花键的分类与区别教学教材
- 格式:doc
- 大小:13.00 KB
- 文档页数:3
由于花键联接传动具有触面积大、承载能力高、定心性能和导向性能好,键槽浅、应力集中小,对轴和毂的强度削弱小,同时结构紧凑等优点,因此,常应用于传递较大的转矩和定心精度要求高的静联接和动联接。
1 花键的类别、特点与应用按花键齿的形状可分为角形花键和渐开线花键两大类。
在角形花键中又可分为矩形花键和三角形花键。
从目前应用来看,渐开线花键最多,其次是矩形花键,在装卸工具上用三角形花键居多。
1.1 矩形花键加工方便,可用磨削方法获得较高的精度,但内花键通常要用花键拉刀,对于不通孔的花键就无法加工,只好用插削加工,精度较低。
目前中国、日本、德国有关标准如下:中国GB1144—87:日本JIS B1601-85:德国SN742( 德国SMS 厂标):美国WEAN公司六槽矩形花键标准。
1。
2 渐开线花键齿廓为渐开线,受载时轮齿上有径向分力,能起自动定心作用,使各齿承载均匀,强度高,寿命长。
加工工艺与齿轮相同,刀具比较经济,易获得较高精度和互换性。
用于载荷较大、定心精度要求较高,以及尺寸较大的联接。
应用较广,国内外主要标准如下:中国GB/T3478.1-1999(替代GB3478.1-83), 等效ISO4156—1981:日本JISB1602—1992、JIS D2001—1977:德国DIN5480、DIN5482:美国AN-SIB92。
1a。
1.3 三角花键内花键齿形为三角形,外花键齿廓为压力角等于45°的渐开线,加工方便,齿细小、且较多,便于机构的调整与装配,对于轴和毂的:削弱为最小。
多用于轻载和直径小的静联接,特别适用于轴与薄壁零件的联接.主要标准有:日本JIS B1602-1991:德国DIN5481.2 中国与主要工业国家的矩形花键标准我国现颁布的矩形花键标准,有的与日本的矩形花键类似,有的与德国的矩形花键完全相同,但与美国的英制矩形花键相差较大,在引进设备时,应如何选择合适的配合与定心,应持谨慎态度,摸清原标准与要求,以免造成不必要的经济损失。


滚珠花键分类
花键外筒型式:
圆筒型滚珠花键SLT/SOT型:花键外筒的外径为直筒型,在传输扭矩时将键敲入后使用,是安装空间较新的型式之一。
圆法兰型滚珠花键SLF型:利用法兰通过螺栓将外筒固定在支撑座上,因装配简单,适用于支撑座。
使用在加工键槽有变形的危险或是支撑座的宽度比较狭小的场合,能防止配合部分产生的旋转方向间隙。
强化端防尘法兰型滚珠花键SZF型:强化防尘设计可有效隔绝异物进入滚珠花键筒中,适用于高淤染的作用环境下。
方法兰型滚珠花键SOF型:利用法兰通过螺栓将外筒固定的支撑座上,因装配简单,适用于3C、半导体产业等使用。
花键轴型式:
精密实心花键轴(标准S型):通过对花键轴的滚动沟槽进行精密研磨,达到高精度而后与外筒配合。
中空花键轴(H型):需要配管、配线、排气或减轻重量的地方,可使用中空花键轴。
特殊花键轴:花键轴端或中间部分的直径比较大时,通过特殊加工制作花键部分。
花键基本知识1. 花键定义花键是一种具有矩形或三角形齿廓的键连接结构,通常用于传递扭矩。
它由多个键齿组成,每个键齿都有一个轴向齿槽,齿槽之间存在一定的间隙。
这种设计使得花键在承受载荷时具有一定的缓冲和减震效果。
2. 花键类型花键有不同的类型,常见的包括矩形花键、三角形花键和渐开线花键等。
其中,矩形花键是最常用的类型,其齿廓为矩形,具有较高的承载能力和接触面积。
三角形花键的齿廓为三角形,适用于承受较低的扭矩和冲击。
渐开线花键的齿廓为渐开线,具有较好的啮合性能和较低的摩擦阻力。
3. 花键的参数花键的参数包括齿数、模数、压力角、齿槽宽度等。
其中,齿数是花键的基本参数之一,它决定了花键的刚度和承载能力。
模数则表示每个齿的尺寸,它与齿数共同决定了花键的总体尺寸。
压力角是齿廓与轴线的夹角,它对花键的啮合性能和强度有重要影响。
齿槽宽度是轴向齿槽的宽度,它决定了花键的侧向刚度和承载能力。
4. 花键的加工方法花键的加工方法包括铣削、插削、磨削等。
其中,铣削是最常用的加工方法,它可以高效地加工出矩形花键。
插削则适用于加工较小直径的花键,磨削则适用于加工较高精度和表面质量的花键。
5. 花键的用途花键广泛应用于各种机械传动系统中,如汽车、飞机、机床等。
它主要用于传递扭矩和承受载荷,提高传动系统的刚度和减缓冲击。
同时,花键还可以用于轴与毂的连接,以及作为导向和定位元件。
6. 花键的材料选择花键的材料选择取决于其使用条件和性能要求。
常用的材料包括中碳钢、合金钢、不锈钢、铝合金等。
中碳钢和合金钢适用于高强度和耐磨性要求较高的场合,不锈钢适用于腐蚀性环境,铝合金则适用于轻载和美观要求较高的场合。
7. 花键的热处理花键的热处理可以改善其力学性能和提高其使用寿命。
常见的热处理方法包括淬火、回火、表面硬化等。
淬火可以增加花键的硬度和承载能力,回火则可以改善其韧性和疲劳强度。
表面硬化可以提高花键的耐磨性和抗腐蚀性。
8. 花键的维护与保养为了保持花键的正常运转和使用寿命,需要进行定期的维护与保养。
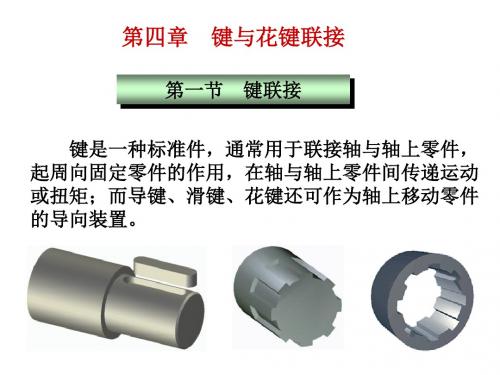
花键的分类
花键是指将机械装置中两个零部件连接在一起的一种装配方式。
它们通常具有特定的形状和尺寸,以确保连接的牢固性和稳定性。
根据花键的形状和应用领域的不同,可以将花键分为以下几类:
1. 直键:直键是最常见的一种花键。
它们通常呈长方形或正方形的形状,用于连接两个平面上的零件。
直键的设计简单,制造成本较低,因此在许多机械装置中得到广泛应用。
例如,汽车发动机中的曲轴与曲轴箱之间的连接就采用了直键。
2. 键槽:键槽是一种特殊形状的花键,通常用于连接旋转零件和轴。
键槽的形状可以是圆形、椭圆形或其他非对称形状,以便实现更牢固的连接。
键槽通常需要在零件上切割出一个槽,然后将花键插入其中。
键槽的设计和制造相对复杂,但能够提供更大的连接强度和稳定性。
3. 键盘:键盘是一种用于连接两个平面上的零件的花键。
与直键类似,键盘通常呈长方形或正方形的形状。
不同之处在于,键盘的两端通常带有凸起的边缘,以增加连接的牢固性。
键盘常用于汽车传动系统中的齿轮连接,以及机械工具中的传动装置。
4. 键轴:键轴是一种用于连接两个轴的花键。
它们通常呈圆柱形,并具有特殊的槽形,以便实现更紧密的连接。
键轴常用于汽车传动系统中的传动轴连接,以及工业机械中的传动装置。
总的来说,花键是机械装置中连接零部件的重要方式。
不同形状和应用领域的花键具有不同的特点和优势,可以根据具体需求选择合适的花键类型。
通过合理设计和制造,花键能够确保机械装置的稳定性和可靠性,提高工作效率和使用寿命。
由于花键联接传动具有触面积大、承载能力高、定心性能和导向性能好,键槽浅、应力集中小,对轴和毂的强度削弱小,同时结构紧凑等优点,因此,常应用于传递较大的转矩和定心精度要求高的静联接和动联接。
1 花键的类别、特点与应用
按花键齿的形状可分为角形花键和渐开线花键两大类。
在角形花键中又可分为矩形花键和三角形花键。
从目前应用来看,渐开线花键最多,其次是矩形花键,在装卸工具上用三角形花键居多。
1.1 矩形花键
加工方便,可用磨削方法获得较高的精度,但内花键通常要用花键拉刀,对于不通孔的花键就无法加工,只好用插削加工,精度较低。
目前中国、日本、德国有关标准如下:中国GB1144-87:日本JIS B1601-85:德国SN742( 德国SMS厂标):美国WEAN公司六槽矩形花键标准。
1.2 渐开线花键
齿廓为渐开线,受载时轮齿上有径向分力,能起自动定心作用,使各齿承载均匀,强度高,寿命长。
加工工艺与齿轮相同,刀具比较经济,易获得较高精度和互换性。
用于载荷较大、定心精度要求较高,以及尺寸较大的联接。
应用较广,国内外主要标准如下:中国GB/T3478.1-1999(替代GB3478.1-83),等效ISO4156-1981:日本JIS B1602-1992、
JIS D2001-1977:德国DIN5480、DIN5482:美国
AN-SIB92.1a。
1.3 三角花键
内花键齿形为三角形,外花键齿廓为压力角等于45°的渐开线,加工方便,齿细小、且较多,便于机构的调整与装配,对于轴和毂的:削弱为最小。
多用于轻载和直径小的静联接,特别适用于轴与薄壁零件的联接。
主要标准有:日本JIS B1602-1991:德国DIN5481。
2 中国与主要工业国家的矩形花键标准
我国现颁布的矩形花键标准,有的与日本的矩形花键类似,有的与德国的矩形花键完全相同,但与美国的英制矩形花键相差较大,在引进设备时,应如何选择合适的配合与定心,应持谨慎态度,摸清原标准与要求,以免造成不必要的经济损失。
各国矩形花键标准对照见表1。
3 中国与主要工业国家的渐开线花键标准
目前国外大多数的渐开线花键与我国标准均不相同。
即使在同一国家内,同样是渐开线花键其标准也不相同。
如德国的渐开线花键就有DIN5480及DIN5482两种。
在日本有JIS B1602及JIS D2001。
在我国有压力角α=30°、
α=37.5°、α=45°三种。
有的采用模数制和径节制,有的国家采用双模数制或双径节制。
各国渐开线花键标准主要技术参数如表2所列。