铝压铸件最小壁厚标准
- 格式:docx
- 大小:14.69 KB
- 文档页数:2

铝合金压铸件的标准公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
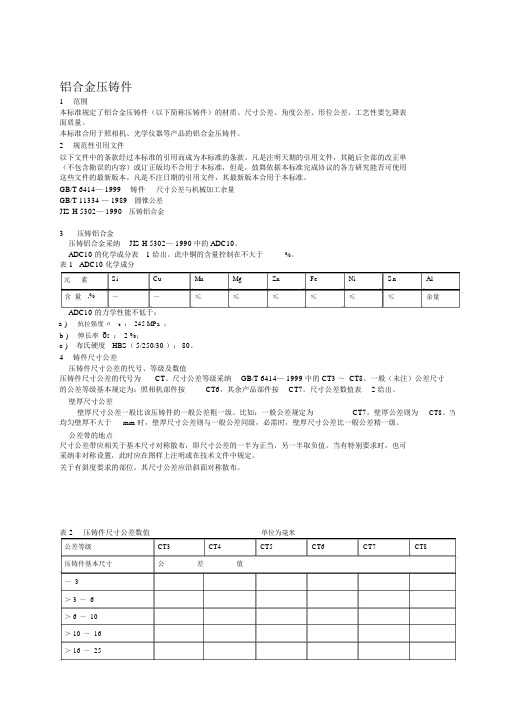
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金压铸铝合金选用JIS H 5302—1990中的ADC10。
ADC10的化学成分表1给出。
其中铜的含量控制在不大于 %。
:245 MPa;a ) 抗拉强度σbb ) 伸长率δ5 :2 %;c ) 布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T 6414—1999中的CT3 ~CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
表2 压铸件尺寸公差数值受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。


铝材壁厚允许偏差标准
铝材作为一种常用的材料,在工业和建筑等领域得到了广泛应用。
铝材的壁厚是决定其强度和耐久性的重要因素之一,因此其允许的偏差标准也是需要严格控制的。
一般来说,铝材的壁厚允许偏差应符合国家相关标准和行业规范。
在中国,国家标准GB/T5237.1-2017《建筑铝型材表面处理和着色工艺》和GB/T5237.2-2017《建筑铝型材技术条件》中规定了不同型号、不同种类的铝材在壁厚方面允许的偏差范围。
例如,对于常用的铝合金建筑型材,其壁厚允许偏差范围一般为正负0.10mm,而对于高精度要求的精密铝材,其允许的壁厚偏差则
更加严格,一般只有正负0.05mm。
需要注意的是,在实际生产过程中,铝材的壁厚偏差不仅受到原材料的质量和生产工艺的影响,还受到加工和测量的误差等因素的影响。
因此,在质量控制和检验方面,需要采用科学、严谨的方法和工具,确保铝材的壁厚允许偏差符合标准要求,以确保其使用寿命和安全性。
- 1 -。


铝压铸件最小壁厚标准
铝压铸件的最小壁厚标准通常根据铸件的结构和尺寸来确定。
以下是一些常见的铝压铸件最小壁厚标准的范例:
1. 对于普通的铝合金压铸件,最小壁厚通常为2-3mm。
2. 对于较大尺寸的铝合金压铸件,最小壁厚可能需要大于
3mm,以确保足够的强度和耐用性。
3. 对于一些特殊的结构设计,可能需要更大的最小壁厚,以满足特定的要求。
需要注意的是,最小壁厚标准可能因不同的应用和需求有所不同。
因此,在设计铝压铸件时,应该根据具体的要求和使用条件,进行合理的设计和选择最小壁厚。

合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)份若有特殊要求,可由供需双方商定.和要求时,须在图样上注明.其加工作量须在图样上注明.该与供需双方同意的标准相一致.流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.样上注明或由供需双方商定.夹杂)及本标准未列项目有要求时,可由供需双方商定.如焊补,变形校整等)处理.协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方间的协议而定.生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.图样的规定要求,检验结果应予以记录.须符合标准3.3的规定.耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.样,试验和检验符合标准的规定.金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合。

压铸件设计的基本参数合金: 锌合金壁厚/mm|合理的: 1~3壁厚/mm|技术上可能的: 0.3最小孔径/mm: 0.7孔深尺寸①(孔径的倍数)|盲孔: 6 孔深尺寸①(孔径的倍数)|通孔: 12 螺纹尺寸/mm|最小螺距: 0.75螺纹尺寸/mm|外螺纹: 6螺纹尺寸/mm|内螺纹: 10齿最小模数/mm: 0.3斜度|内侧: 15′~1°30′斜度|外侧: 10′~1°收缩率(%): 0.4~0.65加工余量/mm: 0.3~0.8合金: 铝合金壁厚/mm|合理的: 1~3壁厚/mm|技术上可能的: 0.5最小孔径/mm: 1.0孔深尺寸①(孔径的倍数)|盲孔: 4 孔深尺寸①(孔径的倍数)|通孔: 8 螺纹尺寸/mm|最小螺距: 1.0螺纹尺寸/mm|外螺纹: 10螺纹尺寸/mm|内螺纹: 15齿最小模数/mm: 0.5斜度|内侧: 30′~2°斜度|外侧: 15′~1°收缩率(%): 0.45~0.8加工余量/mm: 0.3~0.8合金: 镁合金壁厚/mm|合理的: 1~3壁厚/mm|技术上可能的: 0.6最小孔径/mm: 0.7孔深尺寸①(孔径的倍数)|盲孔: 5 孔深尺寸①(孔径的倍数)|通孔: 10 螺纹尺寸/mm|最小螺距: 1.0螺纹尺寸/mm|外螺纹: 6螺纹尺寸/mm|内螺纹: 20齿最小模数/mm: 0.5斜度|内侧: 30′~2°斜度|外侧: 15′~1°收缩率(%): 0.5~0.8加工余量/mm: 0.3~0.8合金: 铜合金壁厚/mm|合理的: 2~4壁厚/mm|技术上可能的: 1.0最小孔径/mm: 2.5孔深尺寸①(孔径的倍数)|盲孔: 3孔深尺寸①(孔径的倍数)|通孔: 6螺纹尺寸/mm|最小螺距: 1.5螺纹尺寸/mm|外螺纹: 12螺纹尺寸/mm|内螺纹: —齿最小模数/mm: 1.5斜度|内侧: 45′~2°斜度|外侧: 35′~1°收缩率(%): 0.6~1.0加工余量/mm: 0.3~0.8铸造斜度斜度b∶h: 1∶5角度β: 11°30′应用范围: h<25mm时钢和铁的铸件斜度b∶h: 1∶10角度β: 5°30′应用范围: h=25~500mm时钢和铁的铸件斜度b∶h: 1∶20角度β: 3°应用范围: h=25~500mm时钢和铁的铸件斜度b∶h: 1∶50角度β: 1°应用范围: h>500mm时钢和铁的铸件斜度b∶h: 1∶100角度β: 30′应用范围: 有色金属铸件。
铝合金压铸件检验标准1. 范围本标准规定了铝合金压铸件A11-1001211、A11-1001411、A11-3412015、A11-3412021和A11-3412041的技术要求、试验方法及检验规则等,主机厂和供应商双方确认的其他发动机及其附件支架可以参照执行此标准。
本标准仅适用于铝合金压铸件A11-1001211、A11-1001411、A11-3412015、A11-3412021和A11-3412041以及主机厂和供应商双方确认的其他发动机及其附件支架。
2. 引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1182 形状和位置公差.通则. 定义.符号.和图样表示法GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T 6060.1 表面粗糙度比较样块铸造表面GB/T 6060.4 表面粗糙度比较样块抛光加工表面GB/T 6060.5 表面粗糙度比较样块抛(喷)丸,喷沙加工表面GB 6414 铸件尺寸公差GB/T 11350 铸件机械加工余量GB/T 15114 铝合金压铸件GB/T 15115 压铸铝合金3. 技术要求3.1 化学成分铝合金的化学成分应符合GB/T15115的规定。
3.2 力学性能3.2.1 当采用压铸试样检验时,其力学性能应符合GB/T15115的规定。
3.2.2 当采用压铸件本体检验时,其指定部位切取试样的力学性能不得低于单铸试样的75%。
3. 3 压铸件尺寸3.3.1 压铸件的几何形状和尺寸应符合零件图样的规定。
3.3.2 压铸件的尺寸公差应按GB6414的规定执行。
3.3.3 压铸件有形位公差要求时,可参照GB/T15114;其标注方法按GB/T1182的规定。
铝合金压铸件1范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要乞降表面质量。
本标准合用于照相机、光学仪器等产品的铝合金压铸件。
2规范性引用文件以下文件中的条款经过本标准的引用而成为本标准的条款。
凡是注明天期的引用文件,其随后全部的改正单(不包含勘误的内容)或订正版均不合用于本标准,但是,鼓舞依据本标准完成协议的各方研究能否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本合用于本标准。
GB/T 6414— 1999铸件尺寸公差与机械加工余量GB/T 11334 — 1989圆锥公差JIS H 5302— 1990压铸铝合金3压铸铝合金压铸铝合金采纳JIS H 5302— 1990 中的 ADC10。
ADC10 的化学成分表 1 给出。
此中铜的含量控制在不大于%。
表 1 ADC10 化学成分元素Si Cu Mn Mg Zn Fe Ni Sn Al含量,%~~≤≤≤≤≤≤余量ADC10 的力学性能不低于:a )抗拉强度σ b:245 MPa;b )伸长率δ5:2 %;c )布氏硬度HBS( 5/250/30 ): 80。
4铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级采纳GB/T 6414— 1999 中的 CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机部件按CT6,其余产品部件按CT7。
尺寸公差数值表 2 给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
比如:一般公差规定为CT7,壁厚公差则为CT8。
当均匀壁厚不大于mm 时,壁厚尺寸公差则与一般公差同级,必需时,壁厚尺寸公差比一般公差精一级。
公差带的地点尺寸公差带应相关于基本尺寸对称散布,即尺寸公差的一半为正当,另一半取负值。
当有特别要求时,也可采纳非对称设置,此时应在图样上注明或在技术文件中规定。
关于有斜度要求的部位,其尺寸公差应沿斜面对称散布。
铝合金压铸件检验标准1. 范围本标准规定了铝合金压铸件A11-1001211、A11-1001411、A11-3412015、A11-3412021和A11-3412041的技术要求、试验方法及检验规则等,主机厂和供应商双方确认的其他发动机及其附件支架可以参照执行此标准。
本标准仅适用于铝合金压铸件A11-1001211、A11-1001411、A11-3412015、A11-3412021和A11-3412041以及主机厂和供应商双方确认的其他发动机及其附件支架。
2. 引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1182 形状和位置公差.通则. 定义.符号.和图样表示法GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T 6060.1 表面粗糙度比较样块铸造表面GB/T 6060.4 表面粗糙度比较样块抛光加工表面GB/T 6060.5 表面粗糙度比较样块抛(喷)丸,喷沙加工表面GB 6414 铸件尺寸公差GB/T 11350 铸件机械加工余量GB/T 15114 铝合金压铸件GB/T 15115 压铸铝合金3. 技术要求3.1 化学成分铝合金的化学成分应符合GB/T15115的规定。
3.2 力学性能3.2.1 当采用压铸试样检验时,其力学性能应符合GB/T15115的规定。
3.2.2 当采用压铸件本体检验时,其指定部位切取试样的力学性能不得低于单铸试样的75%。
3. 3 压铸件尺寸3.3.1 压铸件的几何形状和尺寸应符合零件图样的规定。
3.3.2 压铸件的尺寸公差应按GB6414的规定执行。
3.3.3 压铸件有形位公差要求时,可参照GB/T15114;其标注方法按GB/T1182的规定。

压铸件设计规范目录铸圆脱铸缘压铸压铸内压铸压铸级压铸压铸一、壁厚1、压铸件的壁厚对铸件质量有很大的影响。
以铝合金为例,薄壁比厚壁具有更高的强度和良好的致密性。
因此,在保证铸件有足够的强度和刚性的条件下,应尽可能减少其壁厚,并保持壁厚均匀一致。
2、铸件壁太薄时,使金属熔接不好,影响铸件的强度,同时给成型带来困难;壁厚过大或严重不均匀则易产生缩瘪及裂纹。
厚壁压铸件,其壁中心层的晶粒粗大,易产生缩孔、缩松等缺陷,同样降低铸件的强度。
3、压铸件的壁厚一般以2.5~4mm为宜,同一压铸件内昀大壁厚与昀小壁厚之比不要大于3∶1,壁厚超过6mm的零件不宜采用压铸。
推荐值见表1。
我司的铝压铸件,按如下要求选取壁厚:散热齿一般取2.0~2.5mm,(自然散热)间距取10~12mm,(强迫风冷)间距取8~10mm.其余壁厚取4.5~5.0mm;螺纹孔为M3的PCB支撑柱,直径取6.5~7.5mm;接地螺纹孔处的壁厚取:M4 9.5~10.5mm, M5 10.5~11mm。
表1 压铸件的最小壁厚和正常壁厚二、铸造圆角和脱模斜度1、铸造圆角压铸件各部分相交应有圆角(分型面处除外),使金属填充时流动平稳,气体容易排出,并可避免因锐角而产生裂纹。
对于需要进行电镀和涂饰的压铸件,圆角可以均匀镀层,防止尖角处涂料堆积。
压铸件的圆角半径R一般不宜小于1mm,最小圆角半径为0.5 mm,见表2。
铸造圆角半径的计算见表3。
我司铝压铸件的圆角一般取R1.0mm,无配合处最小取R3.0mm(有外观要求的除外)。
表2 压铸件的最小圆角半径(mm)①、对锌合金铸件,K=1/4;对铝、镁合金铸件, K=1/2。
②、计算后的最小圆角应符合表2的要求。
表3 铸造圆角半径的计算(mm)2、脱模斜度设计压铸件时,就应在结构上留有脱模斜度,无脱模斜度时,在需要之处,必须有脱模的工艺斜度。
斜度的方向,必须与铸件的脱模方向一致。
推荐的脱模斜度见表4。
我司现采用的脱模斜度一般取前模1.5°,后模1.0°。

压铸件的结构要素3.1 壁厚压铸件的合理壁厚取决于铸件的具体结构、合金性能和压铸工艺等许多因素,为了满足各方面的要求,以正常、均匀壁厚为佳。
大面积的薄壁成型比较困难;壁厚过大或严重不均匀则易产生缩陷及裂纹。
随着壁厚的增加,压铸件材料力学性能明显下降(图2-4)。
推荐采用的正常壁厚及最小壁厚见表2-20。
对大型铝合金压铸件,壁厚也不宜超过6mm 。
图2-4压铸件壁厚对抗拉强度的影响 表2-20压铸件的最小壁厚和正常壁厚最小正常最小正常最小正常最小正常≤250.5 1.50.8 2.00.8 2.00.8 1.5>25~100 1.0 1.8 1.2 2.5 1.2 2.5 1.5 2.0>100~500 1.5 2.2 1.8 3.0 1.8 3.0 2.0 2.5>5002.02.52.54.0 2.54.02.53.0壁的单面面积a*b(cm2)壁厚h(mm)锌合金铝合金镁合金铜合金3.2肋设计肋来增加零件的强度和刚性,同进也改善了压铸的工艺性,使金属的流路顺畅,消除单纯依靠加大壁厚而过分聚焦引起的气孔、裂纹和收缩缺陷。
一般采用的肋结构和铸件壁厚的关系,见表2-21.肋h1,斜度a 和肋顶端圆角半径r1的关系见表2-22。
说明b =t -1.4h h 1≤5t h 1>0.8 a ≥3°r1=a a h a b sin 1sin cos 5.0--R2=31(t+b)b —肋的根部宽度 h —铸件壁厚 h1—肋的高度H2—肋端距离壁端高度 a —斜度r1—外圆角半径 r2—内圆角半径h1/mm a r1/mm h1/mm a r1/mm h 1≤20 3° ≤0.527b-0.055h30<h ≤40 2°≤0.518b-0.036h 20<h ≤302°30′ ≤0.522b-0.046h40<h ≤60 1°30′≤0.513b-0.027h注:h 为铸件壁厚,b 为肋的根部宽度。

表1 砂型铸造铸铁件的最小壁厚(单位:mm)铸铁种类当铸件最大轮廓尺寸为下列值时<200200~400400~800800~12501250~2000>2000灰铸铁3~44~55~66~88~1010~12孕育铸铁5~66~88~1010~1212~1616~20球墨铸铁3~44~88~1010~12————含磷较高的铸铁2——可锻铸铁当铸件最大轮廓尺寸为下列值时<5050~100100~200200~350350~500 2.5~3.53~4 3.5~4.54~5.55~7表2 砂型铸造铸钢件的最小壁厚 (单位:mm)铸钢种类当铸件最大轮廓尺寸为下列值时<200200~400400~800800~12501250~2000碳钢89111416~18低合金结构钢8~99~10121620高锰钢8~910121620不锈钢8~1010~1212~1616~2020~25耐热钢8~1010~1212~1616~2020~25表3 砂型铸造铝合金铸件的最小壁厚 (单位:mm)合金种类当铸件最大轮廓尺寸为下列值时<100100~200200~400400~800800~1250铝合金34~55~66~88~12表4 砂型铸造镁合金、锌合金铸件的最小壁厚 (单位:mm)合金种类小件(≤100)中件(≤400)镁合金46锌合金≥3——表5 砂型铸造铜合金铸件的最小壁厚 (单位:mm)合金种类当铸件最大轮廓尺寸为下列值时<5050~100100~250250~600锡青铜3568无锡青铜≥6≥8黄铜≥6≥8特殊黄铜硅黄铜≥4其他≥6表6 砂型铸造各种铸造合金铸件的临界壁厚 (单位:mm)合金种类与牌号当铸件重量为下列值时0.1~2.5㎏ 2.5~10㎏>10㎏灰铸铁HT100、HT1508~1010~1520~25 HT200、HT25012~1512~1512~18 HT30012~1815~1825 HT35015~2015~2025可锻铸铁KTH300-06、KTH330-086~1010~12——KTH350-10、KTH370-126~1010~12——球墨铸铁QT400-15、QT450-101015~2050 QT500-7、QT600-314~1818~2060铸造碳钢ZG200-400、ZG230-4501825——ZG270-500、ZG310-570、ZG340-6401520——铝合金6~106~1210~14镁合金10~1412~18——锡青铜——6~8——表7 碳素钢铸件砂型铸造的临界壁厚ω(C)(%)0.10.20.30.40.5临界壁厚/mm1113.518.52739表8 铸钢件的合理壁厚 (单位:mm)铸件轮廓的最大尺寸当铸件轮廓的次大尺寸为下列值时≤350351~700701~15001501~35003501~55005501~7000>7000≤150015~2020~2525~30————————1501~350020~2525~3030~3535~40——————3501~550025~3030~3535~4040~4545~50————5501~7000——35~4040~4545~5050~5555~60——>7000————>50>55>60>65>70表9 砂型铸造各种铸造合金件内、外壁厚度相差值合金种类铸铁铸钢铸铝铸铜铸件内壁比外壁厚度应减少的相对值(%)10~2020~3010~2015~20表10 壁厚的过渡形式与尺寸示意图宽厚比合金种类过渡尺寸铸铁)2)(31~61(b a R +≥2ba +>20~27>27~35>35~45>45~60>60~80ab 2≤铸钢、可锻铸铁、非铁合金R 10 12 15 20 25 30 铸铁)(4a b L −≥ab 2>铸钢)(5a b L −≥表11 铸件壁的连接形式与尺寸示意图连接尺寸示意图示意图⎟⎠⎞⎟⎠⎞表12 铸造内圆角≤8 44 4 4 6 4 8 6 16 10 20 16 9~12 4 4 4 4 6 6 10 8 16 12 25 20 13~16 4 4 6 4 8 6 12 10 20 16 30 25 17~20 6 4 8 6 10 8 16 12 25 20 40 30 21~27 6 6 108 12 10 20 16 30 25 50 40 28~35 8 6 12 10 16 12 25 20 40 30 60 50 36~45 10 8 16 12 20 16 30 25 50 40 80 60 46~60 12 10 20 16 25 20 35 30 60 50 100 80 61~80 16 12 25 20 30 25 40 35 80 60 120 100 81~110 20 16 25 20 35 30 50 40 100 80 160 120 111~150 20 16 30 25 40 35 60 50 100 80 160 120 151~200 25 20 40 30 50 40 80 60 120 100 200 160 201~250 30 2550 40 60 50 100 80 160 120 250 200 251~300 40 30 60 50 80 60 120 100 200 160 300 250 >3005040806010080160120 250200400 300a b / 4.0<0.5~0.650.66~0.8c)(7.0b a −≈)(8.0b a −≈b a −≈C 和h 值h;铸铁)(8c ≈ )(9铸钢c ≅注:高碳钢和高锰钢铸件的R 值需增大1.3~1.5倍。

料饼厚度大小对压铸的影响旭东压铸(上海)有限公司技术部刘遵建料饼厚度超差,产品易形成欠铸、冷隔(汤回)、气孔、发黑、浇口分层缺肉、疏松、缩孔、产品机械性能下降等缺陷。
一、料饼厚度的大小规范1、一般情况下料饼厚度为:Φ50为16±5mmФ60为18±5mmФ70为20±5mmФ80为22±5mmФ90为24±5mmФ100为26±5mm。
2、当产品的气孔要求比较严格时,料饼厚度应适当加厚2~5mm 即:Φ50为20±5mmФ60为22±5mmФ70为25±5mm3、当模具的浇口套和分流锥不用通水冷却时,料饼厚度应适当减小2~3mm即:Φ50为4±5mmФ60为16±5mmФ70为18±5mm等。
二、料饼的材料组成料饼是由料缸周围温度较低流动性较差的铝水、浇入压室铝水表面的杂质、氧化皮和一部分高温流动性好的合金组成。
高温的铝水流动性较好,一般都在前边流动;靠后边的都是温度较低流动性较差的铝水。
三、料饼厚度过薄对产品质量产生的影响料饼过薄,料饼中无高温的、流动性好和可流动充填型腔的铝水,也无能够向型腔传递压力的铝水。
产品容易形成欠铸、冷隔、气孔、发黑、疏松、缩孔、产品机械性能下降等缺陷。
原因如下:1、型腔中的铝水接受不到压射和增压时的压力,铝水不能在高压下结晶,形成不了大量细小的内部晶粒组织。
产品内部组织粗大、疏松,结构不致密、机械强度低、易断裂。
2、起不到把浇道中的铝水压入型腔补缩的作用,型腔中的铝水不能在压力下凝固收缩。
产品内部较厚的部位凝固收缩时接受不到压力,容易出现缩孔和缩松,增加了产品内部的孔隙率。
3、型腔中的铝水不在压力下凝固,铝水中冷却、凝固时析出的氢气接受不到压力会膨胀,形成较大的气孔。
4、若是因浇注量过少引起料饼过薄,是铝水没有充满浇道就开始高速压射时,没有很好地排除浇道和型腔中的气体,产品易形成气孔、憋气、表面汤回(冷隔)、发黑等缺陷。

最小铸造壁厚
最小铸造壁厚通常取决于铸造材料的特性、铸造工艺要求以及零件设计需求。
一般来说,在实际生产中,最小的可接受铸造壁厚应满足以下几个因素:
1. 铸造材料的特性:不同的材料具有不同的流动性,流动性越差的材料需要更大的壁厚来确保铸件完整度和避免缩孔、夹杂等缺陷。
2. 铸造工艺要求:铸造过程中需要注入熔融金属或合金,一定的壁厚可以确保足够的金属液体能够填充模具中的空腔。
3. 零件设计需求:根据零件的实际使用情况和力学要求,需要确定合适的壁厚来保证零件的强度和刚度。
一般来说,最小铸造壁厚可以在几毫米到几十毫米之间。
对于薄壁零件,通常要考虑使用其他工艺,如锻造、压铸等替代铸造。
对于较厚的零件,可以通过合理的几何形状设计、变薄区域的设置和局部加强来满足设计要求。


3.3 铸造技术3.3. 1 压力铸造压力铸造简称压铸,在一定压力作用下使熔体填充型腔,铸件组织致密、力学性能高、尺寸精密、加工余量小等。
根据压力高低可大体分为低压铸造与高压铸造两类,后者的模具费用较高,特别适合于汽车铸造品的大批量生产,效率高,总的费用相当低。
目前几乎全部轿车变速器壳、离合器壳、水泵壳、化油器壳、转向机壳等都为铝合金压铸件。
压铸工艺流程如图5所示。
压铸工艺的主要参数是压射力、比压、熔体填充速度、填充时间、保压时间、熔体温度和模具温度。
由于熔体在高温、高速、高压下填充型腔,不可避免地会卷入气体,所以研发出了一批新的工艺,如真空压铸法、充氧压铸法、低速充填压铸法“精速密”压铸法(又称Acurad 法即acurate , rapid , dense)、低速中压填充(NDC)铸造法等,它们都是无孑L隙压铸新工艺。
因此,应根据压铸件特点科学地控制工艺参数,〜3■ L㈣〜5〜5图5 铝合金压铸件生产工艺流程示意图Fig.5 Flow chart of producing technology of die casting aluminum alloys 合理地设计和制造铸型(包括浇注系统、溢流排气系统、铸型冷却系统、模具加热及平衡控制系统),选用合适的涂料及喷涂技术。
压铸时铝熔体温度比合金熔点高40'E〜IOO〜C;模具温度和热平衡是实现优质铸造至关重要的条件,对于一般压铸件,以取出铸件铸型型腔表面温度为合金熔点的40%左右。
真空压铸法抽气管的真空度为22 kN /m 〜27kN/m,在0. 15 S内达到4 kN /m的负压。
真空压铸件品质取决于真空度高低,通常压铸件经T6处理后含气量在0. 1 mE/(100 gA1)以下。
充氧法生产的压铸件的含气量约0. 05 mE/(100 gA1),仅为普通压铸法的1/10,而其氧化铝含量约为普通压铸件的3 倍,但是以微细的(1 m)氧化铝粒存在,产品仅有少量的微孔隙,耐压性能良好。

铝压铸件最小壁厚标准
摘要:
一、铝压铸件的概述
二、铝压铸件最小壁厚的标准
三、铝压铸件最小壁厚的设计要求
四、铝压铸件最小壁厚的计算方法
五、铝压铸件最小壁厚的应用实例
正文:
一、铝压铸件的概述
铝压铸件是一种将铝材料通过压力铸造成形的零件,具有高强度、高耐磨性、良好的抗腐蚀性能和较低的重量等特点,因此在汽车、摩托车、电子、通信等领域得到广泛应用。
二、铝压铸件最小壁厚的标准
铝压铸件的最小壁厚标准没有统一的规定,但根据多年的生产实践,一般认为铝合金铸件壁厚不应小于0.5 毫米,而锌合金铸件壁厚可以做到0.3 毫米。
当然,具体的最小壁厚还需根据铸件的实际使用要求和生产工艺来确定。
三、铝压铸件最小壁厚的设计要求
在设计铝压铸件的最小壁厚时,需要考虑以下几个方面:
1.保证铸件的强度和耐磨性:铸件的强度和耐磨性是压铸件的基本要求,过薄的壁厚可能导致铸件在使用过程中出现破裂或磨损,影响其使用寿命。
2.考虑工艺性:在设计铸件的最小壁厚时,还需要考虑压铸工艺的实际操
作性。
过薄的壁厚可能导致金属流动不畅,影响铸件的成型质量。
3.避免尖角和棱角:在设计铸件时,应尽量避免尖角和棱角,以减少应力集中和提高铸件的抗拉强度。
四、铝压铸件最小壁厚的计算方法
铝压铸件的最小壁厚一般可以通过以下公式计算:
壁厚= 体积/ (2 × 表面积)
其中,体积和表面积可以通过铸件的三维模型或图纸获取。
需要注意的是,该公式仅适用于薄板类铸件,对于其他类型的铸件,可以采用经验公式或实际工艺参数进行计算。
五、铝压铸件最小壁厚的应用实例
以汽车发动机油底壳为例,其壁厚设计一般为1-2 毫米,考虑到其承载能力和使用寿命,以及生产的工艺性,这一范围的壁厚是较为合理的。