ProE_NC数控加工模块教程与操作步骤要点
- 格式:doc
- 大小:9.61 MB
- 文档页数:19
循序渐进一步一步成为ProE/NC 高手Pro/E NC 的简单特点:一 . 具有智能识别毛坯功能二 . 提供了体贴的层间切削技术三. 自动调整刀间距首先要搞清几个概念:1,坐标系原点。
与其他软件不同的时在Pro/E NC中没有固定的加工原点。
一般情况先在part里建好一个坐标系,记住X,y,Z的方向符合右手法则。
建立坐标系的原则:1,尽量按产品最大轮廓来分中,Z方向对工件顶部为零。
对刀尖,球刀不用减刀半径。
2,因Proe与机床的对应全凭坐标系的方向,所以要特别留意工件在机床上的摆放位置。
尤其是初学者,往往在这一步搞错。
客户化应用环境Proe安装好以后,ProE/Nc 也就成功安装可以使用了。
但是离实际的加工还一段距离,我们必须客户化它,不然使用起来很罗嗦,机床也不能正确识别Proe输出的Nc代码。
客户化应用环境优点:1、建立标准作业环境2、加快作业流程具体而言,建立一些快捷键,在CONFIG.PRO里指定一些路径。
好,让我用一个简单的实例带大家进入Proe/NC建立好坐标系以后,首先建立毛胚 New--assembly--Nc Modelopen 你要加工的图档 create stock--->ok 就能自动产生毛坯。
毛坯的建立很重要,没有毛坯你将无法进行NC CHECk等功能。
当然毛坯也可以手动建立。
而且毛坯还可以是个点。
我们继续吧.选Gen Assemopen 刚才建立的毛坯装配mill.asm留意到多了几个坐标系,可以做层来隐藏它们。
所以在part里建好的坐标系最好起个名字如:mill_center(setup-->name)点击machining菜单,在弹出的窗口里先点击第一个我加亮(红色)的图标。
然后点OK,再点machine Zero图标,点击part里的Mill_center.最后选surface旁带箭头的图标,点击Along Zaxil输入安全高度,如50。
好了,繁琐的前期工作终于完成了,但这些步骤一定要细心完成,proe很少撞刀,过切。
ProE数控加工参数设置经验(精)Pro/ENGINEER是由美国PTC公司研制的一套CAD/CAE/CAM 软件,是目前国内外最为流行的3D CAD/CAE/CAM软件之一,在Pro/NC中设置加工参数不仅需要熟悉Pro/NC加工的设置流程及各加工参数的确切含义,更重要的是要熟悉数控加工编程中工艺参数的选择对加工质量的影响,否则不仅不能保证产品质量,而且容易导致过切等现象,甚至损坏加工设备,给生产单位造成重大损失。
本文介绍了Pro/NO 加工的一般流程和常用参数的含义,分析和探讨了Pro/NC 软件环境中工艺参数的设定方法和原则。
一Pro/NC制造过程操作流程Pro/ENGINEER目前的流行版本为wildfire 3.0,其NC模块由Pro/NC-MILL、Pw/NC-TURN、Pro/NC-WEDM、PDo/NC-ADVANCED几个小模块组成,用户在使用时,并不需要去分辨当前是在哪一个模块下操作,只需在操作界面中根据加工需要进行设置,系统会自动调用相应的模块去处理。
Pro/ENGINEER能够生成数控加工的全过程,其工作过程是利用计算机(CAD)的图形编辑功能,将零件的几何图形绘制到计算机上,形成零件的图形文件,然后直接调用计算机内相应的数控编程模块,进行刀具轨迹处理(即建立操作及定义NC工序。
建立操作用于设置机床类型、刀具类型、机床坐标和退刀面的位置等,而定义NC工序用于设置待加工的曲面以及切削参数,每一个操作定义了若干个关联的NC工序),由计算机对零件加工轨迹的每个节点进行计算和数学处理,从而在生成刀位数据文件后,进行相应的后处理,自动生成数控加工程序,并在计算机上动态地显示刀具的加工轨迹图形H1。
在加工设备不变的条件下,实际上问题的关键是刀具的选择与切削用量的确定。
二、选择刀具和安排刀具排列顺序的基本原捌(一)选择刀具数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。

Pro/E NC加工Pro/Engineer Wildfire 3.0功能非常强大,可分别针对各类机床及各种加工方式,自动生成适用于具体数控机床所需的数控程序。
11.1 NC加工模块介绍Pro/E提供了功能强大的辅助工具——Pro/E NC模块,使用户可利用Pro/E NC将产品的计算机几何模型(CAD)与计算机辅助制造(CAM)相结合,配合NC加工制造过程中所需要的各项加工参数及相应的毛坯、夹具、刀具、机床等,来编制产品的各种加工制造工艺和数控程序。
利用Pro/E NC进行加工操作设计后,刀具相对于加工坐标系运动而产生的刀位路径数据称为CL(Cutter Location)数据。
所得到的CL数据可以利用检测模块(Pro/E NC—CHECK)模拟刀具的运动过程,观察实际进行加工时的切削状况,预测误差及检查过切,据此可进一步修改加工操作设置,以减少废料的产生,避免加工错误,实现制造流程最佳化的目的。
产生的CL数据,可由后置处理模块(Pro/E NC—POST)进行数据的转换,得到适于实际加工的数控程序。
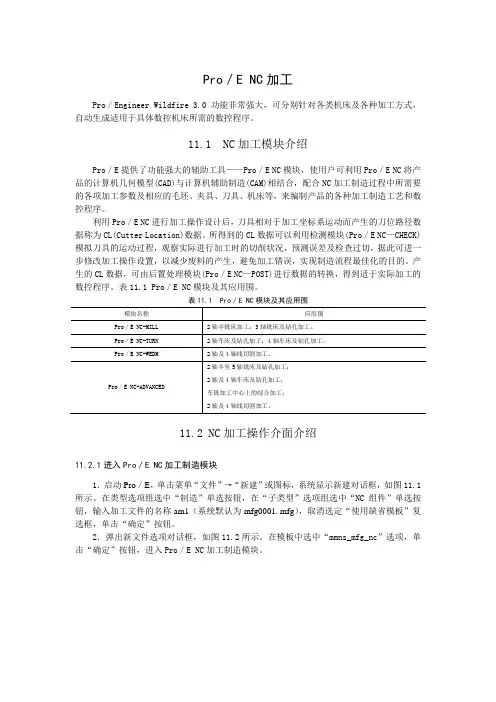
表11.1 Pro/E NC模块及其应用围。
表11.1 Pro/E NC模块及其应用围11.2 NC加工操作介面介绍11.2.1进入Pro/E NC加工制造模块1.启动Pro/E,单击菜单“文件”→“新建”或图标,系统显示新建对话框,如图11.1所示。
在类型选项组选中“制造”单选按钮,在“子类型”选项组选中“NC组件”单选按钮,输入加工文件的名称am1(系统默认为mfg0001.mfg),取消选定“使用缺省模板”复选框,单击“确定”按钮。
2.弹出新文件选项对话框,如图11.2所示。
在模板中选中“mmns_mfg_nc”选项,单击“确定”按钮,进入Pro/E NC加工制造模块。
图11.1 “新建”对话框图11.2 “新文件选项”对话框11.2.2主窗口主窗口是进行NC加工操作设置及图型显示的区域,其中主要有文件标题栏、菜单栏、工具栏、信息区、图形区及提示区等。
pro/e nc 加工的基本步骤CAD/CAMPro/NC加工提纲挈领大连铁道学院孙赫勇葛研军Pro/ENGINEER是当今最好的三维设计和制造软件之一,其NC加工模块具有强大的加工、后置处理功能。
Pro/NC为机械工程人员的设计开发工作提供了有利的工具,但由于其级联菜单复杂,加工种类繁多,设置步骤冗长等一些问题,使刚接触Pro/NC的操作者常常无处下手,或由于操作不当造成不必要的损失。
其实利用Pro/NC设计加工程序的流程与实际加工的思维逻辑是相似的,如图1所示。
本文概述了Pro/NC加工程序设计步骤。
图1 Pro/NC加工设计流程一、设定加工操作环境1.打开制造菜单选File→New(文件→新建)指令,打开New(新建)对话框,如图2所示。
图2 New对话框选Manufacturing(制造),在对话框右边显示Sub-type(子文件格式)的内容。
2.取出工件图形(1)在NC Assembly(NC组装)子文件格式模式下,Manufacturing Model(制造模型)在创建过程中并不会有太多的限制条件,Ref Model(参考模型)可为一般的Part(零件)文件,也可以是Assembly(组装)文件,Workpiece(毛坯)则视情况可省略,但同时Manufacturing Model中将因为缺少Workpiece数据而无法做实体切削模拟。
操作过程为:选择NC Assembly 子文件格式,输入文件名,按OK,显示MANUFACTURE(制造)菜单。
选Mfg Model→Assemble→Ref Model(制造模型→组装→参考模型)指令,打开Open(打开)对话框。
在所要的子目录中选取需要的工件文件,按Open,工件图形便显示在屏幕上。
系统显示MFG MDL(加工模型)菜单,可通过Assemble(组装)或Create(创建)的形式生成Workpiece(毛坯),然后对工件和毛坯组装。
Pro/ENGINEER Wildfire 3.0第十二章数控加工问题:通过上次课的学习,我们将产品的模具设计出来了,那么,在Pro/E环境中怎样将它加工出来呢?基本内容:1、Pro/E NC 工作界面及菜单管理器;2、Pro/E NC的基本流程;3、Pro/E NC加工的基本概念。
重点:机床刀具的选择;制造参数、NC序列、CL数据等设置。
难点:制造几何模型的创建、制造参数、NC序列。
12.1 Pro/E NC简介Pro/ENGINEER是美国参数科技公司PTC(Parametric Technology Corporation)推出的大型CAD/CAE/CAM软件。
Pro/ENGINEER NC加工是将Pro/ENGINEER生成的几何模型与计算机辅助制造CAM 相结合,利用加工制造中的机床、夹具、刀具、加工方式和加工参数来进行产品的制造规划。
在设计人员制定好规划后,由计算机生成的加工刀具轨迹数据CL(Cutter Location)。
设计人员在检验加工轨迹符合要求后,经过Pro/E的后处理程序生成机床能识别的G代码。
Pro/ENGINEER NC 3.0有加工仿真功能,可以进行干涉和过切检查,节约加工成本。
Pro/ENGINEER NC加工能生成工序单,控制了加工时间。
Pro/ENGINEER NC加工不仅可以满足数控铣床和加工中心的编程要求,而且能满足车床和线切割机床的编程要求。
12.2 Pro/E NC菜单管理器1、进入Pro/E NC加工模块:类型→制造;子类型→NC组件;不使用缺省模板选择公制模板:单击:进入Pro/E NC加工模块2、Pro/E NC加工模块菜单管理器简介在制造模式下的菜单管理器主要包括制造模型、制造设置、处理管理器、加工、CL数据等选项。
下面简单介绍各选项的功能::主要用于制造模型的相关操作,如装配或创建参照模型和工件等。
:主要是对加工操作环境进行设置,如设置工作机床的参数、建立加工刀具数据等。

用PRO/E进行数控编程的方法与技巧PRO/E是一款综合CAD/CAM/CAE功能一体化的三维软件,它不仅在三维造型软件领域中占有着重要地位,并且在数控加工中也得到了广泛应用。
本文介绍了使用Pro/E进行数控加工编程的方法,并且介绍了在Pro/NC软件环境中进行数控编程的技巧。
标签:数控编程;Pro/E;刀具;切削0 引言目前对于复杂模型数控加工程序的编写,只依靠手工来完成相当麻烦,不仅容易出错,而且不便于修改,但现在产品的形状越来越多样化,而且对加工也提出了更高的要求。
Pro/E软件是以统一的数据库管理整个系统,数据库将整个设计至生产过程集成在一起,数控编程应用Pro/E软件进行,既可以避免了在加工中对产品的重复设计可能产生的错误,又不必在加工过程对产品进行二次建模,数据提取可靠,使用方便。
1 PRO/E进行数控编程的方法PRO/E软件不仅可以生成数控加工程序,还可以在计算机上动态的显示零件的加工轨迹图。
使用PRO/E生成数控加工程序的工作过程是:先用它的CAD模块的图形编辑功能,绘制出零件的几何图形形成图形文件,然后用数控编程模块对刀具轨迹进行处理,从而设置机床类型、坐标和刀具类型等。
整个过程中对零件加工轨迹上的每个节点的计算和数学处理,都是由计算机完成,在此基础上刀位数据文件由计算机生成,然后再对刀位数据文件进行后处理,就可以自动生成数控加工程序了。
由此看见,在加工设备固定的条件下,对于工作人员来说,使用PRO/E进行数控加工的关键问题就是:如何选择刀具和怎么确定切削用量。
1.1 选择刀具和刀具排顺1.1.1 选择刀具在PRO/E的NC模块中,可以在”刀具设定”窗口中的”普通”选项卡中设置刀具的类型、几何参数及材料等。
在选择刀具及刀柄时,工作人员应根据当前机床的加工能力、切削用量、加工工序等因素来确定。
在刀具选择的时候应遵循的总原则是:刀具要安装调整方便,刀具本身刚性好、精度高并且不易磨损。
数控模型加工步骤及注意事项一、数控模型加工的步骤1.确定加工对象和加工尺寸:首先要确定要加工的对象,包括零件的类型、材料和尺寸等。
同时还要明确加工对象的加工精度和形状要求。
2.制定加工工艺:根据加工对象的特点和要求,制定相应的加工工艺。
主要包括刀具的选择、切削参数的确定、加工路线的规划等。
3.绘制零件图纸:根据加工对象的要求和工艺,绘制详细的零件图纸。
图纸上需要包含加工的尺寸和位置信息,以及刀具的进给方向和切削轨迹等。
4.编写加工程序:根据零件图纸和加工工艺,编写相应的加工程序。
加工程序是数控模型加工的核心,它规定了机床的运动轨迹、切削参数和进给速度等。
5.设置机床参数:在进行加工前,需要根据零件图纸和加工程序,对机床的参数进行设置。
主要包括工件坐标系和刀具坐标系的建立,刀具的安装和换刀等。
6.试加工和调试:在正式加工前,可以进行试加工和调试。
通过试加工可以检验机床的运动轨迹和切削参数是否正确,通过调试可以调整加工程序和机床参数,以达到更好的加工效果。
7.进行加工:在进行正式加工前,需要确定好切削液的使用和工件的夹持方式。
然后按照加工程序的要求,进行数控模型加工。
8.加工后处理:加工完成后,需要进行零件的清洁和检验。
检验主要包括尺寸和表面质量的检查,以确保加工的质量和精度。
以上就是数控模型加工的基本步骤,下面我们来看一下数控模型加工的注意事项。
二、数控模型加工的注意事项1.加工前要仔细准备:在进行数控模型加工前,要仔细准备好加工图纸和加工程序。
加工图纸要详细标注加工尺寸和位置,加工程序要考虑好各种加工工艺和切削参数。
准备工作做好,可以提高加工的效率和质量。
2.注意机床的安全操作:操作数控机床时要严格按照操作规程进行操作,特别是对于重要的安全操作步骤要特别注意。
同时要保持机床的清洁和良好的润滑状态,定期对机床进行维护和检修,以延长机床的使用寿命。
3.注意刀具的选择和保养:在进行数控模型加工时,要根据加工对象的要求和材料特性,选择合适的刀具。
pro/e nc 加工的基本步骤CAD/CAMPro/NC 加工提纲挈领大连铁道学院孙赫勇葛研军Pro/ENGINEER 是当今最好的三维设计和制造软件之一,其NC 加工模块具有强大的加工、后置处理功能。
Pro/NC 为机械工程人员的设计开发工作提供了有利的工具,但由于其级联菜单复杂,加工种类繁多,设置步骤冗长等一些问题,使刚接触Pro/NC 的操作者常常无处下手,或由于操作不当造成不必要的损失。
其实利用Pro/NC 设计加工程序的流程与实际加工的思维逻辑是相似的,如图1 所示。
本文概述了Pro/NC 加工程序设计步骤。
图1 Pro/NC 加工设计流程一、设定加工操作环境1.打开制造菜单选File T New (文件宀新建)指令,打开New (新建)对话框,如图2所示。
图2 New 对话框选Manufacturing (制造),在对话框右边显示Sub-type (子文件格式)的内容。
2.取出工件图形(1)在NC Assembly(NC 组装)子文件格式模式下,Manufacturing Model (制造模型)在创建过程中并不会有太多的限制条件,Ref Model (参考模型)可为一般的Part (零件)文件,也可以是Assembly(组装)文件,Workpiece(毛坯)则视情况可省略,但同时Manufacturing Model 中将因为缺少Workpiece 数据而无法做实体切削模拟。
操作过程为:选择NC Assembly 子文件格式,输入文件名,按0K,显示MANUFACTURE (制造)菜单。
选Mfg Model T Assemble T Ref Model (制造模型T组装T参考模型)指令,打开Open (打开)对话框。
在所要的子目录中选取需要的工件文件,按Ope n,工件图形便显示在屏幕上。
系统显示MFG MDL (加工模型)菜单,可通过Assemble (组装)或Create (创建)的形式生成Workpiece (毛坯) ,然后对工件和毛坯组装。
Proe-NC数控加工1简介Proe-NC数控加工〔Proe-Numerical Control Machining〕是一种利用计算机控制的工具,在三维建模软件Proe中进行数控加工的过程。
它可以通过预先设置的程序指令,实现自动化的加工过程,提高生产效率和制造精度。
本文档将介绍Proe-NC数控加工的根本原理和操作流程,并且演示如何使用Proe进行NC加工。
原理Proe-NC数控加工是一种自动化加工过程,通过计算机控制的方式,使机床进行自动化加工。
它的原理是通过设定的程序指令,将加工所需的三维模型转换为机床能识别的G代码指令集,然后再通过G代码指令集来控制机床的运动,完成加工过程。
Proe-NC数控加工的根本原理包括两个主要方面:1.程序编写:在Proe中进行模型的建立,将需要进行数控加工的模型转化为G代码指令集。
2.设备控制:通过G代码指令集来控制机床的运动,实现加工操作。
操作流程在进行Proe-NC数控加工之前,需要准备好以下工作:•安装Proe软件,并了解根本操作方法。
•使用Proe建模,构建需要进行数控加工的三维模型。
•了解NC加工的根本知识,包括各种加工工艺和刀具选择等。
Proe-NC数控加工的操作流程如下:1.翻开Proe软件,并新建一个零件文件。
2.在零件文件中构建需要进行数控加工的三维模型。
3.对模型进行设计和修正,以满足加工需求。
4.设定加工参数,包括加工方式、刀具选择、转速等。
5.进行切削力分析,评估加工效果。
6.根据分析结果,对加工参数进行调整,优化加工效果。
7.生成G代码指令集,包括加工路径、切削速度等。
8.导出G代码文件,保存为NC程序文件。
9.将NC程序文件加载到机床的控制系统中。
10.启动机床,进行自动化数控加工。
实例演示为了更好地理解Proe-NC数控加工的操作流程,下面将通过一个实例进行演示。
1.翻开Proe软件,并新建一个零件文件。
2.在零件文件中构建一个立方体模型。
第8章 Pro/Engineer数控编程【本章要点】介绍Pro/E中的Pro/NC模块,内容包括数控编程的基本概念、操作的建立、机床和工序的定义等。
8.1 基础知识Pro/NC模块用于生成数控加工的相关文件,如刀位数据文件。
用户可以通过NC-Check对生成的刀具轨迹进行检查,如果不符合要求,则可以对NC数控工序进行修改;如果刀具轨迹符合要求,则可以使用NCPost对其进行后处理,以便生成数控加工代码,为数控机床提供加工程序。
8.1.1 新建文件选择主菜单中的【File】、【New】命令,系统弹出【New】对话框。
在【Type】选项组中,选择【Manufacturing】单选按钮;在【Sub-type】选项组中,选择【NC Part】单选按钮;在【Name】文本框中输入欲加工的文件。
系统会弹出【Open】对话框,选择欲加工的零件文件,系统进入加工制造模式,并在模型窗口中出现欲加工的零件,如图8.1所示。
图8.1 欲加工的零件图8.1.2 工作菜单进入加工制造模式后,系统显示制造模式操作窗口。
在此先对菜单中的各项进行简单的说明,其详细的操作在后面的章节中会逐一介绍。
图8.2所示为制造模式下的菜单管理器。
图8.2 制造模式下的菜单管理器【Mfg Model】:用于进行制造模型的相关操作,包括在加工装配中装配、拆卸、替换、或简化模型。
【Mfg Setup】:进行加工的制造设置,包括工作机床、刀具、夹具设置等。
【Machining】:用于定义、校验和处理每个操作的刀具轨迹。
【CL Data】:加工刀具路径数据的整合、输出、显示及数据转换等各种管理及应用。
【Modify】:用于修改或重新定义加工模型、模型特征及加工操作环境等参数。
【Regenerate】:对于修改后的加工模型及加工操作环境参数,重新进行运算以得到修改后的正确参数。
【Component】:用于处理装配件。
【Set Up】:用于设置附加装配信息。
循序渐进一步一步成为ProE/NC 高手Pro/E NC 的简单特点:一 . 具有智能识别毛坯功能二 . 提供了体贴的层间切削技术三. 自动调整刀间距首先要搞清几个概念:1,坐标系原点。
与其他软件不同的时在Pro/E NC中没有固定的加工原点。
一般情况先在part里建好一个坐标系,记住X,y,Z的方向符合右手法则。
建立坐标系的原则:1,尽量按产品最大轮廓来分中,Z方向对工件顶部为零。
对刀尖,球刀不用减刀半径。
2,因Proe与机床的对应全凭坐标系的方向,所以要特别留意工件在机床上的摆放位置。
尤其是初学者,往往在这一步搞错。
客户化应用环境Proe安装好以后,ProE/Nc 也就成功安装可以使用了。
但是离实际的加工还一段距离,我们必须客户化它,不然使用起来很罗嗦,机床也不能正确识别Proe输出的Nc代码。
客户化应用环境优点:1、建立标准作业环境2、加快作业流程具体而言,建立一些快捷键,在CONFIG.PRO里指定一些路径。
好,让我用一个简单的实例带大家进入Proe/NC建立好坐标系以后,首先建立毛胚 New--assembly--Nc Modelopen 你要加工的图档 create stock--->ok 就能自动产生毛坯。
毛坯的建立很重要,没有毛坯你将无法进行NC CHECk等功能。
当然毛坯也可以手动建立。
而且毛坯还可以是个点。
我们继续吧.选Gen Assemopen 刚才建立的毛坯装配mill.asm留意到多了几个坐标系,可以做层来隐藏它们。
所以在part里建好的坐标系最好起个名字如:mill_center(setup-->name)点击machining菜单,在弹出的窗口里先点击第一个我加亮(红色)的图标。
然后点OK,再点machine Zero图标,点击part里的Mill_center.最后选surface旁带箭头的图标,点击Along Zaxil输入安全高度,如50。
好了,繁琐的前期工作终于完成了,但这些步骤一定要细心完成,proe很少撞刀,过切。
一ProE/NC数控加工模块随着以Pro/ENGINEER为代表的CAD/CAM软件的飞速发展,计算机辅助设计与制造越来越广泛地应用到各行各业,设计人员可根据零件图及工艺要求,使用CAD模块对零件实体造型,然后利用CAM模块产生刀具路径,通过后置处理产生NC代码,最后将NC代码输入到数控机床,对零件进行数控加工。
本章主要通过最简单的实例操作说明用Pro/ENGINEER软件进行数控加工的一般操作流程,介绍NC工序的通用加工工艺参数的含义及设置方法。
Pro/NC数控加工的工艺过程利用Pro/NC实现产品数控加工的基本过程与实际加工的过程基本相同。
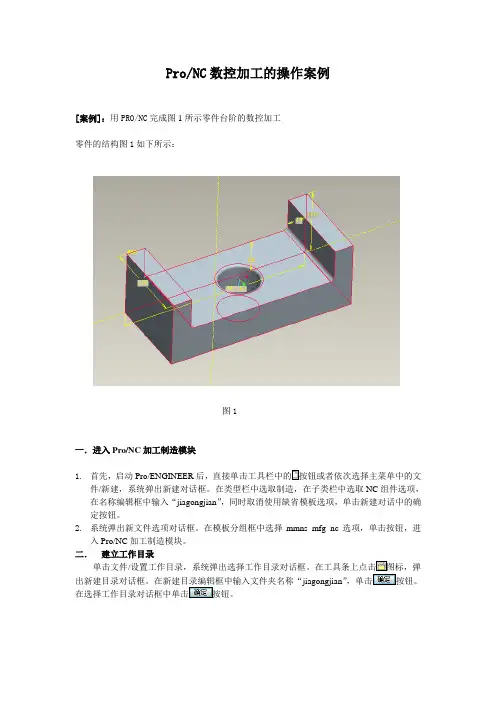
如图9-1所示,包括以下几个步骤:图9-1 Pro/NC数控加工工艺过程Pro/NC数控加工的操作案例本节以实际案例说明PRO/NC数控加工的一般操作步骤。
[案例]:用PRO/NC完成图9-2所示零件台阶的数控加工。
图9-2案例零件图步骤1 进入Pro/NC加工制造模块1.启动Pro/ENGINEER后,直接单击工具栏中的件】/【新建】,系统弹出【新建】对话框,如图9-3所示。
在【类型】栏中选取【制造】,在【子类型】栏中选取【NC ex9-1”,同时取消【使用2.9-4所示。
在【模板】分组框中选择【mmns_mfg_nc Pro/NC加工制造模块,如图9-5所示。
图9-3【新建】对话框图9-4【新文件选项】对话框图9-5 Pro/NC主界面步骤2 建立工作目录单击【文件】/【设置工作目录】,系统弹出【选择工作目录】对话框,如图9-6所示。
9-7输入文件夹名称“ex9-1”图9-6【工作目录】对话框图9-7 【新建目录】对话框步骤3 创建制造模型1.参照模型参照模型即设计模型,其几何形状表示加工最终完成的零件形状,相当于零件图纸,是创建制造模型的基础。
它为Pro/NC数控加工提供各种几何信息和数值信息,是Pro/NC数控加工的依据。
根据参照模型提供的信息,Pro/NC生成我们需要的刀具路径轨迹和后置处理程序,将程序传送到数控机床上,制造出符合设计意图的产品。
依次选取【制造】/【制造模型】/【装配】/9-8所示。
弹出【打开】对话框,如图9-9所示。
选择”ex9-1.prt”照模型显示在绘图区中,如图9-所示。
在【约束类型】下拉框中选择统将在默认位置装配参照模型。
单击图9-8 参照模型选取菜单图9-9 【文件打开】对话框 9-10 打开的参照模型2.工件工件即毛坯零件,代表被加工零件尚未经过切削加工的几何形状。
在Pro/NC中工件模型是可选的。
如果使用了工件模型,不仅计算NC序列时可以自动定义加工尺寸,而且工件模型在模拟加工时可以作动态加工模拟和过切检测,并查询材料切削量。
通常推荐对其进行设置。
提示:简单的工件模型可以在Pro/NC中直接创建,形状较复杂的工件模型也可以在设计部分创建,然后在Pro/NC中装配进来。
⑴依次选取【制造】/【制造模型】/【创建】/【工件】选项,如图9-11所示。
输入工件名称“ex9-1wrk”,如图9-12按钮,进入工件创建。
单击出工件创建。
图9-11创建工件选项图9-12 输入工件名称⑵在【特征类】菜单中依次选择【加材料】/【拉伸】/ 【实体】/【完成】,如图9-13所示。
进入创建界面,如图9-14所示。
图9-13 创建工件菜单图9-14 进入草绘界面⑶在绘图区下方弹出操控板,点击【放置】上滑面板,弹出“草绘”面板,9-15所示。
选择图9-16所示的顶平面为草绘平面,单图9-15 【草绘】对话框图9-16 选取草绘平面⑷绘制图9-17所示的草绘截面,点击(拉伸到面)选项,选图9-18功。
图9-17 草绘截面图图9-18 拉伸到面3.制造模型参照模型和工件模型装配组合在一起即为制造模型,如图9-19所示。
在【制造模型】菜单中选择【完成/返回】选项,完成制造模型设置。
步骤4 制造设置1.选择【制造】/【制造设置】选项,如图9-20所示。
图9-19 制造模型图9-20 【制造设置】选项2.在系统弹出【操作设置】对话框,如图9-21所示。
⑴OP010)。
⑵机床设置。
单击【NC机床】后的9-22所示。
在【机床名称】编辑框中输入机床名称(系统默认为MACH01),在【机床类型】编辑框中输入“铣削”,在【轴数】编辑框中选取“3轴”,其余选项按默认值。
按钮。
图9-21 【操作设置】对话框图9-22 【机床设置】对话框⑶计算的。
单击图9-219-23所示。
单击NC主界面中9-24所示。
在制造模型中按住Ctrl键选取图9-25所示的三个平面,建立坐标系。
选取【坐标系】对话框中的【定向】选项,如图9-26所示。
调整坐标轴的方向,使之与机床坐标系的方向一致,如图9-27提示:最好将加工零点设置在工件尺寸可以方便地转换成坐标值的位置。
提示:各坐标轴的方向必须与机床坐标系方向一致。
提示:工件坐标轴一旦设置完成,将成为后续工序的模板,除非进行再次设定或修改。
图9-23【制造坐标系】菜单图9-24 创建坐标系图9-25 选取三个平面图9-26坐标系定向图9-27 完成的坐标系⑷建立退刀面。
当在工件的不同区域加工时,每加工完一个区域后,刀具需要退到离工件一定的高度,然后横向移动到另外一个区域的上方,在继续进行加工,刀具退刀到离工件一定高度所在的面叫退刀面。
退刀面可以是平面,也可以是曲面。
在【操作设置】对话框中(如图9-2128Z轴深度】文本框中输入10,然后单击按钮。
完成退刀面设置。
【退刀】栏下的【公差】采用缺省值“1”,如图9-29所示。
提示:退刀面一旦设置完成,将成为后续工序的模板,除非进行再次设定或修改。
图9-28【退刀选取】对话框图9-29 【操作设置】对话框⑸菜单,单击完成,如图9-30所示。
系统返回【制造】主界面,如图9-31所示。
图9-30 【制造设置】菜单图9-31 【制造】菜单步骤5 加工设置1.依次选取【制造】菜单下【加工】/【NC序列】/【体积块】/【3轴】/【完成】选项,如图9-32所示。
系统弹出【序列设置】对话框,选择如图9-33中【刀具】、【参数】、【窗口】复选框,单击【完成】。
图9-32 加工依次选取菜单图9-33【序列设置】菜单2完成刀具设定,如图9-34所示。
单击【文件】/【退出】。
图9-34 刀具设定对话框3.系统进入【制造参数】设置菜单,如图9-35所示,单击【设置】选项,系统弹出【参数树】对话框,在对话框中输入如图9-36所示的参数。
⑴【CUT_FEED】:设置切削进给速度(mm/min)。
⑵【步长深度】:设置切削深度(mm)。
⑶【跨度】:设置横向切削步距(mm)。
提示:该数值一定要小于刀具直径。
⑷【PROF_STOCK_ALLOW】:设置工件轮廓加工余量。
提示:该数值一定要大于【允许未加工毛坯】所设置值。
⑸【允许未加工毛坯】:设置工件底面加工余量。
⑹【允许底部线框】:设置工件底面加工余量。
⑺【切割角】:设置刀具路径与X轴间的夹角。
⑻【扫描类型】:设置加工区域时轨迹的拓扑结构。
⑼【ROUGH_OPTOIN】:设置粗糙选项。
⑽【SPINDLE_SPEED】:设置机床主轴转速。
⑾【COOLANT_OPTION】:设置所需冷却液流量类型。
⑿【间隙_距离】:设置退刀的安全高度。
提示:【参数树】对话框中的所有缺省值为“-1”的选项必须设置合适的值。
提示:单击【高级】按钮可以显示参数项目的详细内容。
/【保存】,如图9-37所示系统弹出【保存参数】对话框,如图9-38所示。
单击/【退出】,如图9-39所示。
在【制造参数】设置菜单中单击【完成】按钮。
完成制造参数的设置。
图9-35 【制造参数设置】菜单图9-36 【参数树】对话框图9-37【保存】菜单图9-38 【保存参数】对话框 9-39【退出】菜单步骤6 定义铣削窗口铣削窗口就是定义铣削加工的范围。
系统进入【定义窗口】菜单。
9-40所示。
采用系统默认选项,在模型窗口选取工件的上表面,模型上表面出现红色区域即为窗口,再单击【选项】按钮,选取“在窗口围线上”选项,如图9-41建。
图9-40【定义窗口】菜单图9-41选取窗口步骤7 加工仿真演示加工仿真演示用于在计算机屏幕上演示所生成的刀具轨迹和实体工件切割情况,检查所设置的刀具轨迹是否正确合理,使加工过程更加优化。
1.屏幕演示。
单击【NC序列】//【屏幕演示】,如图9-429-43所示,则系统在屏幕上开始动态演示刀具加工的路径,如图9-44所示。
图9-42 屏幕演示选取菜单图9-43【播放路径】对话框图9-44 动态刀具路径2.NC检测。
单击【NC序列】/【演示轨迹】/【演示路径】/【NC检测】/【显示】/【运行】,如图9-45所示。
动态仿真过程如图9-46所示。
图9-45 NC检测选取菜单图9-46 Vericut动态仿真界面提示:PRO/E提供了VERICUT和NC CHECK两种三维渲染加工模拟的方式。
单击主界面【工具】/【选项】,更改选项“nc check_type”的设定值。
步骤8 完成序列设置如刀具路径不太满意,单击【序列设置】重新设置参数,对刀具路径比较满意,则单击【完成序列】。
完成序列设置。
步骤9 创建刀位数据(CL数据) 文件通过前面的步骤产生的NC序列必须转化为CL数据输出,才可以进行检查或输出文件。
1.选择【制造】/【CL数据】选项,系统弹出【CL数据】菜单,如图9-47所示。
2.选择【CL数据】/【输出】选项,系统弹出【输出】菜单,如图9-48所示。
3.选择【输出】/【NC序列】选项,如图9-49所示。
在弹出的菜单中选择【1:体积块铣削】选项,系统弹出【轨迹】菜单,如图9-49所示。
4.在【轨迹】菜单中选择【文件】选项,系统弹出【输出类型】菜单,如图9-49所示。
选择【CL文件】、【MCD文件】、【交互】复选框,再单击【完成】,系统弹出【保存副本】对话框,如图9-50所示。
5.在【保存副本】对话框中【新名】编辑框中输入文件名称“ex9-1”钮,系统生成刀位文件并返回【轨迹】菜单。
图9-47 【CL数据】菜单图9-48 【输出】菜单图9-49 【输出类型】菜单图9-50 【保存副本】对话框步骤10 后置处理后置处理是将刀位数据文件(CL数据)转化为特定机床所配置的数控系统能识别的G 代码程序。
1.在轨迹菜单中选取【文件】/【后置期处理选项】按钮,选取【全部】、【跟踪】复选框,单击【完成】按钮,如图9-51所示。
系统弹出【后置处理列表】菜单,如图9-52所示。
2.在【后置处理列表】菜单选择合适的后置处理器。
本案例选用UNCX01.P01。
如图9-52所示。
最后单击【确认输出】选项,如图9-54所示。
提示:图9-52【后置处理列表】UNCX01.P**是铣床后置处理器,UNCL01.P**是车床后置处理器。