手工焊接的烙铁温度设定
- 格式:docx
- 大小:3.05 MB
- 文档页数:3

电烙铁操作规范1、目的:通过规范手工焊接的操作,保证公司产品质量的可靠性。
2、适用范围:适用于公司生产中所有需使用电烙铁的操作。
3、职责:3.1工程部负责指定手工焊接操作规范,并负责对员工在线的操作指导与抽查。
3.2工程部负责对员工按此要求操作进行培训。
3.3生产部监督员工按此要求进行作业,并负责对焊接温度进行日常测量检查并记录。
3.4品质部检查员工操作是否严格遵照本规范进行。
3.54、内容:4.1对电烙铁的使用与保养要求。
4.1.1所有产品生产焊接操作工位使用恒温烙铁。
4.1.2所有电烙铁在使用时必须可靠接地,防止静电对元件的损害。
4.1.3员工焊接过程中需经常检查烙铁头是否良好,当发现烙铁头尖端严重变形、氧化,烙铁头磨破孔或棱角磨损的情况下需及时更换烙铁头。
4.1.4烙铁头更换时,注意使用正确的方法:关掉烙铁电源,更换新烙铁头装好后,先将温度旋钮调至200度左右(大概几十秒)时,给烙铁头加锡,当烙铁头上锡后,将温度旋钮由200度上升调至300度,这个过程的时间在1分钟左右。
4.1.5烙铁头的清洗,当烙铁残余的锡过多时需清洗,清洗应注意以下事项。
4.1.5.1清洁用的海绵必须处于湿润状态,海绵的加水方法为:将海绵在水中浸湿,然后压干,标准为拿起海绵不能滴水。
4.1.5.2严禁敲打焊笔,以免烙铁内部元件受损。
4.1.5.3严禁用硬物刮烙铁头。
4.1.5.4当烙铁头轻微氧化可采用大量加锡—清洗—再加锡—再清洗的方式去除氧化,对于严重氧化的烙铁头应更换。
4.1.6焊接过程中,操作员应注意保持夹具的清洁,及时清除夹具上的锡渣、助焊剂等。
4.2对电烙铁温度与静电测试的要求4.2.1开线生产前应对生产线所有的烙铁温度进行测量,并与作业指导书核对,检查烙铁温度是否在工艺要求范围内,并填写好《烙铁温度检查表》,对烙铁温度未在范围内予以重新设定并检测,无法调到范围内的烙铁注明故障原因由工程部确认后退库。
4.2.2开线前用万用表对产线所有的烙铁进行防静电测量,检查烙铁是否有静电或漏电现象。

文件編号:DG-QA-032 版本/版次修改事项/摘要生效日期A/1 初版发行。
编制:职位:生产部经签署:______________ 日期:审核:职位:总经理签署:______________ 日期:批准:职位:总经理签署:______________ 日期:此文件若盖有红色“受控发行”的印章,则是正式文件.任何员工不得私自影印,请妥善保管好正式文件!正本印章受控发行印章文件編号:DG-QA-0321.目的规范生产线在手工焊接时的使用电烙铁正确性,确保产品的焊接质量。
2.适用范围 适用于公司 3.规范内容:3.1烙铁温度设置参数:序号 元件类别 烙铁温度(℃)(有铅) 烙铁温度(℃)(无铅) 焊接时间 1 电阻、电容、电感360±20 380±20 5秒以内 2 排针 360±20 380±20 5秒以内 3 电源线 420±20 440±20 3秒以内 4 晶振、三极管330±10 350±10 5秒以内 5 跳线 360±20 380±20 5秒以内 6 PCI 插槽 360±20 380±20 5秒以内 7 LED 灯 260±20 320±20 3秒以内 8插座360±20380±205秒以内3.2烙铁咀的选型序号元件类别选用类型烙铁咀示图1 焊接连接线,插件元件,IC 管脚等 尖咀2 SMD 小料,如0402的电阻电容、电感等 特尖咀3 镍片,粗的连接线(φ>3mm)等 扁咀4 软线路板等平咀5屏蔽盖、滑动开关、排插、排线等三角咀3.3.1 焊接前检查电源插头有无松脱、短路,电源连接线是否完好无损 3.3.2 检查烙铁咀有无氧化文件編号:DG-QA-032 4.焊接步骤4.1准备:把烙铁及锡线拿近焊锡材料,做好随时可焊锡的准备好焊锡丝和烙铁4.2 检查烙铁保护套是否失效、铁头部要保持干净,如无问题,则将电烙铁电源接通预热4.3 检查海绵是否有水,如无水则要加适量的水4.4 待烙铁咀热后,在清洁的海绵上擦干净附在烙铁咀上的杂物4.5温度根据材料类型参照3.1中温度设定表值设定温度值5.焊接作业步骤及注意事项:5.1 预热:将烙铁咀成45°角左右轻轻地压住被焊部件的结合部位进行加热5.2上锡:送给结合部适量的锡,使熔锡充分裹住结合体: (手持锡线方法是:拇指自然地压住,以中指、无名指、食指来支持。
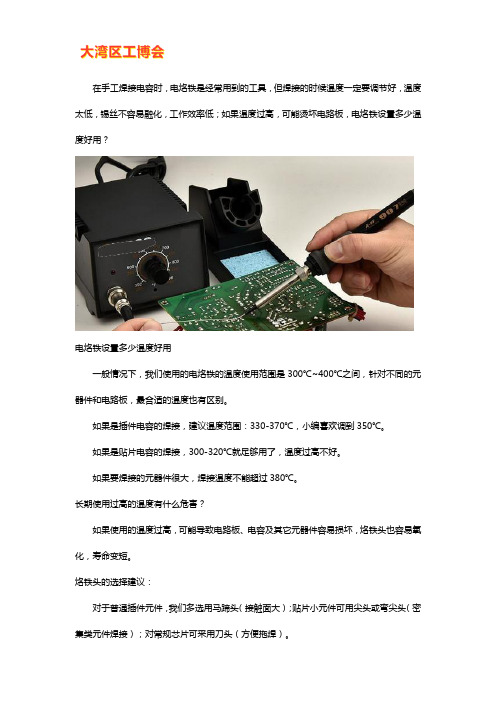
在手工焊接电容时,电烙铁是经常用到的工具,但焊接的时候温度一定要调节好,温度太低,锡丝不容易融化,工作效率低;如果温度过高,可能烫坏电路板,电烙铁设置多少温度好用?电烙铁设置多少温度好用一般情况下,我们使用的电烙铁的温度使用范围是300℃~400℃之间,针对不同的元器件和电路板,最合适的温度也有区别。
如果是插件电容的焊接,建议温度范围:330-370℃,小编喜欢调到350℃。
如果是贴片电容的焊接,300-320℃就足够用了,温度过高不好。
如果要焊接的元器件很大,焊接温度不能超过380℃。
长期使用过高的温度有什么危害?如果使用的温度过高,可能导致电路板、电容及其它元器件容易损坏,烙铁头也容易氧化,寿命变短。
烙铁头的选择建议:对于普通插件元件,我们多选用马蹄头(接触面大);贴片小元件可用尖头或弯尖头(密集类元件焊接);对常规芯片可采用刀头(方便拖焊)。
扩展资料:使用注意事项:一、电烙铁使用前应检查使用电压是否与电烙铁标称电压相符;二、电烙铁应该具有接地线;三、电烙铁通电后不能任意敲击、拆卸及安装其电热部分零件;四、电烙铁应保持干燥,不宜在过分潮湿或淋雨环境使用;五、拆烙铁头时,要切断电源;六、切断电源后,最好利用余热在烙铁头上上一层锡,以保护烙铁头;七、当烙铁头上有黑色氧化层时候,可用砂布擦去,然后通电,并立即上锡;八、海绵用来收集锡渣和锡珠,用手捏刚好不出水为适;九、焊接之前做好“5S”,焊接之后也要做“5S”。
使用说明:手机维修中,经常要更换电路板上的元件,需要使用电烙铁,且对它的要求也很高。
这是因为手机的元件采用表面贴装工艺,元器件体积小,集成化很高,印制电路精细,焊盘小。
若电烙铁选择不当,在焊接过程中很容易造成人为故障,如虚焊、短路甚至焊坏电路板,所以要尽可能选用高档一些的电烙铁,如用恒温调温防静电电烙铁。
另外,一些大器件如屏蔽罩的焊接,要采用大功率电烙铁,所以还要准备一把普通的60W以上的粗头电烙铁。

星原电子有限公司目录1、手工焊接(补焊)工艺指引A、概念B、电烙铁的使用要求C、焊锡丝使用要求D、焊接步骤E、手工焊接(补焊)工艺要求2、电烙铁使用注意事项手工焊接(补焊)工艺指引第一部分:手工焊接(补焊)工艺指引一、概念焊接:用焊锡做媒体,通过加热使两种(或以上)金属接合达到导电目的补焊:对设备自动焊接后的不合格焊点进行修补使其转变为合格焊点二、电烙铁使用要求1、确定烙铁温度●对于贴片元件与细脚元件之焊点,烙铁嘴温度控制在350℃~380℃●对于散热较快的粗脚元件及加锡较多的焊点(如散热片固定脚、单插片、双插片、压缩机继电器脚等),烙铁温度控制在380℃~420℃之间。
2、烙铁头必须在湿润的海绵上擦拭干净,将烙铁嘴上的氧化物或污物去除后方可焊接。
3、休息或暂时不用焊接时需在烙铁嘴上加焊锡保护铬铁嘴。
4、用于擦拭烙铁嘴的海绵应保持湿润,员工操作时应带好静电带。
烙铁要保持良好接地。
5、新烙铁头要先加锡保护后再使用6、工作区域应保持清洁,不能将碎锡敲击于工作台面上7、烙铁拿握姿势,类似握笔写字状。
正确姿势不正确姿势不正确姿势8、烙铁头的选用,只有那些非常密集细小的焊点(如贴片元件密集的线路板)才选用尖嘴烙铁头,我司大部分线路板补焊尤其是粗脚元件补焊(含手工焊贴片IC)应该用扁平嘴烙铁头。
三、锡丝的使用要求2、焊锡丝端头距手拿处2~3英寸,不要短于1英寸。
拿过焊锡丝的手进食前必须要洗手。
3、焊锡丝的选用●贴片元件及细脚元件这类小焊点用Φ1.0以下的焊锡丝●大锡点及加锡多的焊点选用Φ1.2以上的焊锡丝四、焊接步骤擦干净烙铁嘴被焊接处加热加焊锡丝移开焊锡丝移走烙铁1 2 3 45对于一般的线路板补焊,可以简化为三步:把烙铁嘴擦干净(准备焊接)加热焊接处与送锡丝移开锡丝与烙铁五、手工焊接(补焊)工艺要求a)选择合适的烙铁及烙铁嘴,保证烙铁接地良好防止静电击伤(坏)元器件。
b)确认合适的烙铁温度,避免烙铁过热,防止损坏对温度冲击能力弱或较敏感的电子元器件。

一、电烙铁温度的设定:1) 温度由实际使用决定,以焊接一个锡点3秒最为合适。
平时观察烙铁头,当其发紫时候,温度设置过高。
2) 有铅制程:有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330±10℃,焊接时间小于3秒。
焊接时烙铁头同时接触在焊盘和元件引脚上,加热后送锡丝焊接。
部分元件的特殊焊接要求:3) SMD器件:焊接时烙铁头温度为:300±10℃;焊接时间:每个焊点1~3秒。
拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不同请使用不同的烙铁嘴。
)4) DIP器件:焊接时烙铁头温度为:330±10℃;焊接时间:2~3秒;注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相连,上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕热零件(LED、LCD、传感器等)温度控制在260~300℃。
5) 无铅制程:无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。
6) 特殊物料,需要特别设置烙铁温度。
光耦、晶体、咪头、蜂鸣器等要用含银锡线,温度一般在270度到290度之间。
7) 焊接大的元件脚,温度不要超过380度,但可以增大烙铁功率(80-100w)。
二、元件焊接步骤:1) 预热:烙铁头与PCB板成45度角,顶住焊盘和元件脚。
预先给元件脚和焊盘加热。
烙铁头的尖部不可顶住PCB无铜皮位置,这样可能将板烧成一条痕迹;烙铁头最好顺线路方向;烙铁头不可塞住过孔;预热时间为1~2秒。
2) 上锡:将锡线从元件脚和烙铁接触面处引入;锡线熔化时,掌握进线速度;当锡散满整个焊盘时,锡线不可从直接靠在烙铁套上,以防止助焊剂烧黑。
3) 拿开锡线:拿开锡线,锡线放在焊盘上;时间大概为1~2秒。
4) 拿开烙铁:当焊锡只有轻微烟雾冒出时候,即可拿开烙铁;焊点凝固。

焊锡烙铁的温度是320~400度;电烙铁焊锡的最佳温度为280正负10度。
最高温度一般在480摄氏度,一般设置到320~400度左右,再高会导致烙铁头容易氧化。
新烙铁使用前,应用细砂纸将烙铁头打光亮,通电烧热,蘸上松香后用烙铁头刃面接触焊锡丝,使烙铁头上均匀地镀上一层锡。
这样做,可以便于焊接和防止烙铁头表面氧化。
旧的烙铁头如严重氧化而发黑,可用钢挫挫去表层氧化物,使其露出金属光泽后,重新镀锡,才能使用。
扩展资料:电烙铁在焊不同东西的时候,温度是不一样的,焊铜和焊铁,温度不一样,具体得看实际情况。
一般情况下都是在350度到400度直间,只要高于焊锡的熔点就可以了。
最高温度一般在480摄氏度,但是一般设置到320~400度左右就可以了,再高的话烙铁头容易氧化。
W数大小也决定它的温度:20W-400℃;25W-450℃;30W-500℃;40W-530℃;50W-580℃;60W-600℃;家电维修的一般在30W左右的,学工20W就可以。
电烙铁要用220V交流电源,使用时要特别注意安全。
应认真做到以下几点:电烙铁插头最好使用三极插头。
要使外壳妥善接地。
使用前,应认真检查电源插头、电源线有无损坏。
并检查烙铁头是否松动。
电烙铁使用中,不能用力敲击。
要防止跌落。
烙铁头上焊锡过多时,可用布擦掉。
不可乱甩,以防烫伤他人。
基本介绍:焊锡材料是电子行业的生产与维修工作中必不可少的,通常来说,常用焊锡材料有锡铅合金焊锡、加锑焊锡、加镉焊锡、加银焊锡、加铜焊锡。
标准焊接作业时使用的线状焊锡被称为松香芯焊锡线或焊锡丝。
在焊锡中加入了助焊剂。
这种助焊剂是由松香和少量的活性剂组成。
焊接作业时温度的设定非常重要。
焊接作业最适合的温度是在使用的焊接的熔点+50度。
烙铁头的设定温度,由于焊接部分的大小,电烙铁的功率和性能,焊锡的种类和线型的不同,在上述温度的基础上还要增加100度为宜。
焊锡主要的产品分为焊锡丝,焊锡条,焊锡膏三个大类。
文件编号
SMT手工贴装指导书文件编制涂升长
版本状态O/A 文件审核
初版日期共3页第1页执行批准
一、目的:规范SMT(手工)表面贴装操作方法,提升产品贴装质量
二、操作流程
1、准备事项
A. 正确佩戴静电手环,领取所需材料及工具;元器件根据本工位需要,分类置贴有相对标识规格型号的料盒内。
晶振、芯片等敏感元器件置放防静电料盒,
以免损伤元器件。
B. 核对所用的辅助工具、物料是否符合产品环保(ROHS)要求。
检测静电手环良好并和接地线连接,能确起到人体放电作用。
C. 表面贴装料设置烙铁温度为310~330℃;焊接贴件温度需要>330℃时;应用报废板做焊接实验后,再设定适宜焊件的最佳焊接温度。
2、常用电子贴件
贴片三极管贴片IC 贴片电容贴片胆电容
贴片二极管贴片电阻贴片可调电阻贴片电感
文件编号
SMT手工贴装指导书文件编制涂升长
版本状态O/A文件审核
初版日期共3页第3页执行批准
三、不良贴装(焊接)对比图示
一边漏焊焊接点搭接/锡带其它焊盘锡点拉毛刺锡点高于器件本身底部架空良好呈波浪型的焊接点
四、注意事项
4.1最佳焊接单点时间≤1s/点,连续焊接时间不应超过≤3s/点。
4.2操作前确认贴件、锡丝、工具等辅料是否要按产品要求执行ROHS操作要求。
4.3禁止手部直接触摸焊盘铜箔,避免铜箔氧化。
4.4电烙铁在使用过程中不能敲打方式擦锡,烙铁头上多余的锡要在高温海绵上来回擦入锡盒内。
手工焊接对电烙铁温度的要求作者:贺菲来源:《中国科技博览》2018年第11期[摘要]近年来,手工焊接对电烙铁温度的要求得到了业内的广泛关注,研究其相关课题有着重要意义。
本文首先对相关内容做了概述,分析了焊点形成的机理以及焊接过程,在探讨电烙铁使用的基础上,结合相关实践经验,分别从多个角度与方面就电烙铁温度变化情况展开了研究,阐述了个人对此的几点看法与认识,望有助于相关工作的实践。
[关键词]手工焊接;电烙铁;温度;要求中图分类号:TN605 文献标识码:A 文章编号:1009-914X(2018)11-0012-01[Abstract]in recent years, manual soldering of electric iron temperature requirements have been widespread concern in the industry, the study of related topics is of great significance. This paper firstly summarizes the related content, analyzes the mechanism of the formation of the solder joint and the welding process, based on the use of electric iron, combined with practical experience,respectively, from various angles and aspects of the changes of the temperature of the electric iron,expounds the personal views and understanding, practice at help the relevant work.[Key words]manual welding; electric iron; temperature; requirements1 焊点形成的机理随着回流焊技术和波峰焊接技术的普遍应用,电子产品生产中电烙铁使用率相应地减少了,但在批量少和品种多,以及插件元器件、贴片元器件并存的情况下,在教学、科研、返工和返修的过程中,手工焊接依然能发挥其不可替代的作用。
手工焊接技术要求规范1、目的规范在制品加工中手工焊接操作,保证产品质量。
2、适用范围生产车间需进行手工焊接的工序及补焊等操作。
3、手工焊接使用的工具及要求3.1焊锡丝的选择:直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接;直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。
3.2烙铁的选用及要求:3.2.1电烙铁的功率选用原则:1)焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内热式电烙铁。
2)焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。
3)焊接较大元器件时,如金属底盘接地焊片,应选100W 以上的电烙铁。
3.2.2电烙铁铁温度及焊接时间控制要求:1)有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330±10℃,焊接时间需小于3秒。
焊接时烙铁头同时接触在焊盘和元件引脚上,加热后送锡丝焊接。
部分元件的特殊焊接要求:SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。
拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不同请使用不同的烙铁嘴。
)DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相连,上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕热零件(LED、CCD、传感器等)温度控制在260~300℃。
2)无铅制程无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。
3.2.3电烙铁使用注意事项:1)电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被严重氧化后很难再上锡。
2)手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒温电烙铁插头的接地端必须可靠接交流电源保护地。
手工焊接的烙铁温度设
定
Hessen was revised in January 2021
手工焊接的烙铁温度设定
(2010-05-25 08:24:27)
一、手工焊接的原理:
常见的手工焊接工艺就是通过烙铁头传热,熔化焊锡,来使焊接件(电子元器件等)与焊盘(被焊件)连接接合。
手工焊接要素:电源(焊台或烙铁)、加热体(发热芯)、烙铁头、焊锡、焊接件等;
二、无铅焊接知识
以前的焊锡是锡铅合金,如63/37(锡63%,铅37%),熔点为183度。
因铅对环境的有毒性,ROHS等法规规定电子产品中禁用。
所以出现了替代的无铅焊锡。
无铅焊锡相对有铅焊锡:
1、熔点升高约34-44度;
2、焊锡中锡含量增加了;
3、上锡能力差(可焊性差),无铅焊锡的焊锡扩散性差,扩散面积差不多是共晶焊锡的1/3;
三、手工焊接温度公式:
焊接作业最适合的温度是在使用的焊锡的熔点+50度。
烙铁头的设定温度,由于焊接部分的大小,电烙铁的功率和性能,焊锡的种类和线型的不同,在上述温度的基础上还要增加X度(通常为100)为宜。
即为:烙铁头温度=焊锡熔点+50+X(损耗)。
如:有铅焊锡63/37常用焊接温度:183+50+100=333左右,无铅锡铜为:227+50+100=377度。
因为不同产品焊点大小、不同焊锡、不同环境及操作习惯等影响,此处X变化很大,所以焊接温度有从350-450的使用情况。
四、烙铁头损耗原理:
烙铁头尖端结构大致为;铜-镀铁层-镀锡层,焊接时,加热的情况下,镀铁层会与焊锡中的锡之间发生物理化学反应,使得铁被溶解腐蚀掉,而且这个过程随着温度升高会加速。
所以,无铅焊接时,因为焊接温度普遍升高,同时焊锡中的锡含量也大幅度增加,于是烙铁头的寿命急剧减少。
五、无铅手工焊接常见问题:
1、使用高温时,容易损坏元器件;
2、烙铁或焊台热回复性不好的话,容易出现虚焊假焊,不良率增加;
3、烙铁头氧化损耗增加;
六、无铅手工焊接常见对策:
1、使用无铅专用烙铁头(本身镀无铅锡,适当增厚镀铁层来延缓腐蚀,延长寿命,同时不影响导热);
2、使用无铅专用焊台(大功率、快速回温,使得温度更稳定,并能使用低温进行焊接);
七、无铅焊台知识:
由焊接原理可知,焊接工艺是靠热量的传递来完成的。
所以,无铅焊接时需要加热体有更好的供热效率,这就要求焊台或烙铁有更大的功率和更快的热回复
性。
实践证明,市面上常用的无铅焊台功率均在90W以上,比上以前的60W焊台或单支烙铁,热效率及热回复性都增加了很多,所以在焊接相同产品时,所需的焊接温度会低上10-30度,且更稳定。
这样再配上特制的无铅烙铁头,烙铁头的损耗也大大减少,成本降低的同时,产品品质也得到了保障。