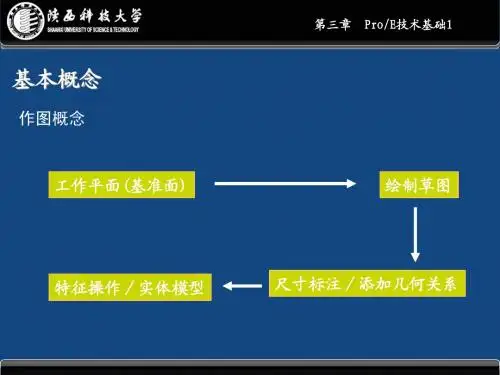
proe数控加工1(基础和体积加工)
- 格式:ppt
- 大小:695.00 KB
- 文档页数:41
Proe-NC数控加工1简介Proe-NC数控加工(Proe-Numerical Control Machining)是一种利用计算机控制的工具,在三维建模软件Proe中进行数控加工的过程。
它可以通过预先设置的程序指令,实现自动化的加工过程,提高生产效率和制造精度。
本文档将介绍Proe-NC数控加工的基本原理和操作流程,并且演示如何使用Proe进行NC加工。
原理Proe-NC数控加工是一种自动化加工过程,通过计算机控制的方式,使机床进行自动化加工。
它的原理是通过设定的程序指令,将加工所需的三维模型转换为机床能识别的G代码指令集,然后再通过G代码指令集来控制机床的运动,完成加工过程。
Proe-NC数控加工的基本原理包括两个主要方面:1.程序编写:在Proe中进行模型的建立,将需要进行数控加工的模型转化为G代码指令集。
2.设备控制:通过G代码指令集来控制机床的运动,实现加工操作。
操作流程在进行Proe-NC数控加工之前,需要准备好以下工作:•安装Proe软件,并了解基本操作方法。
•使用Proe建模,构建需要进行数控加工的三维模型。
•了解NC加工的基本知识,包括各种加工工艺和刀具选择等。
Proe-NC数控加工的操作流程如下:1.打开Proe软件,并新建一个零件文件。
2.在零件文件中构建需要进行数控加工的三维模型。
3.对模型进行设计和修正,以满足加工需求。
4.设定加工参数,包括加工方式、刀具选择、转速等。
5.进行切削力分析,评估加工效果。
6.根据分析结果,对加工参数进行调整,优化加工效果。
7.生成G代码指令集,包括加工路径、切削速度等。
8.导出G代码文件,保存为NC程序文件。
9.将NC程序文件加载到机床的控制系统中。
10.启动机床,进行自动化数控加工。
实例演示为了更好地理解Proe-NC数控加工的操作流程,下面将通过一个实例进行演示。
1.打开Proe软件,并新建一个零件文件。
2.在零件文件中构建一个立方体模型。
目录《综合性实验》任务书 (2)第一章实体建模 (4)1.1绘制长方体底座 (4)1.2钻Ф12mm孔 (5)1.3画另一个Ф12mm孔 (5)第二章数控加工 (6)2.1 数控加工的基本过程及工艺描述 (6)2.2 机床的选择 (6)2.3 零件的工艺分析 (6)确定加工方法选择的原则 (7)2.4 零件毛坯的确定 (7)2.5制订工艺路线 (7)2.6刀具的选择及材料 (7)2.7各加工工序的参数及用量的确定 (8)2.8工序卡 (10)第三章数控加工仿真 (10)3.1新建制造文件 (10)3.2装配制造模型 (11)3.3新建工件 (11)3.4设置机床参数 (11)3.5粗铣零件上表面 (12)3.6半精铣零件上表面 (13)3.7粗铣凹槽 (14)3.8半精铣凹槽 (15)3.9钻Φ11孔 (15)3.10铰Φ11.85孔 (16)3.11铰Φ12孔 (16)3.12 粗铣外轮廓 (17)3.13 半精铣外轮廓与精铣外轮廓 (18)3.14 粗铣零件底面 (18)3.15 半精铣及精铣零件底面 (19)第四章CL数据的输出和NC代码的生成 (20)第五章设计总结 (21)第六章参考文献 (21)附录一:零件三维图 (22)附录二:加工代码......................................................................................... 错误!未定义书签。
《综合性实验》任务书一、设计题目:______加工中心:件2________零件的综合性实验二、设计目的综合性实验是开设《三维CAD造型》、《机械CAD/CAM》、《机械制造学》、《数控机床》课程之后进行的一个综合性、设计性教学环节.在系统学习CAD/CAM技术的基本原理、基本方法以及机床数控技术的基础上,着重培养学生借助计算机进行机械产品的设计、制造和系统集成的综合应用能力.其目的是:1.掌握产品的计算机辅助设计过程和方法,培养利用计算机进行结构设计的能力;2.掌握零件的计算机辅助制造过程和方法,培养数控编程及加工仿真的能力;3.通过应用PRO/ENGINEER(Wildfire3.0),训练和提高CAD/CAM的综合运用能力.三、设计任务本设计以某一具体的机械零件为设计对象(零件图见附图)。
隐藏浏览窗口<<>>铣削参数下列参数专用于铣削NC 序列。
设置这些参数时,它们被列在与分支名称相对应的标题下。
关于对所有NC 序列类型都可用的公共制造参数的描述,请参阅主题NC 序列公共参数。
关于粗加工和重新粗加工NC 序列专用参数的说明,请参阅主题粗加工和重新粗加工专用铣削参数。
通过另请参阅下的链接访问这些主题。
注意:o必须为带有缺省值- 1(这表示系统未对其设置缺省值)的所有参数提供一个值。
o NC 序列参数的长度单位(在适用之处)与工件的单位相同。
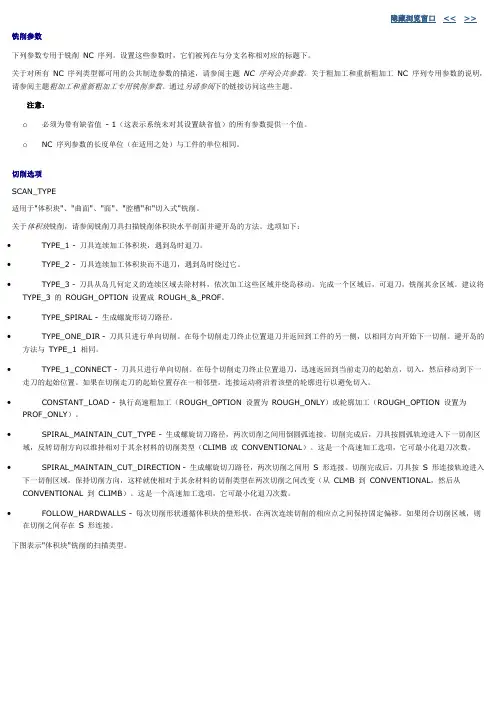
切削选项SCAN_TYPE适用于"体积块"、"曲面"、"面"、"腔槽"和"切入式"铣削。
关于体积块铣削,请参阅铣削刀具扫描铣削体积块水平剖面并避开岛的方法。
选项如下:∙TYPE_1 - 刀具连续加工体积块,遇到岛时退刀。
∙TYPE_2 - 刀具连续加工体积块而不退刀,遇到岛时绕过它。
∙TYPE_3 - 刀具从岛几何定义的连续区域去除材料,依次加工这些区域并绕岛移动。
完成一个区域后,可退刀,铣削其余区域。
建议将TYPE_3 的ROUGH_OPTION 设置成ROUGH_&_PROF。
∙TYPE_SPIRAL - 生成螺旋形切刀路径。
∙TYPE_ONE_DIR - 刀具只进行单向切削。
在每个切削走刀终止位置退刀并返回到工件的另一侧,以相同方向开始下一切削。
避开岛的方法与TYPE_1 相同。
∙TYPE_1_CONNECT - 刀具只进行单向切削。
在每个切削走刀终止位置退刀,迅速返回到当前走刀的起始点,切入,然后移动到下一走刀的起始位置。
如果在切削走刀的起始位置存在一相邻壁,连接运动将沿着该壁的轮廓进行以避免切入。
∙CONSTANT_LOAD - 执行高速粗加工(ROUGH_OPTION 设置为ROUGH_ONLY)或轮廓加工(ROUGH_OPTION 设置为PROF_ONLY)。
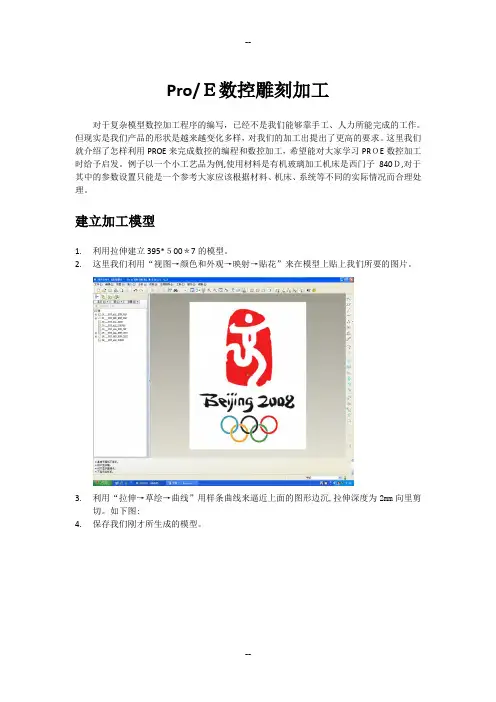
Pro/E数控雕刻加工对于复杂模型数控加工程序的编写,已经不是我们能够靠手工、人力所能完成的工作。
但现实是我们产品的形状是越来越变化多样,对我们的加工出提出了更高的要求。
这里我们就介绍了怎样利用PROE来完成数控的编程和数控加工,希望能对大家学习PROE数控加工时给予启发。
例子以一个小工艺品为例,使用材料是有机玻璃加工机床是西门子840D,对于其中的参数设置只能是一个参考大家应该根据材料、机床、系统等不同的实际情况而合理处理。
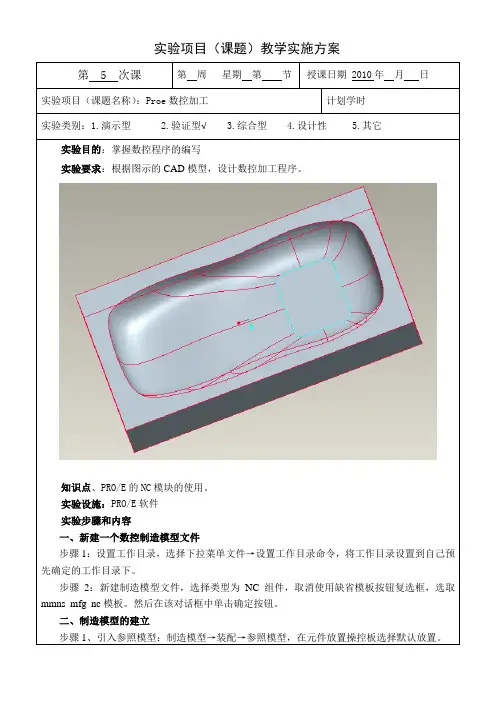
建立加工模型1.利用拉伸建立395*500*7的模型。
2.这里我们利用“视图→颜色和外观→映射→贴花”来在模型上贴上我们所要的图片。
3.利用“拉伸→草绘→曲线”用样条曲线来逼近上面的图形边沉,拉伸深度为2mm向里剪切。
如下图:4.保存我们刚才所生成的模型。
数控加工机床设置5.保存所建立的模型后,拭除Pro/E会话。
新建一个会话“新建→制造”建立如下图的会话。
6.在Pro/E中加入前面所做的图形为“参照模型”,步骤是:“制造模型→装配→参照模型”打开所做的模型,接受缺省设置完成如下图:7.点创建→工件,输入工件名称为workpiece(当然这里的名字不是特定的)点“实体→加材料→拉伸→实体→完成”。
8.选择参考模型的上表面做为参考平面,做一个405*510*7的模型完成后如下图所示:9.点“完成/返回”返回上一级目录,建立坐标系选择模型上表面、RIGHT和WC-ASM-TOP作为参考平面,点对话框中的“定向”使Z轴垂直于上平面方向朝上,X轴平行于RI GHT平面方向指向五环。
10.点“完成/返回”返回上一级目录,点“制造”对话框下的“机床设置”,设置参数如下图:粗加工图像部分11.点“完成/返回”返回上一级目录,点“加工→NC序列→粗加工→完成”在序列设置中勾选参数和窗口。
设置“切削进给量=200;跨度=1.4;最大台阶深度=0.5;安全距离=2;主轴转速=2500”。
12.设置“窗口”,单击“洗削窗口”→“草绘窗口类型”→“草绘”按钮进入草绘界面草绘一个如下图的红色框。

(数控模具设计)PROE模具设计培训教材第七章直接创建模具体积块------------------------------- 54第八章特征表列管理---------------------------------------- 66第九章以模具基础组件工作------------------------------- 74第十章模具能力设计---------------------------------------- 85第十一章再生失败在模具中---------------------------------- 97第一章模具设计基础简介典型的Pro/MOLDESIGN过程本章为模具设计及使用概论﹐此处将介绍在Pro/MOLDESIGN中进行设计的各项步骤。
Pro/MOLDESIGN是Pro/ENGINEER的一个选用模块﹐提供给使用者仿真模具设计过程所需的工具。
这个模块接受实体模型来创建模具组件﹐且这些模具组件必然是实体零件﹐可以应用在许多其它的Pro/ENGINEER 模块﹐例如零件﹐装配﹐出图及制造等模块。
由于系统的参数化特性﹐当设计模型被修改时﹐系统将迅速更新,幷将修改反映到相关的模具组件上。
典型的Pro/MOLDESIGN过程在Pro/ENGINEER中创建模具组件,将包含某些或所有以下的步骤。
1.创建或叫回设计模型。
2.进行拔模斜度检查或厚度检查﹐以确定零件有恰当拔模斜度﹐可以从模具中完全退出﹔或确认没有过厚的区域以造成下陷。
3.叫回或创建工件(workpiece)﹐这个工件是用来定义所有模具组件的体积﹐而这些组件将决定零件的最后形状.如果需要选取适当的模座。
4.在模具模型上创建缩水率。
缩水率根据选择的形态﹐可以等向(isotropically)或非等向(anisotropically)地增加在整个模型指定的特征尺寸。
5.加入模具装配特征形成流入口﹐流道及浇口。
这此特征创建后将被加到模具设计中﹐且将从模具组件几何中被挖除。
基于Pro/E的数控编程与加工摘要随着计算机技术的发展,数字控制技术已经广泛应用于工业控制的各个领域,伴随着数控技术的发展,各类能够进行加工编程与仿真的软件也应运而生。
本文通过Pro/E(野火4.0版本)软件,运用其强大的编程建模与仿真加工的特点,在不使用真实机床的情况下,对数控加工典型的两种零件——回转体类和凸模类零件进行编程与加工。
从零件的工艺分析开始,到分别制造出毛培,再到进行编程中的各种设置:例如刀具各种参数的选择,机床各种参数的选择(进给量的确定、进给速度的确定、下刀深度的确定等等),退刀平面的设置,机床刀具加工路线轨迹的确定与选择,然后到铣削窗口建立,车削窗口建立,最后加工路线演示以及NC检测[1]。
从而更好地了解数控技术及其加工,与Pro/E软件的运用。
关键词:数控加工数控编程 Pro/EPro / E-based CNC programming and processingAbstract:With the development of computer technology, digital control technology has been widely used in various fields of industrial control, along with the development of numerical control technology; all kinds of processing programming and simulation software have emerged.Pro/E, (Wildfire version 4.0) software, using its powerful programming modeling and simulation of machining characteristics, do not use the real machine, CNC machining two parts - the rotary class and punch class Parts programming and processing. Parts of the process analysis, to, respectively, to create a hair training, and then programming a variety of settings: for example, the tool of choice of various parameters, machine choice of various parameters (feed rate determined, the feed rate to determine the knife depth to determine), retracting plane set, machine tool processing line trajectory to determine and select, and then to the milling window to establish turning the window is created, the final processing route demo and NC detection. To a better understanding of CNC technology and its processing, the use of Pro / E software.Keywords: CNC machining CNC programming Pro / E目录第1章引言 (1)1.1数控技术的背景及意义 (1)1.2国内外发展现状 (2)1.3研究内容及成果 (3)第2章Pro/ENGINEER (4)2.1Pro/E的概况 (4)2.2Pro/E的特性 (4)2.2.1全相关性 (4)2.2.2基于特征的参数化造型 (5)2.2.3数据管理 (5)2.2.4装配管理 (5)2.2.5易于使用 (5)2.3Pro/E的功能及应用 (6)2.3.1参数化设计和特征功能 (6)2.3.2单一数据库 (6)2.3.3应用广泛 (6)第3章Pro/E数控铣 (7)3.1工艺分析 (7)3.1.1零件分析 (7)3.1.2确定定位基面 (7)3.1.3选择毛培 (8)3.1.4工艺路线 (8)3.1.5工序顺序 (8)3.2粗加工 (8)3.2.1装配参照模型 (8)3.2.2创建工件 (9)3.2.3制造设置 (10)3.2.4加工设置 (12)3.2.5进行铣削并生成NC序列 (13)3.2.6加工效果演示 (13)3.2.7 NC代码文件生成 (14)3.3精加工 (15)3.3.1加工设置 (15)3.3.2序列设置与刀具设置 (15)2.3.3加工效果演示及文件生成 (16)第4章Pro/E车削零件加工 (17)4.1工艺分析 (17)4.1.1零件分析 (17)4.1.2确定定位基面 (17)4.1.3选择毛培 (18)4.1.4确定工艺路线 (18)4.1.5确定工序顺序 (18)4.2粗加工 (18)4.2.1新建制造 (18)4.2.2装配模型 (19)4.2.3建造工件 (19)4.2.4制造设置 (21)4.2.5创建车削窗口 (22)4.2.5刀具路线与NC代码生成 (24)4.3精加工 (25)4.3.1加工新序列 (25)4.3.2轮廓加工 (26)4.3.3 NC代码文件生成 (27)4.4加工退刀槽 (28)4.4.1加工轨迹确定 (28)4.4.2 NC序列设置 (29)4.4.3轨迹生成 (30)3.4.4 NC代码生成 (31)4.5螺纹加工 (31)4.5.1 NC序列设置 (31)4.5.2加工 (33)结论 (34)致谢 (35)参考文献 (36)附录 (37)附录1 (37)附录2 (37)附录3 (38)附录4 (38)附录5 (39)附录6 (39)第1章引言1.1数控技术的背景及意义数控加工(numerical control machining),是指在数控机床上进行零件加工的一种工艺方法。
第1章proengineer数控加工基础第1章Pro/ENGINEER数控加工基础本章主要引见Pro/ENGINEER数控加工的基础知识,内容包括数控编程以及加工工艺基础、Pro/ENGINEER数控局部的装置说明、Pro/ENGINEER系统配置和Pro/ENGINEER数控加工操作界面等。
1.1 数控加工概论数控技术即数字控制技术〔Numerical Control Technology〕,指用计算机以数字指令方式控制机床举措的技术。
数控加工具有产品精度高、自动化水平高、消费效率高以及消费本钱高等特点,在制造业及航天加工业,数控加工是一切消费技术中相当重要的一环。
尤其是汽车或航天产业零部件,其几何外形复杂且精度要求较高,更突出了NC加工制造技术的优点。
数控加工技术集传统的机械制造、计算机、信息处置、现代控制、传感检测等光机电技术于一体,是现代机械制造技术的基础。
它的普遍运用给机械制造业的消费方式及产品结构带来了深入的变化。
近年来,由于计算机技术的迅速开展,数控技术的开展相当迅速。
数控技术的水平和普及水平,曾经成为权衡一个国度综合国力和工业现代化水平的重要标志。
1.2 数控编程简述数控编程普通可以分为手工编程和自动编程。
手工编程是指从零件图样剖析、工艺处置、数值计算、编写顺序直到顺序校核等各步骤的数控编程任务,均由人工完成的全进程。
该方法适用于零件外形不太复杂、加工顺序较短的状况,而关于复杂外形的零件,如具有非圆曲线、列表曲面和组合曲面的零件,或许零件外形虽不复杂,但是顺序很长,那么比拟适宜于自动编程。
自动数控编程是从零件的设计模型〔即参考模型〕取得数控加工顺序的全部进程。
其主要义务是计算加工走刀进程中的刀位点〔Cutter Location Point,CL点〕,从而生成CL数据文件。
采用自动编程技术可以协助人们处置复杂零件的数控加工编程效果,其大局部任务由计算机来完成,编程效率大大提高,还能处置手工编程无法处置的许多复杂外形零件的加工编程效果。
一ProE/NC数控加工模块随着以Pro/ENGINEER为代表的CAD/CAM软件的飞速发展,计算机辅助设计与制造越来越广泛地应用到各行各业,设计人员可根据零件图及工艺要求,使用CAD模块对零件实体造型,然后利用CAM模块产生刀具路径,通过后置处理产生NC代码,最后将NC代码输入到数控机床,对零件进行数控加工。
本章主要通过最简单的实例操作说明用Pro/ENGINEER软件进行数控加工的一般操作流程,介绍NC工序的通用加工工艺参数的含义及设置方法。
Pro/NC数控加工的工艺过程利用Pro/NC实现产品数控加工的基本过程与实际加工的过程基本相同。
如图9-1所示,包括以下几个步骤:图9-1 Pro/NC数控加工工艺过程Pro/NC数控加工的操作案例本节以实际案例说明PRO/NC数控加工的一般操作步骤。
[案例]:用PRO/NC完成图9-2所示零件台阶的数控加工。
图9-2案例零件图步骤1 进入Pro/NC加工制造模块1.启动Pro/ENGINEER件】/【新建】,系统弹出【新建】对话框,如图9-3所示。
在【类型】栏中选取【制造】,在【子类型】栏中选取【NC组件】选项,在名称编辑框中输入“ex9-1”,同时取消【使用2.9-4所示。
在【模板】分组框中选择【mmns_mfg_nc】选项,单击Pro/NC加工制造模块,如图9-5所示。
图9-3【新建】对话框图9-4【新文件选项】对话框图9-5 Pro/NC主界面步骤2 建立工作目录单击【文件】/【设置工作目录】,系统弹出【选择工作目录】对话框,如图9-6所示。
9-7输入文件夹名称“ex9-1”按钮。
在【选择工作目录】对话框中单击图9-6【工作目录】对话框图9-7 【新建目录】对话框步骤3 创建制造模型1.参照模型参照模型即设计模型,其几何形状表示加工最终完成的零件形状,相当于零件图纸,是创建制造模型的基础。
它为Pro/NC数控加工提供各种几何信息和数值信息,是Pro/NC数控加工的依据。
体积块的加工方法本教程主要介绍PROE NC加工“体积块”的加工方法。
体积块主要用于粗加工,是用的最多的。
功能也非常的强大,这里先介绍一种最长用的方法首先进入“制造”模块,如下图:导入要加工的模型:选择右边工具栏里的“装配参照模型”命令,也可以选择,“插入-参照模型-装配在“定义位置”里选择“缺省”的位置。
导入后如下图:下面来设置工件,工件这一步可以不用做,这一步主要是为了最后进行实体切削的演示,如果没有工件就无法进行实体切削演示。
选择右边工具栏里的“自动工件”命令,会出现一个绿色的等高方体工件,然后确认。
如下图:下一步建立坐标系,这个坐标系就是我们要加工的零点,真接选取“坐标系”的命令,在工件的一个角上建立坐标系,注意坐标系的方向!下面开始建立一个体积块,体积块就是刀具要加工去掉的材料,你的体积块做成什么样,刀具会最大限度的全部加工掉。
它只会在体积块的范围内进行切削,决不会越出这个范围。
所以体积块一定要做好。
体积块可以用常规的“拉伸”“旋转”等命令。
选择“体积块”命令,然后选择“拉伸”,做出一个方体,注意,这个方体的上表面要比工件宽出一部分,这样加工后才不会乘下太多残料。
这主要出于实际加工的考虑,如果体积块和工件同样的宽度就会乘下太多的残料。
方体做完以后就会看到工具栏里的“修剪”命令被激活,这时选择“修剪”命令,在选择参照模型,这一步是将方体修剪成需要的模型。
看下图:白色线是参照模型,绿色线是刚才设置的工件,棕色线就是我们刚刚完成的体积块。
下图是将参照模型和工件隐藏后的效果:好了,前期的工作已经完成,下面开始设置加工数据。
选择上菜单里“步骤---操作”命令,出现“操作设置”对话诓,如下图:选择“操作设置”对话框里NC机床栏右面的图标,(上图)打开“机床设置”如下图:选择“铣削,三轴,确定”,然后返回“操作设置”对话框然后选择机床零点右面的箭头,提示你选择加工零点,这一步选择刚才设置的坐标系就可以了。
第7章Pro/E加工简介辅导一、重难点解析随着计算机技术的发展,计算机辅助设计与制造越来越广泛地应用到汽车、家电、模具等行业。
目前,国内应用较为广泛的CAD/CAM系统有Pro/E、UG、MasterCAM等,各种软件各有特色。
本章重点介绍Pro/E立式数控铣床(加工中心)的自动编程技术。
由于数控加工技术具有一定的共性,只要掌握一种软件的自动编程技术,其他软件的编程技术可以类比学习。
数控编程技术是数控技术应用的关键环节,数控编程一般可分为手工编程和自动编程。
手工编程适用于点位加工或者几何形状不太复杂的零件加工,编程计算较简单,程序段不多。
对于形状复杂,具有非圆曲线的轮廓,特别是具有空间复杂曲面的零件,由于计算非常烦琐,工作量大,容易出错又无法校对,此时常常采用自动编程,利用计算机来完成烦琐的数值计算工作,自动计算出加工刀具轨迹,并输出零件加工程序。
同时,在计算机上可以模拟仿真加工过程,进行程序的检查。
(一)Pro/E数控加工环境进入Pro/E加工界面有两种方法:其一,在图1所示新增文件对话框中设置类型为制造,子类型为NC组件或NC零件,点击确定进入;其二,可以直接打开一个已经在在的加工模型文件(后缀名为.mfg文件)进入加工界面。
Pro/E的加工界面和建模界面一样。
菜单设计成自始至终的向导式菜单,自动引导用户完成NC加工的设置过程。
其加工界面如图2所示。
右边为加工菜单管理器,共有10个菜单项,其各菜单项说明如下:Mfg Model(制造模型):设置加工参数模型和加工毛坯。
装配或设计加工模型和毛坯件,以及修改都可以在相应的制造模型子菜单项中完成。
Mfg Setup(制造设置):设置Workcell(加工机床)、Tooling(刀具)、夹具、工件坐标系等。
图1 新增文件对话框Machining(加工):设置加工数据,此处可以创建Operation(操作)、NC序列、Param Setup(设置加工参数)、CL Setup (设定刀位数据参数)等,其部分菜单和功能与制造设置相同。