第七章感应热处理设备-课十九
- 格式:ppt
- 大小:2.03 MB
- 文档页数:60

第7章金属及其合金的回复与再结晶塑性变形后的金属与合金加热时,其组织结构发生转变的过程,主要包括回复,再结晶和晶粒长大存储能的降低是这一转变过程的驱动力回复阶段;在这段时间从显微组织上看不出任何变化,晶粒仍保持纤维状再结晶阶段;在变形的晶粒部开场出现小晶粒,随着时间的延长,新晶粒不断出现并长大,这个过程一直进展到塑性变形后的纤维状晶粒完全改组为新的等轴晶粒为止晶粒长大阶段;新的晶粒相互吞并而长大,直到晶粒长大到一个较稳定的尺寸在回复阶段,大局部甚至全部的第一类应力得以消除,第二类或第三类应力只能消除一局部,经再结晶后,因塑性变形而造成的应力可以全部消除力学性能的变化在回复阶段,硬度值稍有下降,但数值变化很小,而塑性有所提高。
强度一般是和硬度呈正比例的一个性能指标。
在再结晶阶段,硬度和强度均显著下降,塑性大大提高,金属与合金因塑性变形而引起的强度和硬度的增加与位错密度的增加有关,在回复阶段,位错密度的减小有限,只有在再结晶阶段,位错密度才会显著下降工业上,常利用回复现象将冷变形金属低温加热,既稳定组织又保存加工硬化,这种热处理方法称去应力退火再结晶开场前发生的过程叫回复,回复是指冷塑性变形的金属在加热时,在再结晶晶粒形成前所产生的某些亚结构和性能的变化过程回复的程度是温度和时间的函数,温度越高,回复的程度越大,当温度一定时,回复的程度随着时间的延长而逐渐增加回复过程是原子的迁移扩散过程,原子迁移的结果,导致金属部的缺陷数量的减少,存储能下降杂质原子和合金元素能够显著推迟金属的再结晶过程回复过程具有热激活的特点,温度越高,过程进展的越快。
微观上看,回复阶段主要是空位的迁移和位错的重排,它们都是典型的热激活过程回复机制温度不同,回复过程中金属部结构变化也不同。
中、低温时主要是点缺陷的迁移和消失,点缺陷密度下降,导致电阻率下降。
位错密度变化不大。
力学性能对空位的变化不敏感,所以不出现变化高温时通过位错的攀移和反响〔异号位错相消〕,同号位错沿垂直于滑移面的方向排列成稳定的位错墙,将晶粒分割成一个个亚晶,这一过程称为多边化,这些位错墙就成为小角度的亚晶界多变化是冷变形金属加热时,原来处在滑移面上的位错,通过滑移和攀移,形成与滑移面垂直的亚晶界的过程。
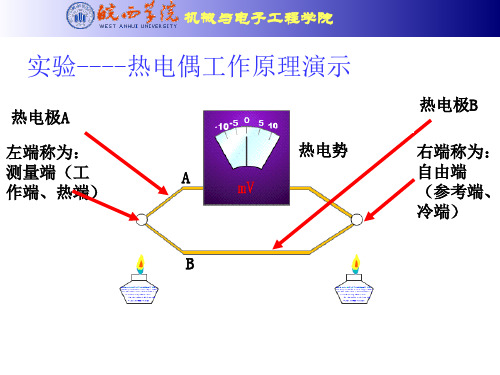

感应热处理工艺规程一、感应热处理的概念及目的感应热处理是由于在零件表层产生感应电流使零件表面快速加热的一种热处理方法。
此工艺的主要优点:所处理的零件表面硬度高、耐磨性及耐疲劳性好、变形小;生产率高、节省能源、无污染。
二、感应热处理前的准备工作1、检查设备确保控制仪表、电路、电压、冷却系统、旋转装置正常后方可使用。
2、认真核查工艺,并确认零件淬火部位。
正确合理的选用感应设备及感应器。
3、操作前,零件表面的脏物若有条件均需用汽油清洗。
规定清洗的必须清洗处理。
零件表面不得有油污或铁屑。
4、操作前应检查路线单与零件是否相符,避免将零件做错。
清点零件数目,如有缺少及时向上反应便于及时查找。
5、检查零件是否存在漏工序或超工序的情况。
6、应检查零件有无碰伤、划痕、变形、砂眼等缺陷,如有问题应及时找有关人员处理。
三、设备要求及条件1、淬火机械装置的精度应满足下列条件:①心摆差<0.5mm;②零件旋转速度范围25~150r/min。
2、根据零件选用合适的感应器。
零件与感应器的间隙参数可参照下表(表13):表13.零件与感应器的间隙参数表四、感应加热热处理常见质量问题及产生原因感应加热热处理常见的质量问题有:开裂、硬度过高或过低、硬度不均、硬化层过深或过浅等。
其造成的原因归纳如下表(表14):表14. 感应加热热处理常见质量问题及产生原因①返修件经感应加热到700~750℃后在空气中冷透,然后按该零件淬火规范进行第二次淬火。
②返修零件经炉内加热到550~600℃,保温60~90min,然后在水中或空气中冷却,再按该零件淬火规范进行第二次淬火。
3、凡返修零件应严格进行质量检验。
六、注意事项1、由于工作的特殊性,操作者应详细了解各设备的性能及注意事项。
2、操作时严格穿戴好劳保防护用品。
3、随时保持工作场地的干燥。
4、小心操作电器,不得用湿手操作电器开关。
5、不得靠近正在工作的高压电器设备或部位。
6、移动零件时,应避免碰撞,轻拿轻放,不许碰坏损伤。

热处理设备操作规程第一章总则第一条为了规范热处理设备的操作行为,保证热处理工艺的稳定性和产品质量,保障操作人员的人身安全,制定本规程。
第二条本规程适用于热处理设备的操作人员和相关人员,包括热处理设备的启动、停止、设定参数、安全操作等环节。
第三条操作人员必须参加相关的培训,且具备一定的工作经验,经过考核合格后方可操作热处理设备。
第四条所有的操作必须符合国家相关法律法规和标准的要求。
第五条操作人员须严格遵守规程和作业指导书的要求,确保热处理设备的正常运行。
第六条操作人员需保障自身的人身安全,正确使用个人防护设备,配合进行安全检查和隐患排查。
第七条如发现设备故障或异常情况,必须及时报告并采取相应措施,确保热处理设备的正常和安全运行。
第二章热处理设备的启动和停止第八条操作人员在启动或停止热处理设备之前,必须对设备进行安全检查和预热。
第九条热处理设备的启动必须按照操作手册规定的步骤进行,且必须有专人负责监视和操作。
第十条在启动热处理设备之前,必须对设备进行检查,确保操作环境无火源和易燃物品。
第十一条启动热处理设备后,必须根据工艺要求设置好相应的温度、压力、时间等参数。
第十二条热处理设备处于启动状态时,操作人员必须保持警惕,随时注意设备的运行状况。
第十三条停止热处理设备时,必须按照操作手册规定的步骤进行,确保设备的安全停机和冷却。
第十四条在停止热处理设备之前,必须将温度、压力、时间等参数恢复到正常状态,并关闭相应的阀门。
第三章热处理设备的设定参数第十五条在进行热处理操作之前,操作人员必须清楚了解工艺要求,设定好相应的参数。
第十六条设定参数时,必须参考操作手册,确保参数设置的准确性和合理性。
第十七条参数设置完成后,必须进行检查,确保设备的运行状态符合工艺要求。
第十八条在操作过程中,如需修改参数设置,必须经过相关程序的许可和审核。
第十九条参数设置时,必须注意设备的安全工作范围,避免因参数设置不当而导致设备事故。
热处理工序主要加热设备是实施热处理工艺的主要设备。
在热处理工艺中,加热设备不仅需要提供足够的加热温度和时间,还需要确保材料加热的均匀性和稳定性,以保证最终产品的质量。
本文将介绍热处理工序中常见的几种主要加热设备。
1. 等离子加热炉等离子加热炉是一种采用等离子体作为加热介质的加热设备。
等离子体加热可以实现材料加热的快速、均匀和节能。
等离子加热炉广泛应用于金属热处理、半导体材料生长和表面改性等领域。
等离子加热炉根据加热方式的不同可分为等离子气体、等离子电磁和等离子微波加热炉。
2. 电阻加热炉电阻加热炉是一种利用电阻材料产生热量进行加热的设备。
电阻材料通常采用电炉芯、电炉线和电炉丝等。
电阻加热炉具有加热温度高、加热速度快、加热均匀等特点,广泛应用于金属热处理、玻璃加工和陶瓷烧结等领域。
3. 感应加热设备感应加热设备是利用电磁感应的原理进行加热的设备。
感应加热设备通过感应线圈在交变磁场中产生涡流,将电能转化为热能进行加热。
感应加热设备具有加热速度快、加热均匀、能量利用率高等优点,广泛应用于金属加热处理、熔化和塑料热成型等行业。
4. 石墨炉石墨炉是一种利用石墨材料作为加热源进行加热的设备。
石墨材料具有优良的热导性和抗高温性能,可以提供稳定、均匀的加热效果。
石墨炉广泛应用于金属焊接、玻璃制造和石油化工等行业。
5. 氮气加热炉氮气加热炉是一种利用氮气作为加热介质进行加热的设备。
氮气加热炉通过控制氮气流动和温度,达到对材料进行加热的效果。
氮气加热炉具有温度可控、气氛可控的特点,广泛应用于精密陶瓷、光学玻璃和半导体材料的制备中。
6. 水加热槽水加热槽是一种利用高温水进行加热的设备。
水加热槽以高温水作为加热介质,通过将材料浸泡在水中进行加热。
水加热槽通常用于进行均匀加热的工艺,例如热处理中的淬火和回火。
7. 其他加热设备除了上述几种主要加热设备外,还有一些特殊用途的加热设备。
例如真空加热炉、氧化炉、高温炉等。
这些加热设备通常用于特殊工艺的加热要求,例如真空条件下的热处理、高温氧化和高温中的材料性能测试等。