拉刀切削刃的投影线与工件内花键公差中间值齿廓截面线的拼接精度,从而得到刀具误差ΔF;④进行判断:当ΔF≤ηff时,刀具合格,可以加工工件;当ΔF>ηff时,刀具不合格,通过合适的方法使之合格。
此检测方法可以在工件拉削前,检测出刀具切削刃齿形与相关尺寸的误差,积极主动提高了产品的合格率,从而保证了拉削出来的内花键合格。
技术要求1.渐开线花键单齿拉刀的检测方法,其步骤是:①扫描拉刀实物:采用光学扫描仪拍摄拉刀实物,获取拉刀虚拟3D原形;②设计工件模型:设计工件理论中值3D模型,此模型取渐开线内花键公差中间值;③进行装配拟合:将拉刀虚拟3D原形与工件理论中值3D模型进行装配拟合,在横截面上查找拉刀切削刃的投影线与工件内花键公差中间值齿廓截面线的拼接精度,从而得到刀具误差ΔF;④进行判断:当ΔF≤ηff时,刀具合格,可以加工工件;当ΔF>ηff时,刀具不合格,通过合适的方法使之合格(ΔF为拉刀切削刃投影的齿形误差,ff为工件内花键的齿形公差,系数η为0.6-0.8)。
2.根据权利要求1所述的检测方法,其特征是:步骤③进行装配拟合的规则是:Ⅰ、以3D原形中拉刀的定位槽的中心面t面为基准,使其与工件3D模型中内花键键槽的理论中心面T重合;Ⅱ、刀具安装平面与横截面呈夹角β,刀尖下倾;Ⅲ、当工件3D模型中内花键的一侧齿顶刚刚触碰3D原形中拉刀的切削刃时,此点作为模拟进刀的终点;拟合分析在上述3个规则上进行。
3.根据权利要求1所述的检测方法,其特征是:步骤③的具体步骤是:Ⅰ、先确定工件在横截面上的截交线,a1与b1为渐开线的终止点与起始点;确定拉刀的切削刃在横截面上的投影,切削刃的AB空间曲线的投影为ab;Ⅱ、再作曲线a2b2、曲线a3b3,使两者均平行于曲线a1b1且完全包络曲线ab,曲线a2b2、曲线a3b3与曲线ab的最小距离分别为0;Ⅲ、接着过理论中值3D模型渐开线分度圆C与工件截交线a1b1的交点p1,作直线L与曲线a1b1相切,再作直线N垂直于直线L,则直线L与工件3D模型中内花键键槽的理论中心面T 之间的夹角即为α0,直线N与曲线a2b2及a3b3的交点分别为p2和p3;同样道理,可以得到另一侧上的p1'、p2'和p3'点,其中,直线N'与直线N、点p1'与点p1均对称;Ⅳ、取p1p2及p1'p2'中的最大值为u值,取p1p3及p1'p3'中的最大值为v值,则此拉刀的齿形误差为:ΔF=u+v。

模拟渐开线花键孔轴线定位测量的新方法1 前言渐开线花键(以下简称花键)联接是机械传动中常见的一种联接形式。
设计时零件的花键孔轴线多被用作其形位公差的基准。
为验证所加工的零件是否满足设计要求,准确地模拟出花键孔轴线是比较关键的一步。
常见的模拟方法有以下两种:(1)花键涨套芯轴模拟定位利用花键的相互配合,以内花键齿形为定位基准模拟出花键孔轴线来测量其形位公差。
该方法对花键涨套的制作精度和花键的加工精度要求较高,并非适合任何方式加工出的花键孔。
(2)微锥花键芯轴模拟定位因微锥花键芯轴(齿顶经磨削加工,精度较高)锥度较小(1:4 000或1:5 000),花键孔的齿根圆与微锥花键芯轴的齿顶接触面积较大且比较稳定,因此以花键孔的齿根圆为定位基准,能够较好地模拟出花键孔轴线。
但该方法仍然对花键的加工方法要求较高,适用于拉床加工的花键(因拉刀外圆与花键分度圆的同轴度保证了拉削出来的花键齿根圆与花键分度圆同轴)。
以上两种花键孔轴线的模拟方法均存在缺点:花键涨套芯轴定位不仅受花键加工精度的限制,而且对花键涨套的制作精度要求也较高。
微锥花键芯轴因以磨削加工的齿顶定位,所以对微锥芯轴花键的加工方法要求有所降低(可滚削),但仍然对零件花键加工方法要求较高。
2 量棒与光滑涨套芯轴模拟定位对于插削等方法加工的花键,因其加工精度较低,误差较大,所以上述两种方法均不能较准确地模拟出内花键孔轴线。
例如,我公司生产的轮式装载机变速器中的零件——直接挡受压盘(如图1所示),其内花键是插床加工而成的(模数2.5,齿数31,标准压力角30°),对花键加工精度要求较低(Φ 81.25+0.35)。
根据图纸要求,应以花键孔轴线为基准,测量出Φ 298H7内圆柱面的径向跳动公差0.04。
针对这种情况,我们采用了量棒和光滑涨套(以下简称涨套)芯轴联合模拟定位的方法,使花键孔轴线能较准确地被模拟出来,且不受花键加工精度的影响。
模拟原理:根据直接挡受压盘内花键的相关参数选择三根Φ 4.4±0.001的量棒,依据三点定圆的原理,把三个量棒蘸少许黄油,以较均匀的间距粘贴在三个不同的花键槽内,将涨套芯轴放入花键孔,使每个量棒大约处于涨套上相邻两条开口的中间位置,然后涨紧涨套。
D 第1部分第 2 页 DIN 5480 第 1 部分s 齿厚 x 变位系数 x * m 齿高变位量 z 齿数 A 外径对中 A df 齿根圆直径偏差 A ee 齿槽宽上偏差 A si齿厚下偏差A Me测量尺寸M e 的偏差系数 A Mi测量尺寸M i 的偏差系数 A W公法线的偏差系数 D M 量棒直径 F r 节圆径向跳动 G 最大尺寸 I 内径对中 K 最小尺寸 M e 外花键跨棒距 M i 内花键棒间距 N 内花键(轮箍) T 尺寸公差 W 外花键(轴) W 公法线长度W k跨齿(槽)公法线长度 α压力角 ρ f 齿根圆角半径ρ Fp基本齿廓上的齿根圆角半径下 标 定 义a 齿顶 e 齿槽宽 e 最大极限尺寸 f 齿根 i 最小极限尺寸 s 齿厚 F 齿廓圆直径 K 齿顶倒角 N 作用直径 P 基本齿廓 0 刀具 1 外花键 2内花键3 花键的基本参数3.1 30° 压力角 (见表1)花键联结的主要特征是由基本齿廓、基准直径d B 以及齿数z 构成的。
3.1.1 基本齿廓 参见图 1和表 1。
3.1.2 基准直径花键联结基本尺寸的选择应当保证花键轴横截面的花键齿廓有比需要较宽泛的区域传递扭矩,又不使扭矩被减弱,还能保证在推动滚动轴承时,安装在花键轴两边的支承座不承受任何外力。
对于任何形式对中的花键,使得基准直径d B 和轴承的镗孔直径相一致,以及规定一个适当的内花键、外花键的齿高变位量是必要的。
*对模数m 不超过1,75 mm 或者d B 直径小于40 mm 时,基准直径d B 应当按照1mm 的增量进行圆整。
3.1.3 齿数DIN 3960一样,M i 给出的是负号。
M e = (37,016 - 4,5) • cos (π / (2 • 7)) +4,5 = 36,2008 mm A Me = 1,3 • cos (π / (2 • 7)) = 1,27图 1 M e 的说明***内花键基 准 线外花键图 2基本齿廓表1 花键参数参数30°压力角花键模数m0.5-0.6-0.75-0.8-1-1.25-1.5-1.75-2-2.5-3-4-5-6-8-10 齿距P m·π齿数外花键z1内花键z2- z1齿高变位量 外花键x1·m-0.05 • m到 +0.45 • m内花键 x2·m- x1• m= +0.05 • m到 -0.45 • m齿顶高 h a P0.45 • m齿根高 h F ph a P00.55 • m0.60 • m0.65 • m (拉刀) (滚刀) (插齿刀)全齿高 h P h a P+ h f P 齿顶间隙 c h f P- h a P齿根园角半径ρfP0.16 • m拉削的齿顶倒角f max0.15 • m(见DIN 5480第16部分)节圆直径d m·z基圆直径d b m·z·cos α基准直径d B 直径按照DIN 323第1部分的优选系列以及滚动轴承镗孔直径选用,d B值小于40mm或模数不超过1.75,直径圆整值为1mm。
渐开线花键量规的检测与校对研究作者:毛晓峰来源:《科技风》2017年第24期摘要:渐开线花键量规,广泛用于成批生产齿轮的花键孔、花键轴的检验和验收,具有综合性强、准确度高、速度快的优点。
本文对渐开线花键的应用与检测进行了概述,对使用哈量1022型投影式光学分度头检测渐开线花键量规进行单项检测与校对的方法进行了研究探讨。
关键词:渐开线;花键量规;检测;校对渐开线花键是花键中的一种,渐开线花键的齿廓为渐开线,受载时,由于其齿上有径向力,发挥自动定心的作用,从而使各齿受力均匀,具有强度高、使用寿命长的特点。
渐开线花键量规,广泛用于成批生产齿轮的花键孔、花键轴的检验和验收,它具有综合性强、准确度高、速度快的优点。
1 渐开线花键的应用与检测概述渐开线花键的应用方面,其联接适用于载荷较大、定心精度要求较高、尺寸较大的应用场合。
在重型车桥的传动结构中,基本都是采用的渐开线花键联接。
虽然国家标准对花键的检测方法进行了规定,但在实际的生产中,对各种检测方法的如何应用,需要根据产品设计、批量大小,以及工艺条件及检测手段等情况来选择。
国际上,花键的设计标准,一般有GB/T3478、DIN 5480、IS04156和AN SI B92.2M 四种。
这四个标准,对花键的基本原则,都是相同的,只是在侧重点方面,有所不同。
因此,花键的检测方法,需要根据不同的标准,来进行选择。
由于D IN 5480的实用性较其他标准要高,加之自上世纪80年代以来,德国的汽车及液压产品技术,被我国大量的引进,因此,DIN 5480花键,在我国得到了广泛的使用。
由于各个参数的精度等级,都有明确规定,因此,用量棒和通用量具即可进行测量。
采用渐开线花键量规,来检测齿槽宽偏差、齿向公差、齿形、齿距累计公差,以及齿圈的径向跳动公差等,都是非常适合的。
但是,在实际的检测过程中,需要综合考虑各方面的因素。
有的零件,在花键加工的工序完成之后,才进行热处理,一旦热处理不稳定,会导致花键出现变形,引起综合误差增大。
翻译:朱晓峰节选至《美国机械工程师手册》第28版,有错之处,请指正。
SPLINES AND SERRATIONSA splined shaft is one having a series of parallel keys formed integrally with the shaft and mating with corresponding grooves cut in a hub or fitting; this arrangement is in contrast to a shaft having a series of keys or feathers fitted into slots cut into the shaft. The latter construction weakens the shaft to a considerable degree because of the slots cut into it and consequently, reduces its torque-transmitting capacity.花键轴是一种具有“一系列相互平行的齿、并且齿与轴整体成型”的轴,它与在轮毂上或者装配体上开的键槽相配合。
这种装置与“在轴上开槽并且与一组销子或者楔键相配合”的结构相反。
后者的结构由于在轴上开槽大大降低了轴(的强度),降低了传递扭矩的能力。
Splined shafts are most generally used in three types of applications: 1 ) for coupling shafts when relatively heavy torques are to be transmitted without slippage; 2) for transmitting power to slidably-mounted or permanently-fixed gears, pulleys, and other rotating members; and 3) for attaching parts that may require removal for indexing or change in angular position. 花键轴主要用在以下三种情况:1)需要在无滑动的联轴器上传递大的扭矩;2)用于向“可滑动的装配组件”或者“固定装配的齿轮组或滑轮副”传递动力,3)用于“要求指定滑移量或转角位置”的配件上。
第二部分花键的检测15目的和范围这部分内容介绍花键的检测。
尺寸规格的一致性保证所需要的配合,和互换性装配,标志有REF的尺寸不需要被检测控制。
这个基本原则对所有类型的花键都适用。
15.1检测方法15.1.1花键量规用于例行检查生产零部件。
15.1.2分析检查通常用于检查个体的尺寸和公差,可能会被需要。
A- 为了补充检查计,例如,NOT GO 复合量规,取代,NOT GO 部分量规,和公差必须被控制,B- 为了评价被量规拒绝的部分C- 原型元件或者short runs 没有运行的时候。
D- 为了补充量规的检测的个体差异,必须限定这个公差的一大部分,这个公差是在最小材料实际尺寸和最大材料有效尺寸。
16量规检测。
见图11,说明了变化的齿槽宽和齿厚极限之间的关系,和用于检测的主要形式的量规。
16.1量规的种类16.1.1 复合花键量规有一个完整的齿形。
16.1.2 分段式花键量规量具,有两种截然相反的齿形。
16.1.3 分段式花键塞规,每段只有连个牙形。
通常被称为桨式量规。
16.1.4分段式环规只有两个牙型在每段上,叫卡环规。
16.1.5 渐进式量规:是一种包含两种或者多种相邻段的不同的检测功能。
渐进式的GO量规是量规的物理组合,检测连续的第一组功能,或者他们之间的联系的另一种功能。
16.2 通规和止规16.2.1 通规用于检测最大的材料条件,(包括最大外尺寸,最小内尺寸),它们经常用于检测个体的尺寸,或者两个或者多个功能尺寸之间的关系,他们控制着最小的松弛,或最大的干涉。
16.2.2 止规通常被用于检测最小材料条件,(最小外尺寸和最大内尺寸),因此可以控制最大松弛度和最小干涉。
除非另有约定,止规不能通过的零件,才算合格的。
止规只能检测一个尺寸。
检测多个是行不通的,只能导致失败,即使只有一个外部尺寸被限制。
在此情况下的所有尺寸在外边的限制,他们的关系可能是如允许接受。
16.3有效和实际尺寸16.3.1 有效尺寸有效齿槽宽和有效齿厚,被检测通过综合量规检测。
16.3.2 实际尺寸这个实际齿槽宽,和实际齿厚,被检测通过分段式式塞规,和环规,或者通过量棒。
16.4 功能和表的选择。
产品图纸通常遵守表4中的方法。
需要对于内部的元素,来控制:A- 最大实际齿槽宽B- 最小有效齿槽宽对于外部的,控制:C- 最大有效齿厚D-最小实际齿厚复合通规和分段式止规被需要。
这种复合的量规控制着最小有效间隙和核对机械公差的大小,还有有效公差。
16.4.1 实际齿槽宽或者实际齿厚的界限被REF标记,在表4中的B方法,最大和最小有效齿槽宽和有效齿厚,也是需要控制的尺寸。
这些尺寸需要复合的止规和通规,来控制最大和最小的有效间隙,但是不控制有效公差。
16.5 齿侧配合和大径配合的量规。
相同形式的量规通常被用于检测这些配合除了下面的。
还有,大径配合花键需要检测大径的量规,齿侧配合不需要这些。
16.5.1 齿侧配合复合通规,检测最小有效齿槽宽或者最大有效齿厚,和形圆直径。
16.5.2 大径配合复合通规,检测和齿侧配合复合通规一直的特征,还检测节圆和大径圆的同心度,还有内花键的大径区域。
16.5.3 标准中的量规不控制外花键大径的倒角。
独立的检测或者特殊的量规被需要。
16.6 45度压力角渐开线花键,这个量规是根据渐开线花键的牙型制造的,即使这部分由随机的直侧形状。
16.7 量棒测量的公差表70 表明了机械制造的合理公差,这些公差是量规齿厚和齿槽宽的。
跨棒距应该在这些公差上计算,精度应达到小数点后面五位有效数字。
在这种情况下需要一个更高的量规公差,这将成为购买者和量规供应商之间的一个协议。
17量规半成品(Gage Blanks)17.1 标准半成品:有或者没有内部引导的被查到在CS817.1.1 引导为了量规更容易的进入,但是引导没有量规功能,内部引导在切花键牙型时可以被切出来。
锥形塞规没有先导。
17.2 校正量规半成品这些半成品很有用当啮合长度比标准长度大时,量规长为啮合长的75%时正合适。
18 内花键量规18.1 复合通齿侧配合塞规:它检测最小有效齿槽宽和形圆直径。
它分清大径圆和小径圆。
图12 可见。
18.2 复合塞止规。
检查齿侧配合和大径配合花键的最大有效齿槽宽,量具的最大直径被截断了,来防止过大圆角。
18.3 大径配合塞通规。
它检测最小有效齿槽宽,型圆,最小大径,和节圆与大经之间的关系。
量具的齿顶倒角被设计来控制大径和形圆的圆角的侵蚀。
这些倒角被检测在图13中,用full lines(实线)表示的量规是被接受的,为了评估排斥反应,这个渐进的设计,是被推荐的,点划线所示。
量规的牙形的前面部分的尺寸,同复合通齿侧配合塞规。
只要前部分进入了,这个有效齿槽宽是被接受的,但是,这个大径,是偏心的,或者这个圆角是导致拒绝进入的。
18.4 分段式塞止规这个量规,在图14中可以看到,被用来检测最大实际齿槽宽,他有两个相反的部分,每一个包含最少两个牙。
在这种情况下零件有高数量的齿数,每一部分都都三或者跟多的齿数,可以接受有单独齿槽宽。
这的自由化是允许的,因为大直径,而不是负载要求,导致使用高齿数。
分段式的量规,每段有两个牙,能够来展示一个功能等效于用量棒来限制量具和零件之间的接触区域。
这个可供选择的特征,它来阻止齿形公差导致止规通过,减少了量具的大径,提供了一个负的齿形变化在节圆内的区域。
量棒必须接触到位改变的部分。
20 花键公差:20.1 所有的量规的尺寸都被规定为产品的极限尺寸,所以这些公差很有必要包括加工误差和量规公差。
零件达到材料的最小极限尺寸将会被止规拒绝通过,由于量规的允许公差。
这些零件能够被通过量棒检测。
20.2 零件和量规公差的关系-大体上这个量规的公差,包括GO规的磨损公差,被允许吸收10-15%的零件误差,在不超过25%的条件下。
当分离的通规和止规吸收大于25%的零件误差时,锥齿塞规将会被用。
建立了零件和量规的公差关系后,这个零件公差应该被分离在这些被检测的尺寸中。
这将会综合公差,在表68中显示。
也被评估这个公差(被吸收由GO规和止规)。
尽管如此,通规和止规将会用在AB方法中,将会被只是机械公差。
20.2.2 5/10花键推荐的公差在表70-74中。
更大的公差将会被用,如果可能。
量规制造商必须为更加粗糙的花键节圆咨询相关的公差。
21. 用量棒测量。
概要:实际齿槽宽和实际齿厚,将会被用量棒测量。
这个测量将不会决定配对零件之间的配合,但是可能会作为一个分析的检测来估计这个有效的齿槽宽和齿厚,通过估计。
21.1.1这个测棒的直径见图23和25 量棒被以0.000025为单位进行取整,这个1.92些列的用于45度压力角花键,量棒跟齿廓在齿廓的中点相接触。
精确的节线接触式没有必要的。
21.2 用两个量棒的测量。
在23-25 的公式应该被用来计算,所有的尺寸应该被保留7位有效数字。
近似的值在主表中是可以用的。
21.2.2 用量棒测内齿时,尤其是底齿数时,6、7、8,会出现特殊的问题。
这个量棒必须使零件的大径清楚,不能干扰渐开线齿型的基圆。
21.2.3 当大径的间隙不能被圆棒获得时,平棒就需要了。
21.3 三个量棒的测量,如果三个量棒被用于检测,见图27,一个M1的塞子将会被用来检测奇数齿和偶数齿,一般小花键用三棒的测。
21.4 量棒接触直径- 圆棒接触位置圆的直径,经常用图23和25计算。
21.5 测量条件21.5.1 花键量规的测量压力(用量棒),应该考虑材料,几何,和测量方法。
21.5.2 测量温度20摄氏度。
22 检测分析22.1 摘要检测分析是一种对个体尺寸和公差的测量。
大径和小径用常规的方法测量。
这个方法在前面的章节讲过。
这个章节处理花键个体检测的齿分布公差,齿形公差,齿向公差,圆度,和离心度。
齿形检测包括形圆和齿顶倒角检测。
22.2 花键公差的测量。
公差的有效配合在第九章可以看出。
22.2.1 齿距总公差:齿侧公差是实际齿形与完美齿形在一个齿侧方向的距离。
最大齿距是两个相反的齿距公差的和,他可以直接测量得到。
或者间接的测量节圆公差得到,这个公差是离实际节圆的差,但是这个测量出来的值太小了,除非转化为齿距总公差。
22.2.2齿形的齿距公差不同于齿槽或者齿中心线的齿距。
两者的测量都是可以接受的,虽然只有一部分的齿距公差反应这个配合。
当读数的时候必须重复,有必要采用谨慎的态度进行描述。
内齿槽和外齿的中心线变动的测量跟适合决定有效变动量通过齿槽宽和齿厚公差。
另一方面,齿槽宽的决定允许接触分析,和独立的驱动边。
齿距公差在测量是经常垂直于齿面。
它的数值通常要比节圆公差小。
22.2.3 最大齿距公差通常被专业的设备来检测,在图28中可以被看到。
不需要计算,尽管如此,读书还是会受到同心度的影响,图29显示了相同的同心度和齿距公差,这个没有齿距公差,但是他被偏心安装了。
22.2.1.3 这个最大齿距公差必须被间接的测量通过测量不同的齿距。
这种方法对比所有相邻齿的距离,这是被随意选择的一对。
因为参考对齿槽的并不等于正确的齿槽宽,这个读数并不是齿距公差。
齿距公差被获得通过减去读数的平均值。
每一对齿距公差对于参考齿轮的第一个齿,通过加或者减获得,从参考对开始,。