第四章 注塑机和注塑模具的关系
- 格式:ppt
- 大小:1.49 MB
- 文档页数:10

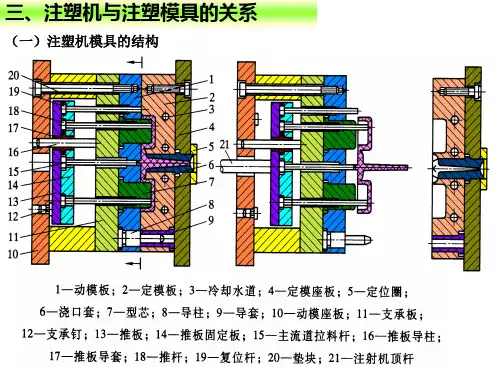


注塑机与模具的关系为保主设计出的模具与注机有良好的区配﹐必须对两者之间有关的数据进行核对﹐并由此来设计模具及选择注机型号。
须数据校核的方面有﹕注射量﹑注射压力﹑锁模力﹑安装尺寸﹑开模行程﹑顶出装置。
(资浅的设计人员尤其要认真对待)2.1注射量的校核模具型腔能否充满注射机允许的最大注射量有关。
若成品发生局部缺胶现象﹐则其中的最可能的原因就是注射量不足而引起的﹐所以﹐设计模具时﹐应保证模具所需熔体总量在注射机实际最大注射量之范围内﹐相当于注机的额定注射量的80%﹐因此有﹕nm1+m2≦80%mm1---单个成品的质量或体积m2---浇注系统所需塑料的质量或体积m ---注射机允许的最大注射量(g或cm3)n --- 型腔数量注:n与注射机的塑化速率﹐最大注射量及锁模力以及成品的精度﹐生产之经济性等因素有关﹐一般说每增加一个型腔﹐成品的尺寸精度便低4%~8%模具成本越高。
例如﹕齿轮或风叶最多只能1*2设计。
2.2注射压力校核﹕这是为了核定注机的最大注射压力能否满足该塑件成型的需要﹐成品所需注射压力是由注机类型﹐喷嘴形式﹐塑料流动性﹐浇注系统和型腔的流动阴力等因素决定的﹐注射压力不足会真接形成短射现象。
一般讲来﹐注射压力是否满中成品所需可以通过调机人员的有机控制﹐不可将其调至过大﹐以防浇口处或模具强度不足处被压受损或模具不能分模2.3锁模力的校核﹕注射成型时﹐塑件在模具分模面上的投影面积是影响锁模力的主要因素﹐并且锁模力的大小与投影面成正比﹐若注塑机所能提供的锁模力不及则会使模具分模面闭合不紧﹐靠﹑插破不充分﹐从而直接形成毛边或溢料现象。
注塑机的吨位型号是由锁模力决定的﹐而快速计算注塑机锁模力所需吨位的公式为﹕F1=(n A1+A2) PA1---成品的最大投影面积﹐总长*总宽单位:cm2A2---浇注系统之投影面积单位﹕cm2P --- 压强系数(高压﹕0.75吨/cm2 普压﹕0.5吨/cm2)F1---树脂压力单位﹕吨F1≦80% F F---注塑机的锁模力2.4安装尺寸的校核﹕为保证模具能顺利安装﹐对其安装尺寸的校核十分重要﹐这个环节﹐往往设计人员因过分依赖计算机作业而经常疏忽的问题﹐结果造成模具无法按时试模2.4.1喷嘴尺寸﹕喷嘴的孔径dn与注道衬套之孔径dp之间﹐还有喷嘴的凸球面半径Rn与衬套面半径Rp之间﹐必须分别满足以下关系。
摘要酒瓶内盖塑料模具设计是此次毕业设计的课题。
本设计按照工艺成型的各方面指标,在原有材料器件的基础上简略讲述了其成型注塑模具的构造,系统的讲述了模具设计的各个要点及其工作流程。
该产品采用PE塑料进行注塑成型,塑件尺寸较小,成型方式为一模四腔。
在本次毕业设计的整个过程中,最基础也最重要的是模具参数的计算,其过程大致为:在翻阅和借鉴此类塑料成型书籍的前提下,首先粗略的计算出模具的各个参数,然后在导师的指导下不断的计算与修改,最后完善计算结果。
关键词:酒瓶内盖;一模四腔;注塑成型ABSTRACTThis paper is a wine bottle cover plastic mold design.This product adopts PE plastic injection molding, molding method for a mold four cavity. This design according to the product characteristics of material andIstructure of products, the technology is analyzed, the reasonable selection ofinjection molding process parameters, determining the overall structure of the required mould and some of the necessary size calculation and strength check in addition, this paper also parting surface, gating system, demoulding mechanism,forming components and temperature regulation system the analysis and design,the final completion of the product 3D modeling and 2D part drawing and assembly drawing, and the processing procedure.Keywords: The bottle cover A mold four cavity Injection molding目录第一章前言 (1)第二章塑件工艺性分析 (2)II2.1 产品技术要求 (2)2.2 塑件工艺分析 (3)2.3 塑件的精度、尺寸分析 (3)第三章注塑模的设计 (5)3.1 注塑机与注塑膜的关系 (5)3.1.1 注塑机的选用 (5)3.1.2 型腔数目的确定 (5)3.1.3 最大注射量的校核 (6)3.1.4 锁模力的校核 (6)3.1.5 注射压力的校核 (6)3.1.6 开模行程的校核 (6)3.2 分型面的设计 (7)3.2.2 分型面设计 (7)3.3 浇注系统与排溢系统的设计 (7)3.3.1 浇注系统的设计 (7)3.3.2 浇注系统的平衡 (8)3.3.3 排溢系统的设计 (8)3.4 成型零件的设计 (8)3.4.1 型腔的结构设计 (8)3.4.2 型腔的尺寸计算 (9)3.4.3 型芯的结构设计 (9)3.4.4 型芯的尺寸计算 (9)3.5 合模导向机构的设计 (10)3.5.1 导柱的设计 (10)3.5.2 导套的设计 (11)3.5.3 斜导柱的设计 (11)3.6 推出机构的设计 (11)3.6.1 脱模力的计算 (11)3.6.2 推杆的设计 (12)3.6.3 推件板厚度的计算 (12)3.7 温度调节系统的设计 (12)III3.7.1 冷却系统的计算 (12)3.8 模架的设计 (13)第四章模具装配的设计 (14)4.1 模具总装配程序 (14)4.1.1 以下是模具总装配程序 (14)4.2 模具装配要点 (14)4.2.1 选择装配基准面 (14)4.2.2 组件的装配 (15)第五章模具的装配图 (16)结论 (19)致谢 (20)IV第一章前言模具作为我国经济的基础产业被用于大量的商品以及业务中。