电烙铁焊接五步法演示
- 格式:ppt
- 大小:514.50 KB
- 文档页数:24
烙鐵焊接方法一、坐姿掌握正确的坐姿的操作姿势,可以保证操作者的身心健康,减轻劳动伤害。
为减少助焊剂加热时挥发出的化学物质对人的危害,减少有害气体的吸入量,一般情况下,烙铁鼻子的距离应不少于20cm,通常以30cm为宜。
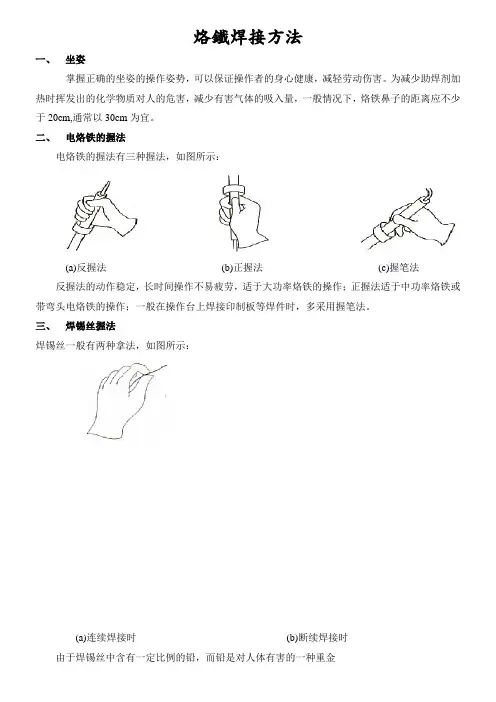
二、电烙铁的握法电烙铁的握法有三种握法,如图所示:(a)反握法(b)正握法(c)握笔法反握法的动作稳定,长时间操作不易疲劳,适于大功率烙铁的操作;正握法适于中功率烙铁或带弯头电烙铁的操作;一般在操作台上焊接印制板等焊件时,多采用握笔法。
三、焊锡丝握法焊锡丝一般有两种拿法,如图所示:(a)连续焊接时(b)断续焊接时由于焊锡丝中含有一定比例的铅,而铅是对人体有害的一种重金属,因此操作时应该戴手套或在操作后洗手,避免食入铅尘。
电烙铁使用以后,一定要稳妥地插放在烙铁架上,并注意导线等物不要碰到烙铁头,以免烫伤导线,造成漏电等事故。
四、焊接五大方法掌握好电烙铁的温度和焊接时间,选择恰当的烙铁头和焊点的接触位置,才可能得到良好的焊点。
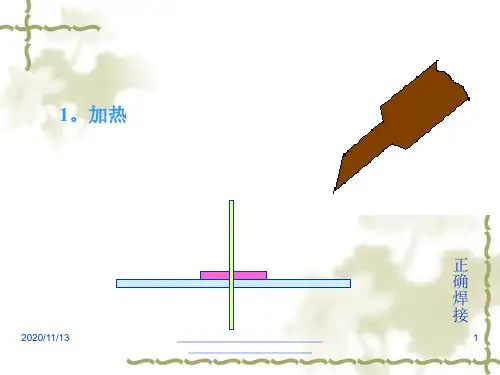
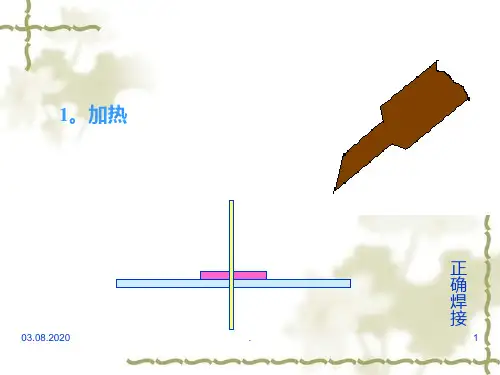
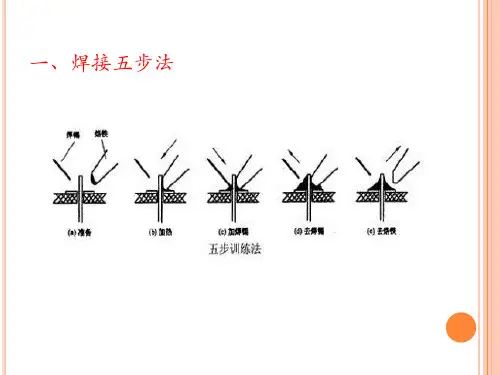
正确的焊接操作过程可以分成五个步骤,如图(a)~(e)所示:(a) (b) (c) (d) (e)(1)第一步:准备施焊左手拿焊丝,右手握烙铁,进入备焊状态。
要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。
(2)第二步:加热焊件烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约为1~2s。
对于在印制板上焊接元器平说,要注意使烙铁头同时接触焊盘和元器件的引线。
例如,图(b)中的导线与接线柱要同时均匀受热。
(3)第三步:送入焊丝焊件的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。
注意:不要把焊锡丝送到烙铁头上!(4)第四步:移开焊丝当锡丝熔化一定量后,立即向左上45°方向移开焊丝。
(5)第五步:移开烙铁焊锡浸润焊盘和焊件的施焊部位以后,向右上45°方向移开烙铁,结束焊接。
从第三步开始到第五步结束,时间大约也是1~2s。
对于热量小的焊件,例如印制板上较细导线的连接,可以简化为三步操作。
手工锡焊基本操作一.焊接操作姿势与卫生焊剂加热挥发出的化学物质对人体是有害的,如果操作时鼻子距离烙铁头太近,则很容易将有害气体吸入。
一般烙铁离开鼻子的距离应至少不小于30cm,通常以40cm时为宜。
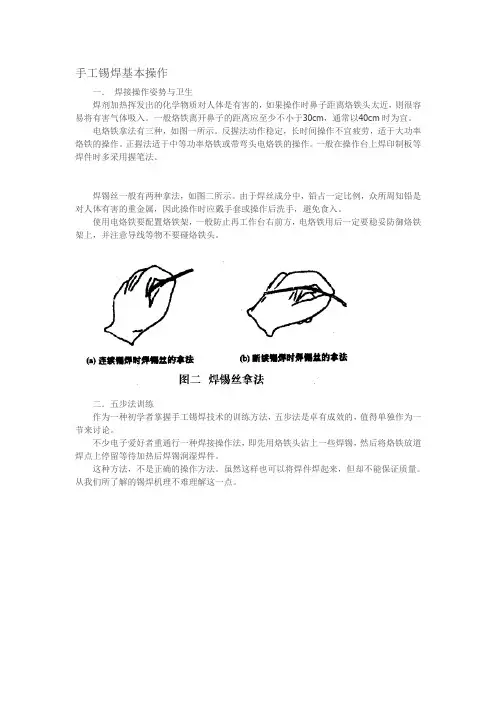
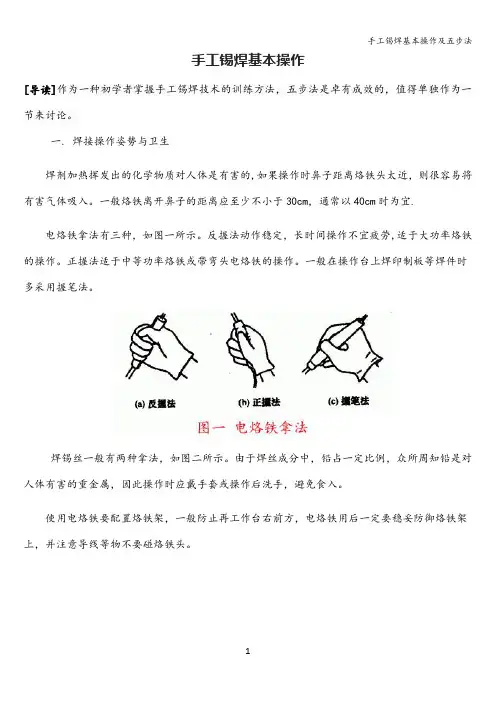
电烙铁拿法有三种,如图一所示。
反握法动作稳定,长时间操作不宜疲劳,适于大功率烙铁的操作。
正握法适于中等功率烙铁或带弯头电烙铁的操作。
一般在操作台上焊印制板等焊件时多采用握笔法。
焊锡丝一般有两种拿法,如图二所示。
由于焊丝成分中,铅占一定比例,众所周知铅是对人体有害的重金属,因此操作时应戴手套或操作后洗手,避免食入。
使用电烙铁要配置烙铁架,一般防止再工作台右前方,电烙铁用后一定要稳妥防御烙铁架上,并注意导线等物不要碰烙铁头。
二.五步法训练作为一种初学者掌握手工锡焊技术的训练方法,五步法是卓有成效的,值得单独作为一节来讨论。
不少电子爱好者重通行一种焊接操作法,即先用烙铁头沾上一些焊锡,然后将烙铁放道焊点上停留等待加热后焊锡润湿焊件。
这种方法,不是正确的操作方法。
虽然这样也可以将焊件焊起来,但却不能保证质量。
从我们所了解的锡焊机理不难理解这一点。
如图三所示,当我们把焊锡融化道烙铁头上时,焊锡丝重的焊剂伏在焊料表面,由于烙铁头温度一般都再250℃-350℃以上,当烙铁放道焊点上之前,松香焊剂将不断挥发,而当烙铁放到焊点上时由于焊件温度低,加热还需一段时间,在此期间焊剂很可能挥发大半甚至完全挥发,因而在润湿过程中由于缺少焊剂而润湿不良。
同时由于焊料和焊件温度差很多,结合层不容易形成,很难避免虚焊。
更由于焊剂的保护作用丧生后焊料容易氧化,质量得不到保证就在所难免了。
正确的方法应该时五步法:1.准备施焊准备好焊锡丝和烙铁。
此时特别强调的施烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡)。
2.加热焊件将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部分,例如印制板上引线和焊盘都使之受热,其次要注意让烙铁头的扁平部分(较大部分)接触热容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持焊件均匀受热。
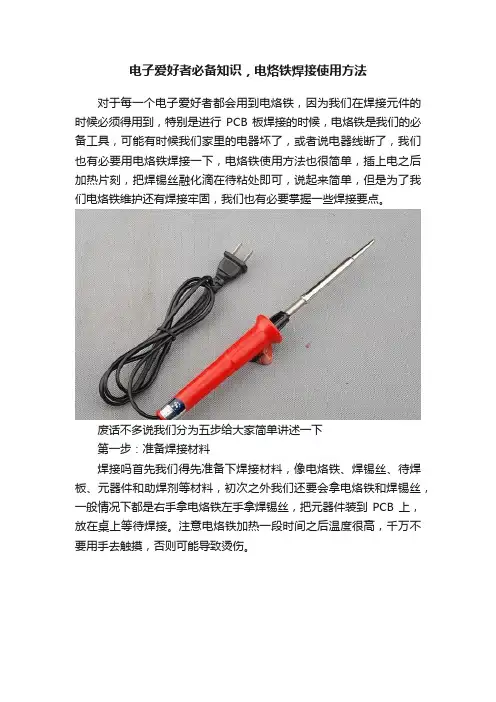
电子爱好者必备知识,电烙铁焊接使用方法对于每一个电子爱好者都会用到电烙铁,因为我们在焊接元件的时候必须得用到,特别是进行PCB板焊接的时候,电烙铁是我们的必备工具,可能有时候我们家里的电器坏了,或者说电器线断了,我们也有必要用电烙铁焊接一下,电烙铁使用方法也很简单,插上电之后加热片刻,把焊锡丝融化滴在待粘处即可,说起来简单,但是为了我们电烙铁维护还有焊接牢固,我们也有必要掌握一些焊接要点。
废话不多说我们分为五步给大家简单讲述一下第一步:准备焊接材料焊接吗首先我们得先准备下焊接材料,像电烙铁、焊锡丝、待焊板、元器件和助焊剂等材料,初次之外我们还要会拿电烙铁和焊锡丝,一般情况下都是右手拿电烙铁左手拿焊锡丝,把元器件装到PCB上,放在桌上等待焊接。
注意电烙铁加热一段时间之后温度很高,千万不要用手去触摸,否则可能导致烫伤。
第二步:加热焊接元件加热电烙铁之后最好把电烙铁放在助焊剂内片刻,如果能在焊接处加点助焊剂那就更好了,这样方便了我们焊接,在焊接集成贴片的时候更有体会,加助焊剂的必要性,电烙铁放入助焊剂内不用很长时间,大约两秒左右即可。
第三步:加入焊锡丝待电烙铁加到一定温度之后我们就开始焊接,首先先把焊锡丝放在带焊元件的引脚上,然后让电烙铁靠近焊锡丝,把电烙铁头放在焊锡丝上片刻后,带焊锡融化后焊液即可把元器件引脚包围,在焊接集成芯片的时候注意焊锡不宜加的太多。
第四步:移开焊锡丝等焊锡融化过后滴到待焊元件上,我们的工作完成了一大半了,下一步我们就是等待焊锡丝凝固,所以我们没有必要再把焊锡丝放在带焊处,我们应该及时把焊锡移开焊接处,以便锡液凝固。
第五步:移开电烙铁焊锡丝移开后为了焊接更美观我们可以用电烙铁在原来焊接的位置重新融化一下锡液,避免焊锡丝不能够充分融化导致虚焊的现象,在进行实际操作的时候不要把烙铁头长时间放在待焊接处,长时间停留在此如果烙铁温度太高可能会导致焊盘脱落,这样会导致PCB板报废。
总之在焊接的时候我们最好还是按照规范步骤来操作,特别是初学者,这样避免了一些不必要的损失。
手工锡焊基本操作正确的方法应该时五步法:1.准备施焊准备好焊锡丝和烙铁。
此时特别强调的施烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡)。
2.加热焊件将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部分,例如印制板上引线和焊盘都使之受热,其次要注意让烙铁头的扁平部分(较大部分)接触热容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持焊件均匀受热。
3.熔化焊料当焊件加热到能熔化焊料的温度后将焊丝置于焊点,焊料开始熔化并润湿焊点。
4.移开焊锡当熔化一定量的焊锡后将焊锡丝移开。
5.移开烙铁当焊锡完全润湿焊点后移开烙铁,注意移开烙铁的方向应该是大致45°的方向。
上述过程,对一般焊点而言大约二,三秒钟。
对于热容量较小的焊点,例如印制电路板上的小焊盘,有时用三步法概括操作方法,即将上述步骤2,3合为一步,4,5合为一步。
实际上细微区分还是五步,所以五步法有普遍性,是掌握手工烙铁焊接的基本方法。
特别是各步骤之间停留的时间,对保证焊接质量至关重要,只有通过实践才能逐步掌握。
锡焊操作要领1.焊件表面处理手工烙铁焊接中遇到的焊件是各种各样的电子零件和导线,除非在规模生产条件下使用“保险期”内的电子元件,一般情况下遇到的焊件往往都需要进行表面清理工作,去除焊接面上的锈迹,油污,灰尘等影响焊接质量的杂质。
手工操作中常用机械刮磨和酒精,丙酮擦洗等简单易行的方法。
2.预焊预焊就是将要锡焊的元器件引线或导电的焊接部位预先用焊锡润湿,一般也称为镀锡,上锡,搪锡等。
称预焊是准确的,因为其过程合机理都是锡焊的全过程─—焊料润湿焊件表面,靠金属的扩散形成结合层后而使焊件表面“镀”上一层焊锡。
预焊并非锡焊不可缺少的操作,但对手工烙铁焊接特别是维修,调试,研制工作几乎可以说是必不可少的。
下图表示元件引线预焊方法。
3.不要用过量的焊剂适量的焊剂是必不可缺的,但不要认为越多越好。
过量的松香不仅造成焊后焊点周围需要清洗的工作量,而且延长了加热时间(松香融化,挥发需要并带走热量),降低工作效率;而当加热时间不足时又容易夹杂到焊锡中形成“夹渣”缺陷;对开关元件的焊接,过量的焊剂容易流到触点处,从而造成接触不良。
电烙铁焊前处理及焊接步骤电烙铁的焊接方法Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】电烙铁焊前处理及焊接步骤(电烙铁的焊接方法)(1)焊前处理步骤焊接前,应对元器件引脚或电路板的焊接部位进行处理,一般有“刮”、“镀”、“测”三个步骤:“刮”:就是在焊接前做好焊接部位的清洁工作。
一般采用的工具是小刀和细砂纸,对集成电路的引脚、印制电路板进行清理,去除其上的污垢,清理完后一般还需要往待拆元器件上涂上助焊剂。
“镀”:就是在刮净的元器件部位上镀锡。
具体做法是蘸松香酒精溶液涂在刮净的元器件焊接部位上,再将带锡的热烙铁头压在其上,并转动元器件,使其均匀地镀上一层很薄的锡层。
“测”:就是利用万用表检测所有镀锡的元器件是否质量可靠,若有质量不可靠或已损坏的元器件,应用同规格元器件替换。
(2)焊接步骤做好焊前处理之后,就可进行正式焊接。
不同的焊接对象,其需要的电烙铁工作温度也不相同。
判断烙铁头的温度时,可将电烙铁碰触松香,若有“吱吱”的声音,说明温度合适;若没有声音,仅能使松香勉强熔化,则说明温度太低;若烙铁头一碰上松香就大量冒烟,则说明温度太高。
一般来讲,焊接的步骤主要有三步:(1)烙铁头上先熔化少量的焊锡和松香,将烙铁头和焊锡丝同时对准焊点。
(2)在烙铁头上的助焊剂尚未挥发完时,将烙铁头和焊锡丝同时接触焊点,开始熔化焊锡。
(3)当焊锡浸润整个焊点后,同时移开烙铁头和焊锡丝。
焊接过程一般以2~3s为宜。
焊接集成电路时,要严格控制焊料和助焊剂的用量。
为了避免因电烙铁绝缘不良或内部发热器对外壳感应电压而损坏集成电路,实际应用中常采用拔下电烙铁的电源插头趁热焊接的方法。
电烙铁虚焊及其防治方法焊接时,应保证每个焊点焊接牢固、接触良好,锡点应光亮、圆滑无毛刺,锡量适中。
锡和被焊物熔合牢固,不应有虚焊。
所谓虚焊,是指焊点处只有少量锡焊住,造成接触不良,时通时断。
手工锡焊基本操作[导读]作为一种初学者掌握手工锡焊技术的训练方法,五步法是卓有成效的,值得单独作为一节来讨论。
一. 焊接操作姿势与卫生焊剂加热挥发出的化学物质对人体是有害的,如果操作时鼻子距离烙铁头太近,则很容易将有害气体吸入。
一般烙铁离开鼻子的距离应至少不小于30cm,通常以40cm时为宜.电烙铁拿法有三种,如图一所示。
反握法动作稳定,长时间操作不宜疲劳,适于大功率烙铁的操作。
正握法适于中等功率烙铁或带弯头电烙铁的操作。
一般在操作台上焊印制板等焊件时多采用握笔法。
焊锡丝一般有两种拿法,如图二所示。
由于焊丝成分中,铅占一定比例,众所周知铅是对人体有害的重金属,因此操作时应戴手套或操作后洗手,避免食入。
使用电烙铁要配置烙铁架,一般防止再工作台右前方,电烙铁用后一定要稳妥防御烙铁架上,并注意导线等物不要碰烙铁头。
二.五步法训练作为一种初学者掌握手工锡焊技术的训练方法,五步法是卓有成效的,值得单独作为一节来讨论。
不少电子爱好者重通行一种焊接操作法,即先用烙铁头沾上一些焊锡,然后将烙铁放道焊点上停留等待加热后焊锡润湿焊件。
这种方法,不是正确的操作方法。
虽然这样也可以将焊件焊起来,但却不能保证质量。
从我们所了解的锡焊机理不难理解这一点。
如图三所示,当我们把焊锡融化道烙铁头上时,焊锡丝重的焊剂伏在焊料表面,由于烙铁头温度一般都再250℃-350℃以上,当烙铁放道焊点上之前,松香焊剂将不断挥发,而当烙铁放到焊点上时由于焊件温度低,加热还需一段时间,在此期间焊剂很可能挥发大半甚至完全挥发,因而在润湿过程中由于缺少焊剂而润湿不良。
同时由于焊料和焊件温度差很多,结合层不容易形成,很难避免虚焊。
更由于焊剂的保护作用丧生后焊料容易氧化,质量得不到保证就在所难免了.手工锡焊基本操作之手工锡焊五步法 -正确的方法应该时五步法:1。
准备施焊准备好焊锡丝和烙铁。
此时特别强调的施烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡).2. 加热焊件将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部分,例如印制板上引线和焊盘都使之受热,其次要注意让烙铁头的扁平部分(较大部分)接触热容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持焊件均匀受热。
烙铁焊接操作步骤
1.烙铁的选取:对不同产品的焊盘大小,选取不同功率的烙铁及烙铁嘴[恒温烙铁按要求调节温度]。
焊盘小的选取功率小嘴小的烙铁。
2.锡线的选取:焊盘小的选取直径小的锡线,焊盘大的选取直径大的锡线,根据产品的要求选取免洗锡线或水熔锡线(可洗)。
3.接通烙铁电源,3分钟之后,烙铁温度达到320℃±20℃可正常使用。
4.使用前需将烙铁嘴清擦干净,正常使用时每两分钟需清擦一次烙铁嘴,保持烙铁嘴上无氧化物。
5.焊接时先将烙铁放在焊盘与元件之间,再加上焊锡锡丝在烙铁嘴上。
(除拿PCB、锡线之外)焊接在一秒钟内完成。
6、如是焊接线及其它固定性的元件,焊点先上锡,在将物件放在焊点上,在用烙铁加锡加温焊接好之后,迅速移开烙铁2秒钟,使锡凝固之后方可松手。
7、焊接加锡需控制锡量,不能多锡、少锡、一般锡点成锥形状,锡点与锡点之间不能连锡、锡点上无气孔、无锡洞、锡点光滑无氧化物残留在焊盘上。
电烙铁焊前处理及焊接步骤(电烙铁的焊接方法)(1)焊前处理步骤焊接前,应对元器件引脚或电路板的焊接部位进行处理,一般有“刮”、“镀”、“测”三个步骤:“刮”:就是在焊接前做好焊接部位的清洁工作。
一般采用的工具是小刀和细砂纸,对集成电路的引脚、印制电路板进行清理,去除其上的污垢,清理完后一般还需要往待拆元器件上涂上助焊剂。
“镀”:就是在刮净的元器件部位上镀锡。
具体做法是蘸松香酒精溶液涂在刮净的元器件焊接部位上,再将带锡的热烙铁头压在其上,并转动元器件,使其均匀地镀上一层很薄的锡层。
“测”:就是利用万用表检测所有镀锡的元器件是否质量可靠,若有质量不可靠或已损坏的元器件,应用同规格元器件替换。
(2)焊接步骤做好焊前处理之后,就可进行正式焊接。
不同的焊接对象,其需要的电烙铁工作温度也不相同。
判断烙铁头的温度时,可将电烙铁碰触松香,若有“吱吱”的声音,说明温度合适;若没有声音,仅能使松香勉强熔化,则说明温度太低;若烙铁头一碰上松香就大量冒烟,则说明温度太高。
一般来讲,焊接的步骤主要有三步:(1)烙铁头上先熔化少量的焊锡和松香,将烙铁头和焊锡丝同时对准焊点。
(2)在烙铁头上的助焊剂尚未挥发完时,将烙铁头和焊锡丝同时接触焊点,开始熔化焊锡。
(3)当焊锡浸润整个焊点后,同时移开烙铁头和焊锡丝。
焊接过程一般以2~3s为宜。
焊接集成电路时,要严格控制焊料和助焊剂的用量。
为了避免因电烙铁绝缘不良或内部发热器对外壳感应电压而损坏集成电路,实际应用中常采用拔下电烙铁的电源插头趁热焊接的方法。
电烙铁虚焊及其防治方法焊接时,应保证每个焊点焊接牢固、接触良好,锡点应光亮、圆滑无毛刺,锡量适中。
锡和被焊物熔合牢固,不应有虚焊。
所谓虚焊,是指焊点处只有少量锡焊住,造成接触不良,时通时断。
为避免虚焊,应注意以下几点:(1)保证金属表面清洁若焊件和焊点表面带有锈渍、污垢或氧化物,应在焊接之前用刀刮或砂纸磨,直至露出光亮金属,才能给焊件或焊点表面镀上锡。