感应热处理mm
- 格式:doc
- 大小:12.72 MB
- 文档页数:19

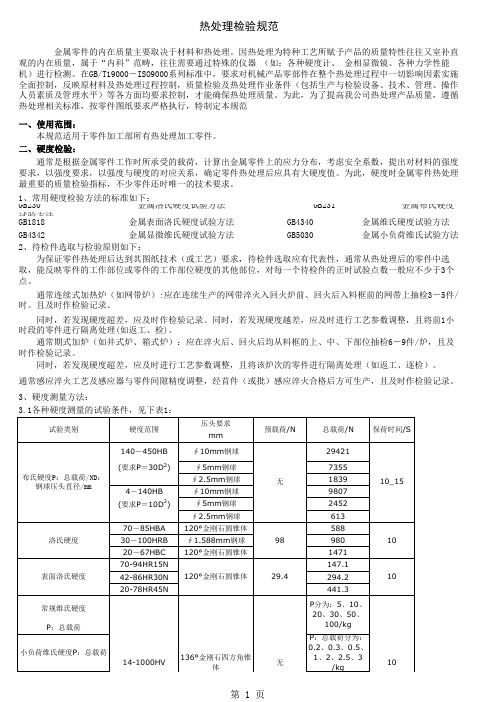
3、硬度测量方法:3.1各种硬度测量的试验条件,见下表1:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
同时,若发现硬度超差,应及时进行工艺参数调整,且将该炉次的零件进行隔离处理(如返工、逐检)。
通常感应淬火工艺及感应器与零件间隙精度调整,经首件(或批)感应淬火合格后方可生产,且及时作检验记录。
GB4342 金属显微维氏硬度试验方法 GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:热处理检验规范一、使用范围:二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器 (如:各种硬度计、 金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。


扭力轴花键感应淬火与渗碳淬火的工艺实践分析感应淬火与渗碳淬火同属表面硬化工艺,早在50年代,兵器部541工厂研究院坦克扭力轴即指出“感应淬火的成本为渗碳淬火的1/3,其后又提出:高频电流淬火工艺具有加热时间短、零件氧化皮少、变形小、工作环境洁净、可以在线生产等一系列优点。
”然而,时至今日,渗碳淬火工艺在中小模数齿轮等领域,仍广泛应用于生产。
其原由是渗碳零件表面碳浓度高,耐磨性更优、工夹具简单和中、小零件批量装炉方便等多种因素。
感应淬火需要专用的感应器,工装、管理费用等相对高些,一汽研究所下属公司曾对连杆大头内孔渗碳与感应淬火的单件总成本作精细的对比,渗碳件材料加39道工序的加工费为14.73分,而感应淬火件28道工序相对费用为12.73分。
单件成本相差2分。
感应淬火对复杂形状的工件仿轮廓淬火具有难度,小内孔、不通孔的底面、卡盘爪的阶梯面、活塞的沟槽、曲面件等部位,不如渗碳工艺简便,因此,在选择表面硬化工艺时,应从工装、材料、工序数、产品寿命等作具体分析再确定,不能仅从节能一点来选取。
渗碳与感应淬火在工艺与装备研发上,近年来均有很大的进展。
感应淬火工艺具有优势的项目可列举如下:1.深层渗碳方面齿轮的渗碳层深与其模数有关,常选用的层深为(0.15~0.20)m。
对中、小模数齿轮,此值在0.2~1.0mm,一般渗碳工艺即可达到,但对大模数齿轮,如m=80的齿轮(见图1)和m=63齿条等,其层深要求常≥4mm,如采用渗碳,则必须深层渗碳,仅渗碳周期即不低于100h,更不论齿条长度几十米对设备装炉的要求了,而感应淬火是单齿扫描淬火,从电源容量与升降机构方面考虑,要简单得多。
国外另一实例是冶金设备的内孔,用感应淬火代深层渗碳。
2.畸变小方面渗碳齿轮由于是整体加热,时间长、温度高,所以淬火后畸变大,有些齿轮则需压模淬火才解决问题,因此,它的周期长、耗电大、成本高,感应淬火相对有利,国内已有企业成功地将渗碳内齿圈改为感应淬火用于生产的实例。
中频感应淬火参数表
中频感应淬火是一种常用的热处理工艺,通过感应加热和淬火
来提高金属零件的硬度和耐磨性。
淬火参数表通常包括以下内容:
1. 加热参数,包括加热温度、加热时间、加热频率等。
加热温
度取决于材料的类型和要求的淬火深度,加热时间和频率也会影响
到加热效果和工件的质量。
2. 冷却参数,淬火的冷却速度对工件的硬度和组织结构有着重
要影响。
冷却介质、冷却速度、冷却时间等参数需要在淬火参数表
中详细列出。
3. 工件尺寸和形状,不同尺寸和形状的工件对淬火参数的要求
也不同,因此淬火参数表中通常会包括工件的具体尺寸和形状信息。
4. 淬火设备参数,包括感应加热设备的功率、频率、线圈匹配
等参数,这些参数直接影响到加热的效果和工件的质量。
5. 质量要求,淬火后工件的硬度、残余应力、变形等质量指标
也需要在淬火参数表中进行详细说明,以便进行质量控制和检验。
在实际应用中,淬火参数表的制定需要综合考虑材料的特性、工件的要求、设备的性能等多方面因素,以确保淬火工艺能够达到预期的效果并保证工件的质量。
同时,针对不同的工件和材料,淬火参数表也需要进行不断的优化和调整,以适应不同情况下的淬火要求。
QSn10-1,QSn-10(2)圆周速度≤4m/s Al9-4(3)圆周速度≤2m/s,效率要求不高:铸铁防止蜗轮变形一般进行时效处理2.蜗杆材料与热处理:(1)高速重载:15、20Cr 渗碳淬火,HRC56-62;40、45、40Cr淬火,HRC45-50(2)不太重要或低载;40 45调质弹簧热处理实例一、工作条件以及材料与热处理要求1.条件: 形状简单,断面较小,受力不大的弹簧要求: 65 785-815℃油淬,300℃400℃、500℃。
600℃回火,相应的硬度HB512、HB430、HB369,75,780-800℃油或水淬,400-420℃回火,HRC42-48.2.条件: 中等负荷的大型弹簧要求: 60Si2MnA 65Mn 870℃油淬,460℃回火,HRC40-45(农机座位弹簧65Mn 淬火回火 HB280-370)3.条件: 重负荷、高弹簧、高疲劳极限的大形板簧和螺旋弹簧要求: 50CrVA、60SiMnA 860℃油淬,475℃回火,HRC40-45 4.条件: 在多次交变负荷下工作的直径8-10mm的卷簧HRC56-625.条件: 要求高耐磨性、高精度及尺寸大的蜗杆要求: 18CrMnTi、20SiMnVB处理同上,HRC56-626.条件: 要求足够耐磨性和硬度的蜗杆要求: 40Cr、42SiMn、45MnB 油淬,回火,HRC5-507.条件: 中载、要求高精度并与青铜蜗轮配合使用(热处理后再加工丝扣)之蜗杆要求: 35CrMo调质, HB255-303(850-870℃油淬,600-650回火)8.条件: 要求高硬度和最小变形的蜗杆要求: 38CrMoAlA、38CrAlA正火或调质后氮,硬度HV>8509.条件: 汽车转向蜗杆要求: 35Cr 815℃氰化、200℃回火,渗层深度0.35-0.40mm,表面锉力硬度,心部硬度<HRC35二、备注:1.蜗轮材料与热处理:(1)圆周速度≥3m/s的重要传动;锡磷青铜QSn10-1,QSn-10(2)圆周速度≤4m/s Al9-4(3)圆周速度≤2m/s,效率要求不高:铸铁防止蜗轮变形一般进行时效处理2.蜗杆材料与热处理:(1)高速重载:15、20Cr 渗碳淬火,HRC56-62;40、45、40Cr淬火,HRC45-50。
用感应电流使工件局部加热的表面热处理工艺。
这种热处理工艺常用於表面淬火﹐也可用於局部退火或回火﹐有时也用於整体淬火和回火。
20世纪30年代初﹐美国﹑苏联先后开始应用感应加热方法对零件进行表面淬火。
随著工业的发展﹐感应加热热处理技术不断改进﹐应用范围也不断扩大。
基本原理将工件放入感应器(线圈)内(图1感应加热原理)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。
交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。
感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2沿工件截面的电流密度分布)﹐这种现象称为集肤效应。
工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。
电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。
在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
分类根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频5类。
①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。
②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。
③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。
④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。
⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。
(见彩图差温炉淬火﹑600毫米直径冷轧辊工频感应加热淬火﹑大型铸钢件的热处理炉﹑真空淬火炉四、感应加热表面淬火(一)基本原理:将工件放在用空心铜管绕成的感应器内,通入中频或高频交流电后,在工件表面形成同频率的的感应电流,将零件表面迅速加热(几秒钟内即可升温800~1000度,心部仍接近室温)后立即喷水冷却(或浸油淬火),使工件表面层淬硬。
热处理工件硬度的检测方法表面热处理分为两大类,一类是表面淬火回火热处理,另一类是化学热处理,其硬度检验方法如下:1、表面淬火回火热处理表面淬火回火热处理通常用感应加热或火焰加热的方式进行。
主要技术参数是表面硬度、局部硬度和有效硬化层深度。
硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。
试验力(标尺)的选择与有效硬化层深度和工件表面硬度有关。
维氏硬度计、表面洛氏硬度计和洛氏硬度计试验的选择可参照表1、表2和表3。
表1 维氏试验力的选择表2 表面洛氏硬度标尺的选择表3洛氏硬度标尺的选择表1~表3分别是采用维氏硬度计、表面洛氏硬度计和洛氏硬度计时,对应于不同的热处理工件表面硬化层深度和热处理工件表面硬度值维氏硬度试验力和洛氏、表面洛氏硬度标尺的选择表。
由表1~表3可知:1.1维氏硬度计是测试热处理工件表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是最高的,可分辨出热处理工件表面硬度的微小差别。
另外,有效硬化层浓度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理工件的单位,配备一台维氏硬度计是有必要的。
1.2表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。
可以测试有效硬化深度超过0.1mm的各种表面硬化工件。
尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。
况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理工件进行快速无损的逐件检测。
这一点对于金属加工和机械制造工厂具有重要意义。
1.3当表面热处理硬化层较厚时,也可采用洛氏硬度计。
当热处理硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。
1.4维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。
感应热处理1.1、感应加热物理基础:将金属导体放在通有交变电流的线圈中,根据电磁感应原理,在交变磁场的作用下,会在导体中产生与线圈中电流的方向相反、大小相等、频率相同的感应电流(涡流),利用在该导体中产生的感应电流使其加热的方法称之为“感应加热”。
1.2、感应加热的物理现象:以下4种1.2.1、集肤效应:也称趋肤效应或表面效应,当直流电通过一导体时,导体截面上各点的电流密度是均匀的。
当交流电通过导体时,导体表面处的电流密度较大,导体内部的电流密度较小。
当高频率电流通过导体时,导体截面上的电流密度差更加增大,电流主要集中在导体表面,这种现象称为集肤效应1.2.2、邻近现象:两邻近导体,如两汇流排或感应器的有效加热导线与被感应加热的零件,在有交变电流通过的情况下,由于电流磁场的相互作用,导体上的电流将重新分布,这种现象称之为邻近效应。
同向电流主要集中在两相邻导体的外侧;反向电流主要集中在两相邻导体的内侧。
两导体离的越近,效果越明显。
1.2.3、圆环效应:圆环形的导体通入交变电流时,最大电流密度分布在环状导体的内侧,这种现象叫做圆环效应。
圆环效应使感应器的电流密集到圆环感应的内侧,对于加热零件的外表面有利。
但对加热零件内孔时,该效应使感应器中的电流远离加热零件的内表面,对内孔加热十分不利。
1.2.4、导磁体的槽口效应:一根矩形截面的导体,装上由硅钢片叠成的导磁体体的槽口中,当导体通有交变电流时,电流集中在导磁体开口的导体表面,这一现象称之为导磁体的槽口效应。
导磁体的槽口越深,电流的频率越高,则导磁体的槽口效应越强烈。
利用该效应可以克服导体的圆环效应将电流驱逐到圆环导体的外表面,在加热内孔和平面类零件时,强化了邻近效应,以提高感应器的加热效率。
1.3、电流透入深度:由于集肤效应的作用,导体或零件中的电流分布是不均匀的。
工程上规定,从表面电流最大值处(I0)测到1/e I0处的深度为电流的透入深度。
钢在居里点(770℃)以下的电流透入深度称为冷透入深度,在居里点以上的电流透入深度称为热透入深度。
1.4、加热方式:以下2种1.4.1、透入式加热:零件在加热时,电流的热透入深度大于淬硬层深度,淬硬层得到的热能全部由涡流产生,整个层中的温度基本上是均匀的。
该方式适用于设备的频率和功率较高,而淬硬层深度要求较浅的零件。
1.4.2、传导式加热:零件加热在时,电流的热透入深度小于淬硬层深度,淬硬层得到的热能只能在热透入深度内由涡流产生,超出这一层的金属,其温度的提高完全依靠表层的热量通过热传导的方式实现。
该方式适用于设备的功率较低,而淬硬层深度要求较深的零件;利用感应加热方式实现的热处理过程称为感应热处理。
根据不同的用途可以进行工件的局部或整体的感应淬火、退火、正火、回火及调质处理。
用途:在现代汽车制造技术中,感应加热还用于熔炼、钎焊、毛坯加热(透热)、热装配、金属件粘结后的固化、涂料的干燥等多种领域。
2.1、锻造毛坯透热主要用于各种汽车零件(如曲轴、连杆、钢板弹簧、冲焊桥壳、各种齿轮等零件)的锻造毛坯的透热。
优点是加热效率高、温度控制精度高、毛坯的温度均匀性好、设备占地面积小、节能、可改善工作环境。
2.2、铝镁合金半固态铸造有色金属的半固态成型技术是将金属加热到固液混合状态,利用高压将熔融金属射入型腔内,通过铸造或压力加工的方式成型的技术。
在该工艺中广泛采用感应加热技术,其优点是加热速度快、节能高效、零件成型后的成分和组织均匀性好、机械性能好,且工艺设备符合环保要求。
在汽车制造技术先进的公司用于铝合金及铝镁合金的零件成型。
2.3、热处理为了提高汽车零件的疲劳性能及耐磨性感应淬火技术得到了广泛的应用,典型零件有曲轴、半轴、凸轮轴、贯通轴、变速叉、变速叉轴、导块、摇臂、摇臂轴、转向齿条、花键轴叉、输出突缘、轴头、球头销、转向节等零件;汽车零件的局部感应退火可以改善渗碳零件的机械性能,主要是降低零件的脆性、提高韧性,在主动齿轮——减速器的螺纹退火中应用较多,取代了传统的铅炉加热,改善工作环境,符合环保要求。
2.4、铸造熔炼主要用于钢铁材料及有色金属(铝合金、黄铜等合金压铸件)的熔炼、保温。
优点是加热速度快生产率高、温度均匀性好、设备投资少、液态金属的成分均匀性好,可以提高铸件的质量。
2.5、汽车零件粘接后感应加热固化在使用热硬性粘接剂将汽车零件(金属与金属、金属与橡胶、金属与玻璃等)粘接后需要通过加热使粘接剂固化。
优点:没有焊点,不破坏防锈层,粘接剂在起到密封的同时还可以减小振动。
采用感应加热技术可实现局部加热,具有节能、高效、零件的变形小、质量稳定的特点。
用于:在汽车制造技术先进的公司得到广泛的应用,一汽——大众现生产的车型中捷达、保来、凯迪已有20套该设备在用,主要用于车门、行李箱盖及发动机盖的粘接后的固化处理,并与自动生产线相连。
以上设备全部是引进技术,目前国内尚未开展该项技术的研究。
2.6、焊管2.7、感应加热钎焊主要用于各种汽车零件的钎焊(如钢铁材料与钢铁较少材料、钢铁材料与铜材、铜材与铜材)的钎焊。
优点是加热速度快、温度均匀性好、可实现局部加热零件的热影响区小、易于实现自动化与生产线相连。
2.8、铝缸体铸铁缸套感应预热利用感应加热方法对铸铁缸套进行预热,能够保证预热温度的均匀性和稳定性,可以提高发动机铝缸体铸铁缸套与铝缸体之间镶铸造质量,并达到了节能高效的目的。
2.9、双频感应淬火技术2.10、齿条接触式感应淬火技术感应热处理优越性:●节能——内部感应电流直接加热,能量转换过程损耗少●环保——降低水资源污染,降低空气污染,生产环境清洁●提高性能——细化晶粒,提高强度●高效——加热速度快,易实现自动化3.4、感应热处理能够提高零件的强度与寿命感应热处理加热速度快,能获得细化或超细化的奥氏体晶粒。
许多研究资料表明,在铁素体向奥氏体转变时,提高加热速度使成核率提高,从而使奥氏体的起始晶粒尺寸明显减小,因此其奥氏体晶粒更为细小。
淬火后得到细致的马氏体组织,再经回火后得到高度弥散的回火组织,由于晶界的强化作用,使零件的强度和韧性得到得到明显提高。
感应加热表面淬火零件,由于淬硬层中马氏体比容增大,能形成相当大的残余压应力,其最大值可达539~784MPa。
实践证明零件的疲劳强度与其表面压应力值有明显的对应关系,一般情况下,压应力大,疲劳强度和疲劳寿命提高。
以汽车半轴为例,调质处理的半轴表面残余压应力为245~343MPa,中频感应淬火处理的半轴表面残余压应力为343~539MPa,在扭矩7811KN.m作用下,前者的疲劳扭转寿命为19~42.万次,后者的疲劳寿命为112~300万次,提高6~7倍。
前者疲劳强度为162.68MPa后者疲劳强度为311.64MPa 3.5、感应淬火零件应力分布状态对性能的影响原理1、感应淬火工艺可以使零件表面获得较高的残余压应力;2、表面强化不仅直接提高了表层的强度与表层的疲劳极限,其表层压应力的存在,也降低了交变载荷下表层的拉应力,使疲劳裂纹不易产生和扩展;3、扭转疲劳强度要求较高的零件,其硬化层深度设计与零件的直径尺寸有关,一般情况下,硬化层深度为零件直径的15~18%比较合适;4、当预测零件疲劳寿命时,扭转强度、有效硬化层深度、硬化区总深度(有效硬化层深度+过渡区)和心部硬度几方面应同时考虑。
其中,有效硬化层深度对静态扭转性能有影响较大,总硬化层深度对疲劳性能影响较大。
一般情况下、当有效硬化层深度为轴径的15%左右,总硬化深度为轴径的25%左右时,能够获得比较高的疲劳寿命。
4.1、感应淬火工艺4.1.1、感应淬火工艺方法:具体分类见下表1.同时加热法:是将工件所要求进行加热的部分放在感应器(线圈)中或其临近的位置,保持感应器和工件的相对位置不变,在感应器中接通交变电流,使工件加热,待加热到所需要的温度切断电源,根据不同的热处理种类,选择相应的冷却方式及介质,对加热部分进行冷却,使该部位达到热处理的目的。
优点:在加热和冷却过程中,可以根据零件和感应器的形状及工艺要求,确定工件是否旋转。
同时加热法操作简单,控制容易,具有高效、节能2.连续加热法:是先将工件所需进行热处理部分的局部放在感应器中或其临近位置,在感应器中通有交变电流,使工件加热。
待该局部加热到所需温度时,让感应器和工件以合适的速度相对运动,同时通过喷水器将冷却介质喷射到已加热到所需温度的部分,直到工件的热处理区域全部完成加热和冷却过程后,断开电源和停止喷射介质,加热和冷却过程是逐步完成的,使工件达到局部热处理的目的。
同样在加热和冷却过程中,可以根据零件和感应器的形状及工艺要求,确定工件是否旋转。
连续加热的优点是可以使用较小容量的设备处理较大的工件。
4.1.3、感应电流频率的选择表4-3 各种频率电流热透入深度频段频率(KHz)电流透入深度(mm)中频115.6 2.59.8 47.9 8 5.6超音频30~40 2.5~2.9高频100~200 1.1~1.6 200~3000.9~1.1 300~5000.7~0.9 500~8000.55~0.7表4-4 频率与有效硬化层之间的关系4.1.4、汽车零件感应器结构设计感应器是为实现金属导体(零件)的感应加热,通有交变电流的金属线圈(施感导体)。
组成:感应器一般由有效圈、汇流部分和供水装置三部分组成。
有效圈是使工件在被加热部位产生感应电流的部分;汇流部分是为使有效圈与淬火变压器有机结合在一起的过度部分;供水装置是用于冷却有效圈和工件的供水水路,分为冷却水和淬火水两部分。
按工件被加热部位的形状分类,一般分为圆柱外表面淬火感应器、平板淬火感应器、内孔淬火感应器及特殊形状淬火感应器。
4.3、感应淬火零件的预处理工艺由于感应加热的效率高、温升速度快、加热时间短,过于粗大原始组织不利于奥氏体均匀化转变,原始组织越细,所形成的奥氏体晶粒越细小,加热温度相对较低,也可以获得较高的淬火硬度。
因此,汽车感应淬火零件一般采用正火或调质两种预处理工艺对原始组织进行细化。
与正火工艺相比,调质工艺所获得的组织晶粒较细、原始组织弥散;钢的屈服强度、塑性和韧性明显提高,综合机械性能优良;加热时奥氏体均匀化时间短、淬火温度较低、淬火变形与裂纹倾向性较低。
4.4、感应淬火零件的回火工艺很多情况下,感应淬火零件需要进行回火处理,回火可以降低零件的脆性,提高韧性,减少内应力,防止开裂,防止变形,提高尺寸稳定性,是保证零件综合机械性能的重要热处理工序。
4.5、淬火冷却介质淬火冷却介质是用于工件淬火冷却所使用的介质。
选择合适的淬火介质和冷却参数是保证淬火质量,避免淬火缺陷产生的重要环节。
通常感应淬火采用喷射冷却的方式,有时也采用流水冷却和浸沉冷却。
目前常用的淬火介质有水、水溶性高分子合成淬火剂(聚乙烯醇合成淬火剂、聚醚水溶液)、淬火油等。