proe数控加工2(铣削加工)
- 格式:ppt
- 大小:683.00 KB
- 文档页数:55
ProE螺纹数控铣削加工前言Pro/ENGINEER是美国PTC公司所开发的3D实体模型设计和数控加工自动编程软件;本文详细介绍了利用Pro/E NC加工模块的功能进行螺纹数控铣削加工的具体方法和步骤;本文可供科技人员进行计算机辅助设计和大专院校数控专业教学参考。
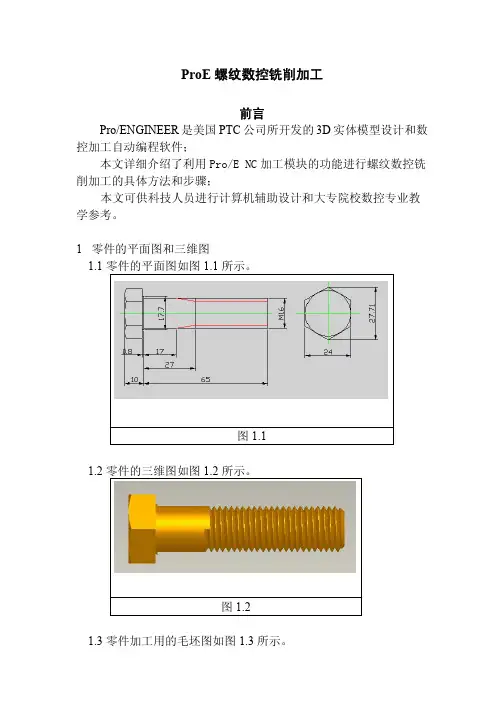
1零件的平面图和三维图1.1零件的平面图如图1.1所示。
图1.11.2零件的三维图如图1.2所示。
图1.21.3零件加工用的毛坯图如图1.3所示。
图1.32 运行Pro/ENGINEER程序3 加工步骤3.1新建制造模型文件和制造设置3.1.1 设置工作目录[文件]-[设置工作目录],打开“选取工作目录”对话框,更改到另一工作目录,如图3.1.1。
图3.1.13.1.2新建制造模型文件3.1.2.1在主菜单中单击“新建”,弹出“新建”对话框,在类型中选择“制造”,子类型中选择“NC组件”,在名称栏键入名称:LuoWenXiJiaGong。
如图3.1.2.1。
单击“确定”按钮,此时创建的文件格式为:.mfg 。
图3.1.2.13.1.2.2单击“确定”按钮后,进入Pro/NC 的操作界面,同时弹出菜单管理器下的制造菜单。
如图3.1.2.2。
3.1.3打开设计模型文件图3.1.2.23.1.3.1从文件中打开参考模型3.1.3.1.1选择“菜单管理器”中“制造模型”,在“制造模型”下选择“装配”,在“制造模型类型”下选择“参照模型”,弹出“文件打开”对话框,选择欲加工零件(.prt 格式文件), 如图3.1.3.1.1所示。
3.1.3.1.2单击“打开”按钮进入制造模式,同时弹出“元件放置”对话框,并在模型窗口中出现欲加工零件的三维模型, 在“元件放置”对话框中选择“在缺省位置装配元件”按钮,点击“确定”。
如图3.1.3.1.2。
图3.1.3.1.1 图3.1.3.1.23.1.3.2 从文件中打开工件3.1.3.2.1在“菜单管理器”中,选择“制造模型类型”下的“工件”, 如图3.1.3.2.1。
基于Pro/E的模具数控铣削加工模具数控铣削加工是现代模具制造行业中最常用的数控加工技术之一,其主要依托于计算机辅助设计与数控设备的高精度控制,将大型三维的模具零件转化为多组二维的刀具路径,以实现高效、高精度、高自动化的加工过程。
在其中,“Pro/E”是最具代表性的数控加工软件之一。
Pro/E,全称PTC CREO Parametric,是美国PTC公司为企业级机械设计和制造打造的全球性产品开发工具集。
其主要基于各类先进CAD技术,覆盖了产品设计、分析、加工、制造等方面的功能,十分适合各种大规模产品的制造。
在模具数控加工领域中,Pro/E可以根据模具设计中的三维模型信息,实现立体化加工路径的生成,并将这些路径通过G代码输出到数控机床上,以实现模具零件的高速、高精度切削。
针对模具加工中的实际问题,Pro/E提供了许多现代化的工具和技术,包括以下几个方面:1.三维模型的导入Pro/E支持几乎所有三维CAD工具的模型导入(例如SOLIDWORKS、CATIA、NX等)。
在导入三维模型后,用户可通过Pro/E的高级删减功能快速剖析三维模型的结构,降低整个加工过程的复杂度。
2.切削工具与切削路径生成在Pro/E中,用户可通过嵌入式的CAD界面,实现加工路径的自主设计。
在路径设计中,用户可以手动设计路径并指定对应的切削工具,也可以利用Pro/E的刀具库功能直接导入不同类型的切削工具,并由软件自动计算切削路径。
3.G代码生成、数控调试与加工仿真Pro/E支持多种数控机床标准的G代码输出,并配置了诸多调试功能,并对其进行多维度全方位的加工仿真。
在以上操作中,用户可以利用Pro/E的数控调试工具进行数控程序的优化,提高切削速度、扩大加工范围,并将数控程序直接导入数控机床进行加工。
总之,Pro/E作为近几年来最具代表性的模具零部件加工软件之一,具有极高的可靠性、精度和自动化水平。
它能够根据模型信息智能地生成高端三维底板构图,并为各种类型的数控机床提供标准的数控程序输出。
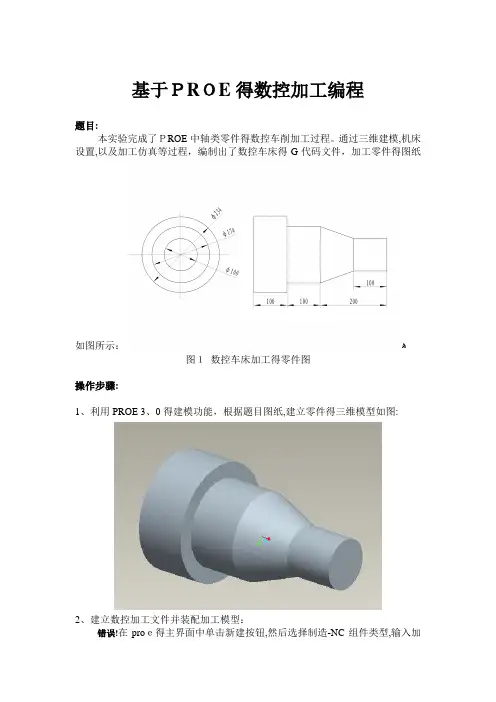
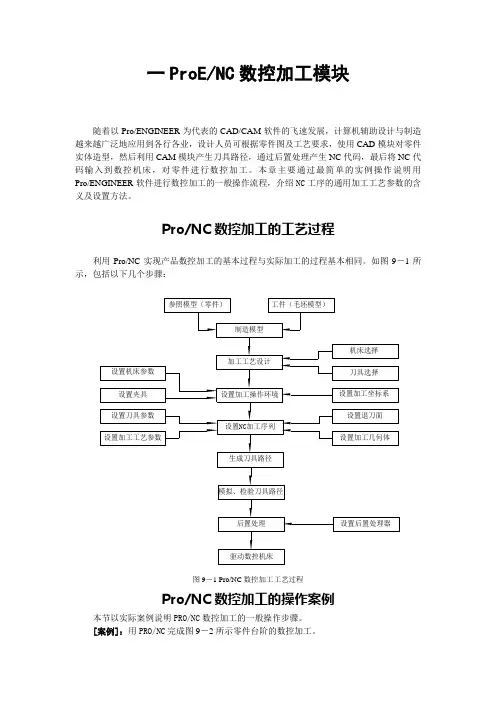
基于PROE得数控加工编程题目:本实验完成了PROE中轴类零件得数控车削加工过程。
通过三维建模,机床设置,以及加工仿真等过程,编制出了数控车床得G代码文件,加工零件得图纸如图所示:ﻫ图1数控车床加工得零件图操作步骤:1、利用PROE 3、0得建模功能,根据题目图纸,建立零件得三维模型如图:2、建立数控加工文件并装配加工模型:错误!在proe得主界面中单击新建按钮,然后选择制造-NC组件类型,输入加工文件名后,单击确定进入制造模式,然后,在菜单管理器中点击制造模型-装配-参考模型,在弹出得文件打开对话框中,选择第一步建立得模型文件,单击确定将工件装配进入制造模式.参考工件显示在工作区中,如图所示:错误!在菜单管理器中单击制造模型-创建-工件,在弹出得对话框中输入文件名后,系统弹出下一级子菜单,选择加材料方式,并选择拉伸方式,建立系统得制造模型(毛坯工件),如下图所示:其中半透明部分就是要切削掉得部分,而实体部分就是保留得工件模型。
然后单击完成/返回菜单返回主菜单.3、操作设置错误!定义操作名称在主菜单中单击制造—制造设置选项,系统弹出操作设置对话框,在对话框中输入操作得名称:OPO10,然后单击NC机床,弹出机床设置对话框,该工件属于旋转类零件,适合使用车床类加工方式,因此,在机床设置对话框中,选择机床类型为车床,刀架塔台为一个塔台。
机床主轴得转速限制为1000RPM,如下图所示:错误!定义机床坐标系与退刀面在以上步骤中得操作设置对话框中,单击加工零点选择按钮,工件模型中,以工件得端面与主轴为参考,作出一个参考坐标系,作为机床得加工零点,然后,将退刀面设置在距离加工零点50mm处,如下图所示:4、区域车削错误!设置刀具参数在菜单中单击制造-加工—NC序列,系统弹出加工菜单,在加工菜单中单击加工—区域—完成命令,系统显示出序列设置菜单,使用系统默认得刀具与参数选择,单击完成。
系统弹出刀具设置对话框,在该对话框中设置好刀具得参数后,单击应用与确定.错误!设置加工过程参数在菜单中,单击制造参数中得设置命令,系统弹出参数树对话框,对相应得参数进行相应得设置,在该实验中,将车削运动得进给速度设置为200,每一刀得进刀深度设置为2,主轴得转速设置为1000,其余参数采用系统默认得参数。

C r e o2.0数控加工说明书(总31页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--《综合性实验》任务书一、设计题目:零件的CAD/CAM综合设计二、设计目的综合性实验是开设《三维CAD》、《机械CAD/CAM》、《机械制造学》、《数控机床》课程之后进行的一个综合性、实践性教学环节。
在系统学习CAD/CAM技术的基本原理、基本方法以及机床数控技术的基础上,着重培养学生借助计算机进行机械产品的设计、制造和系统集成的综合应用能力。
其目的:1.掌握产品的计算机辅助设计过程和方法,培养利用计算机进行结构设计的能力。
2.掌握零件的计算机辅助制造过程和方法,培养数控编程及加工仿真的能力。
3.通过应用PRO/ENGINEER,训练和提高CAD/CAM的综合运用能力。
三、设计任务本设计以某一具体的机械零件为设计对象(零件图见附图)。
主要设计任务:1.三维CAD造型:熟悉并掌握机械CAD/CAM软件PRO/ENGINEER的草绘模块、零件模块进行三维CAD造型。
2.拟定工艺路线:根据三维几何模型,拟定该零件的数控加工工艺路线(需选择毛坯、机床、刀具、切削用量、夹具辅具量具等);3. 数控加工程序设计:在Pro/Engineer软件平台下,设计数控加工程序,包括描述选择确定数控加工的部位、加工方法、加工机床、刀具、切削用量等,根据数控机床的具体情况选定数控系统的种类与型号,生成数控加工程序;4. 数控加工仿真:在Pro/Engineer软件平台下,根据前面得到的数控加工程序进行数控加工仿真,考虑工件由毛坯成为零件过程中形状、尺寸的变化,检查刀具与被切工件轮廓的干涉情况和检查刀具、夹具、机床、工件之间的运动碰撞等,完成几何模型的计算机仿真加工;5. 数控程序与程序传输:根据数控机床的具体情况选定数控系统的种类与型号,生成通过了计算机仿真的合格零件的数控加工程序,并将数控加工程序传输给加工中心机床;6.编写设计说明书。
P r o e模拟数控机床加工零件
1、建造零件图;
打开proe制图软件,选择“零件”,取消“使用缺省模块”,进入制图窗口,利用绘图、拉伸等命令绘制零件图,如图一所示:
图一
保存到文件夹中;
2、进行数模模拟
(1).启动Pro/ENGINEER后,直接单击工具栏中的按钮或者依次选择主菜单中的文件/新建,系统弹出新建对话框,如图二所示;在类型栏中选取制造,在子类型栏中选取NC组件选项;
图二
2、分别建立参照模型和工件,由于已经在前面建立了零件图,可以直接调用,结果如图三
图三
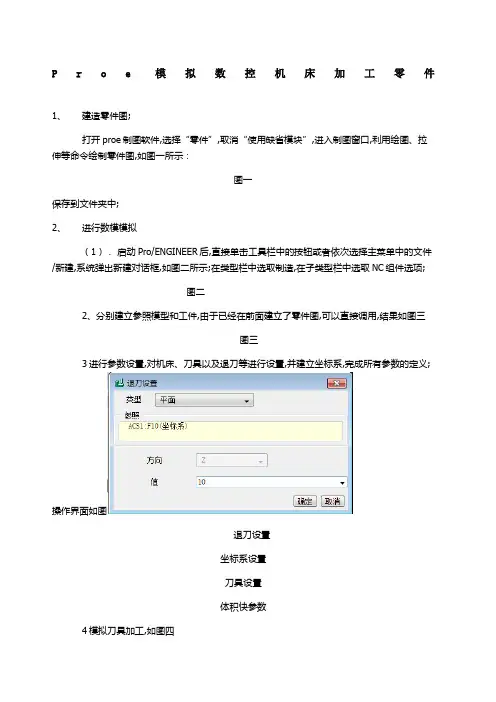
3进行参数设置,对机床、刀具以及退刀等进行设置,并建立坐标系,完成所有参数的定义;
操作界面如图
退刀设置
坐标系设置
刀具设置
体积快参数
4模拟刀具加工,如图四
图四
5完成序列设置并创建刀位数据 CL数据文件,并导出程序如图五
图五
一、遇到的问题及解决方法
1、问题:选取窗口时无法选取上表面,只能选取侧表面
解决方法:坐标系选取位置错误,重新选取坐标系在毛坯左上角处;
2、问题:在输出轨迹文件时,总是无法选中前面完成的“体积块铣削”;
解决方法:重新进行模拟再次输出,顺利完成;。
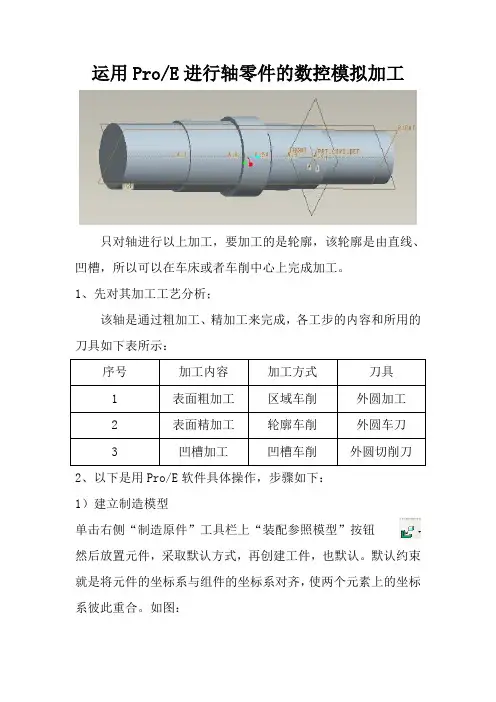
运用Pro/E进行轴零件的数控模拟加工
只对轴进行以上加工,要加工的是轮廓,该轮廓是由直线、凹槽,所以可以在车床或者车削中心上完成加工。
1、先对其加工工艺分析;
该轴是通过粗加工、精加工来完成,各工步的内容和所用的刀具如下表所示:
2、以下是用Pro/E软件具体操作,步骤如下:
1)建立制造模型
单击右侧“制造原件”工具栏上“装配参照模型”按钮
然后放置元件,采取默认方式,再创建工件,也默认。
默认约束就是将元件的坐标系与组件的坐标系对齐,使两个元素上的坐标系彼此重合。
如图:
2)设置好加工坐标系,执行粗车外轮廓,刀具设置如图:
3)进行粗车外轮廓,先设定加工参数,如图
刀具运动设定后,进行运动操作
4)精车外轮廓
5)然后进行区域车削,如图所示:
6)后置处理生成加工工序,导出加工代码。
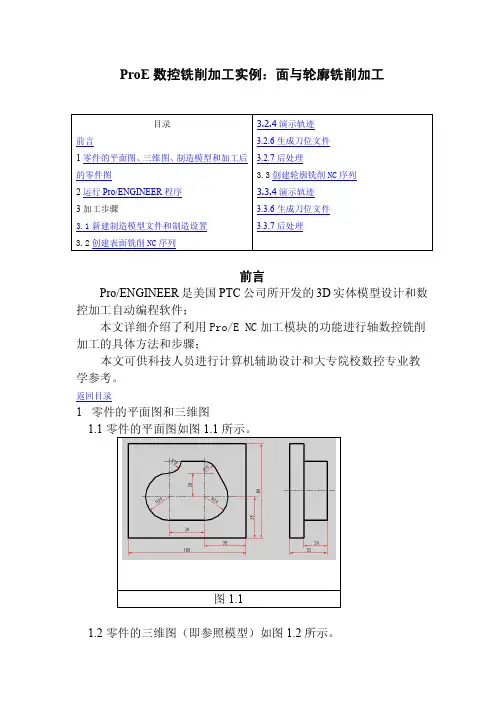
ProE 数控铣削加工实例:面与轮廓铣削加工前言Pro/ENGINEER 是美国PTC 公司所开发的3D 实体模型设计和数控加工自动编程软件;本文详细介绍了利用Pro/E NC 加工模块的功能进行轴数控铣削加工的具体方法和步骤;本文可供科技人员进行计算机辅助设计和大专院校数控专业教学参考。
返回目录1 零件的平面图和三维图1.1零件的平面图如图1.1所示。
图1.11.2零件的三维图(即参照模型)如图1.2所示。
目录前言1零件的平面图、三维图、制造模型和加工后的零件图2运行Pro/ENGINEER 程序 3加工步骤3.1新建制造模型文件和制造设置 3.2创建表面铣削NC 序列3.2.4演示轨迹 3.2.6生成刀位文件 3.2.7后处理3.3创建轮廓铣削NC 序列 3.3.4演示轨迹 3.3.6生成刀位文件 3.3.7后处理图1.21.3制造模型(即由参照模型和工件装配在一起组合而成的)图1.31.4加工后的零件图如图1.4所示。
返回目录2 运行Pro/ENGINEER 程序 返回目录3 加工步骤3.1新建制造模型文件和制造设置 3.1.1 设置工作目录[文件]-[设置工作目录],打开“选取工作目录”对话框,更改到另一工作目录,如图3.1.1。
图3.1.13.1.2新建制造模型文件3.1.2.1在主菜单中单击“新建”,弹出“新建”对话框,在类型中选择“制造”,子类型中选择“NC 组件”,在名称栏键入名称:MianYuLunKuoJiaGong 。
如图3.1.2.1。
单击“确定”按钮,此时创建的文件格式为:.mfg 。
图1.4图3.1.2.13.1.2.2单击“确定”按钮后,进入Pro/NC 的操作界面,同时弹出菜单管理器下的制造菜单。
如图3.1.2.2。
3.1.3打开设计模型文件3.1.3.1从文件中打开参考模型选择“菜单管理器”中“制造模型”,在“制造模型”下选择“装配”,在“制造模型类型”下选择“参照模型”,弹出“文件打开”对话图3.1.2.2框,选择欲加工零件(.prt 格式文件), 如图3.1.3.1所示。
PROE与数控加工编程PROE是一个大型的CAD/CAM系列类的综合软件,功能包含了零件设计、模具设计、装配、机构运动、有限元分析、数控编程等多种功能,其中零件设计功能在同类软件里是相当灵活实用的。
PROE是一款集CAD/CAM/CAE的功能一体化的综合性三维软件,在目前的三维造型软件领域中占有着重要地位,并作为当今世界机械CAD/CAM/CAE领域的新标准而得到业界的认可和推广,是现今最成功的CAD/CAM软件之一,同样也在数控加工中得到广泛应用,成为技工院校数控加工和模具设计专业的一门必修课程。
PROE的系统特点有:1)三维实体造型,它可以将使用者的设计概念,以真实模型的形式在计算机上呈现出来,避免二维点、线、面设计的不足,三维实体模式更直观、逼真、形象。
2)以特征造型为基础。
PROE是一款基于特征的实体建模工具,以特征作为组成模型的基本单元,实体模型是通过特征来完成设计的。
3)参数式设计。
PROE是一个参数化系统,根据参数创建设计模型,几何形状大小都由参数控制。
PROE建模技术是曲面建模,实体建模和特征建模,是完全应用特征技术发展起来的CAD/CAM系统软件,在造型方面提供了拉伸、旋转、扫描、挤压、打孔、倒角、拔模、阵列等多种造型方式,可以方便地设计各种复杂的特征。
PROE提供了车削、铣削、钻削等多种功能,它的CAM驱动模型有曲面驱动、实体驱动和特征驱动,其加工环境设置完全符合实际情况,灵活进行机床坐标系和工件坐标系的设置,便于工件的装夹找正,保证加工精度。
同时,PROE采用余量模型的加工方式,在刀具轨迹生成时能够进行刀路优化,减小空刀,提高效率。
PROE提供了强大的刀位验证和编辑修改功能,同时进行夹具和辅助工具的设置,在进行实体仿真时,能够逼真地模拟加工的全过程。
PROE能够生成数控加工的全过程,其工作过程是利用计算机的图形编辑功能将零件的几何图形绘制到计算机上形成零件的图形文件,然后直接转换成计算机内相应的数控编程模块,进行刀具轨迹处理,建立操作用于设置机床类型、刀具类型、机床坐标等。