菲林检查以及药膜区分指引
- 格式:doc
- 大小:418.00 KB
- 文档页数:2
《数字图像处理与制版技术》
难点辅导
一、授课时间:[4课时]
二、授课班级:
三、指导老师:
四、模块名称:菲林片质量检查
难点之一:菲林阴、阳片的识别
胶片上的密度(即明暗层次)和原稿一致称为阳片;胶片上的密度和原稿相反称为阴片,其明显特征是“黑白颠倒”(常见的生活中的光学照相底片即典型的阴片)。
在讲解时用实物进行演示。
强调:判断阴、阳片必须以原稿为参照物,没有原稿为依据,无法判断菲林片是阴片或是阳片。
难点之二:感光面(俗称药膜面或膜面)的判断
药膜面是菲林上的感光物质所在的面,另一面即为光面,因为不同的制版方式对膜面的方向有不同的要求,所以其方向的正确与否直接影响制版的质量。
判断膜面的方法:
1)目测:对光观察,反光较强的一面为光面,另一面即为膜面;
2)刀刮:用小刀轻轻刮菲林上有密度的非内容部分,若能刮除,则为膜面,否则
为光面。
难点之三:为何阳图PS版所用的菲林要求是阳片并且是正读膜面向下?
首先阳图PS版是见光分解型的PS版,阳图菲林上有密度的图文部分,版面不曝光,曝光之后,形成印版的图文部分;而透明的空白部分见光后,在印版上的感光物质见光后会被显影液溶解掉。
所以要使用阳片菲林。
其次,因为胶印是间接印刷,版面必须形成正读的图文,所以要求菲林在晒版时必须是正读放置。
因为药膜面与印版接触利于抽气,以便菲林与版面紧密贴合以形成真空状态。
从而有利于光线的直射。
所以要求膜面朝下(即膜面与版面接触)。
菲林检验规范
1、目的
本文件规定了图形菲林的检验内容、检验过程及方法。
2、范围
本文件适用柔性线路菲林检验
3、检验资料及工具
3.1手术刀、菲林笔
3.2产品图纸
3.3放大镜。
3.4体视镜。
3.5合格标签。
4、检验内容
4.1正、负片确认
4.2药膜面正反确认
4.3孔中心标记
4.4线路走向确认
4.5线路制作确认
4.6菲林过孔点和闪镀孔点一致性
5、检验步骤及方法
5.1对照工程图纸目视检查图形的正反,反的为不合格。
5.2用手术刀在菲林边框线外试刮、分辨药膜面的正反,反的为不合格。
5.3目视检查孔中心是否有明显标识,定位方向孔是否是同心圆
5.4检查线路走向,图形分布是否与图纸一致
5.5用体视镜检查菲林图形是否有沙眼、缺口、断线、短路、毛边;用100倍放大镜测量菲林图形线路的线宽、线距,满足要求的判OK。
5.5.1若重新复制菲林,则拿新复制的菲林与正在生产的有效菲林对照看是
否有异常
5.5.2若有修改菲林,则此菲林应试做样板菲林并对修改处作重点检测
5.6检查后工序生产制作的辅助标识是否完整。
6、检查菲林注意
6.1及时检查及时送发生产部
6.2作废菲林第一时间知会工程部
6.3检查完毕需在菲林上贴合格标签,记录本上登记并盖检验员章
7、记录
7.1菲林检验记录。
Instruction Name:Instruction#:Revision:指引名称:菲林制作操作指引指引号码:PE-CAD-01 版本:A1.0、目的:为菲林的制作、审核以及发放回收提供正确完善的理论依据。
2.0、适用范围:工程部、QA。
3.0、职责:3.1、工程部菲林组负责根据MI上对菲林的制作要求,制作出符合规范的菲林,并进行自检。
3.2、QA部依据MI对菲林进行审查,并负责菲林的发放、回收及取消。
4.0、使用工具:光绘机、冲片机、电脑、PCB辅助设计软件、100倍放大镜、手术刀、单面胶、双面胶、直尺、油性笔等。
5.0、参考文件:MI制作指引、生产工艺能力指引。
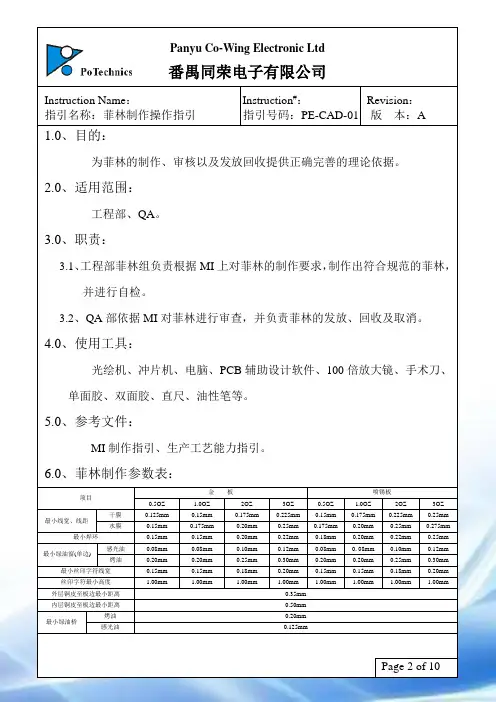
6.0、菲林制作参数表:项目金板喷锡板0.5OZ 1.0OZ 2OZ 3OZ 0.5OZ 1.0OZ 2OZ 3OZ最小线宽、线距干膜0.125mm 0.15mm 0.175mm 0.225mm 0.15mm 0.175mm 0.225mm 0.25mm 水膜0.15mm 0.175mm 0.20mm 0.25mm 0.175mm 0.20mm 0.25mm 0.275mm最小焊环0.15mm 0.15mm 0.20mm 0.22mm 0.18mm 0.20mm 0.22mm 0.25mm最小绿油窗(单边) 感光油0.08mm 0.08mm 0.10mm 0.12mm 0.08mm 0. 08mm 0.10mm 0.12mm 烤油0.20mm 0.20mm 0.25mm 0.30mm 0.20mm 0.20mm 0.25mm 0.30mm最小丝印字符线宽0.15mm 0.15mm 0.18mm 0.20mm 0.15mm 0.15mm 0.18mm 0.20mm 丝印字符最小高度 1.00mm 1.00mm 1.00mm 1.00mm 1.00mm 1.00mm 1.00mm 1.00mm 外层铜皮至板边最小距离0.35mm内层铜皮至板边最小距离0.50mm最小绿油桥烤油0.20mm感光油0.125mmPage 2 of 10Instruction Name:Instruction#:Revision:指引名称:菲林制作操作指引指引号码:PE-CAD-01 版本:A7.0、菲林的制作:根据客户提供资料的不同可分为电脑制作菲林和手工制作菲林,电脑制作菲林的软件有:GC-CAM V2000 CAM350等。
如何正确的检查菲林?一般情况下对准角线后校对图片和文字,再仔细看一下颜色网点角度。
最主要的是看一下图片跟文字有没有跑位或跟原稿不符的,另外还要再量一下尺寸是否正确,有时候会收到有尺寸错误的菲林,要是收到的菲林上面有划痕、脏点或有折痕!脏点如果在露白处,可以刮掉,要是在网点处,就不行了,划痕、折痕都是影响印刷的,要退回去重新出!具体一点就是:1.校對前首先檢查所需的客戶資料是否完整.A. 版面/文字/色彩/尺寸(圖紙)資料B. 設計/制版/改版C.菲林檢驗D.標識咭2.看每張菲林有無髒3.有無劃傷的痕跡4.角線有無缺小5.版面文字是否正確無誤6.圖案是否完整7.尺寸有無問題8.有無出血9.各專色版是否分色正确10.咬口位或版邊有無以下內容: 產品名稱,尺寸,色標,輸出日期,制作人代碼,校色條11.檢查網線角度1、对菲林片,注意实地部分不能有孔眼(漏光),CMYK每张胶片的边角线必须完全吻合,不花片,没有划痕。
2、打样稿一定要仔细校对,责任大大滴!3、签字的时候注意要求用的纸张、印刷质量、交货时间、后道工艺要求,不得马虎!4、跟单。
[1]要注意印刷的色度(实不实,够不够,重了还是轻了主要是对照打样稿,我在跟单的时候经常这么说,红打重了,青少了,油墨有点厚…………);[2]对版(就是CMYK的边角线有没有对齐,最好用放大镜,能看出1、2线的误差);[3]注意印刷品浅色部分有没有明显的脏点,随时要指出来,让印刷工人擦版子;[4]注意印刷品暗部有没有出现多余白点,或其它颜色点,随时擦除;[5]每印一部分,工人都会抽几张出来看样,你也跟着看,印刷机跑一段时间可能会出现某种颜色跑轻或跑重的现象。
菲林的检查一、菲林在印刷中的重要性菲林,又称胶片。
它在印刷中起承上启下的作用。
虽然数字直接制版技术(CTP)发展非常快,但普及应用还需要一段时间。
现在传统印刷流程中的胶片仍是印刷的关键环节之一,没有胶片就无法晒版,无法印刷。

累计编号:汕头超声印制板公司工作指示标题: Genesis2000系统检查拼板菲林工作指示编号: WI-Y-R&D-A007 版本:0生效日期: 2003.5.26 页数:27编写:章绵生日期: 2003.5.18 审核:张伯璋日期: 2003.5.19 批准:刘建生日期: 2003.5.26工作指示修改表1.0 目的通过本工作指示的指引,熟悉Genesis2000系统软件检查拼板菲林的一般操作要求和判定方法,通过此WI规定详细的操作步骤,确保绘出的生产菲林满足生产需求。
2.0 适用范围拼板菲林制作、检查技术人员。
3.0 职责:(1) 拼板菲林制作技术员按照MI及菲林制作要求等工作指示进行拼板菲林制作,菲林检查技术员按照MI及本工作指示进行检查,确保拼板菲林设计满足生产和客户的需求。
(2) 主管负责本工作指示的落实执行和监督并定期根据需要进行版本更新。
4.0内容拼板菲林制作完成后填写《拼板制作过程表》(见附表)置于指定位置待查,菲林检查员按派工情况取完成拼板的《拼板制作过程表》进行菲林检查,检查完成后将《拼板制作过程表》填写完整并提交数据库,同时将表置于已查处,光绘菲林的人员按需取表光绘并记录。
其它菲林(如换页修改)的制作和检查将不用填写《拼板制作过程表》,而是以换页修改代替《拼板制作过程表》。
4.1 拷贝资料以制作好的PCB菲林文件名拷贝全套资料,在Dest job位置创建一个相同文件名但以.chk为后缀名的JOB,并在Database处选择Genesis。
如下图:4.2 检查属性结合MI图纸检查PCB菲林层次的命名、属性是否正确,同时检查是否有客户的PCB 菲林存在。
4.2.1用鼠标M1点击Job Matrix按扭,系统弹出PCB的属性,如下图:逐层打开PCB图形,并对照MI图纸及已定义好的各层属性检查叠层结构、各层属性及内容是否与图纸一致。
同时检查客户菲林是否存在。
各层属性选项:根据PCB的所在层图形实体判定是否属于Signal,Power_Ground,Mixed,Solder_Mask,Silk_Screen,Solder_Paste,Drill,Rout, Document.层极性选项:根据PCB的所在层图形实体判定是否属于Positive[正极]或Negative[负极]。
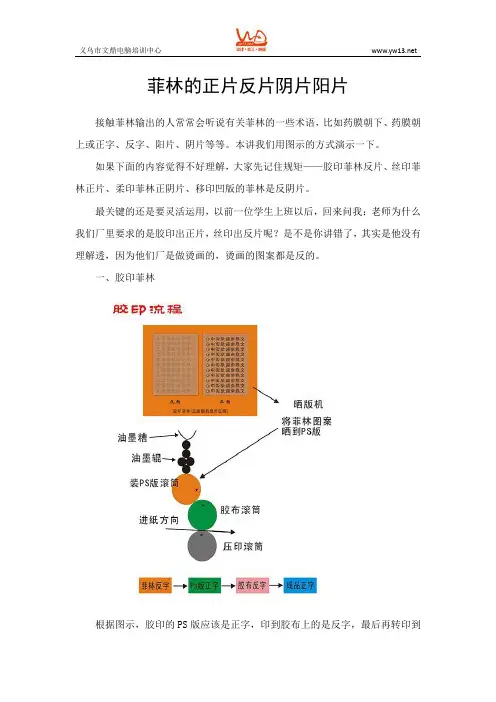
菲林的正片反片阴片阳片接触菲林输出的人常常会听说有关菲林的一些术语,比如药膜朝下、药膜朝上或正字、反字、阳片、阴片等等。
本讲我们用图示的方式演示一下。
如果下面的内容觉得不好理解,大家先记住规矩——胶印菲林反片、丝印菲林正片、柔印菲林正阴片、移印凹版的菲林是反阴片。
最关键的还是要灵活运用,以前一位学生上班以后,回来问我:老师为什么我们厂里要求的是胶印出正片,丝印出反片呢?是不是你讲错了,其实是他没有理解透,因为他们厂是做烫画的,烫画的图案都是反的。
一、胶印菲林根据图示,胶印的PS版应该是正字,印到胶布上的是反字,最后再转印到纸张或其它介质上的时候呈现出的是正图文。
所以,胶印菲林上的文字应该是反字,也就是说拿菲林阅读时,黑色的图文应该在背面,通常称药膜朝下,如果药膜面朝着我们的话,看到的内容应该是反的,所以也称镜像片,反片。
可能有人会说,菲林透明的反个面晒版也行,其实不对,因为菲林有一定的厚度,反个面的话药膜与PS版之间贴的就不够紧密,有一张菲林厚度间隔,晒版时就会散光。
二、丝印菲林因为丝印属于“漏印”,是直接印刷,中间没有转印媒介(胶印有橡皮布),印版与承印物的直接接触。
因而,印版上的内容应该是反字的,所以丝印的菲林应为正字。
因此,丝印的菲林,应该是药膜朝上的,就是说,我们如果拿着菲林阅读,图文就在正面。
三、柔印现在柔印的印版材料一般是树脂版,这种版是新型的材料,只需用紫外线曝光,不需要显影定影药水,曝光后用水冲洗就可以将未曝光部分洗去,留下曝光部分做成图文凸出的印版,再进行固化处理。
所以柔印菲林要制成阴片,让图形文字部分透明才能透光。
而且柔印也是直接印刷,所以柔印的菲林是正字阴片,或称正阴图。
四、起凸版各类PVC材质的银行卡、超市会员卡大家都不陌生,卡面的字母、数字,正面是突起的,在压模的一侧看是反字,也就是压模本身也是正字,所以菲林本身是反字,这类版的制作工艺与柔印一致,也是阴片。
所以制作起凸版的菲林要求是阴片反字菲林。

菲林复制检查作业指导书1.0目的用工程部提供的黑底片(即银盐片)通过曝光、氨水显影而获得棕红色底片(菲林)的制作过程,是用于干膜、湿膜及阻焊曝光的工作底片;控制严重变形的菲林使用。
2.0黑菲林检查2.1检查线路菲林药膜面是否一致(向上),品质部、工程部张贴标签是否贴入图形内。
2.2检查菲林标识(周期、UL标志、厂标)是否完整。
2.3检查菲林有无缺口、开路、短路、砂眼、药液污染、余胶,一般线路菲林不允许有大于1/4线宽的缺口,不允许开路、短路、砂眼、药液污染、余胶。
3.0菲林的复制3.1先清洁好曝光台,将一张阻光纸(如黑胶袋)粘在抽气膜上,将21级曝光尺药膜面向上平放在玻璃面上,然后再选择合适的重氮片,药膜面向下覆盖在21级曝光尺上,并关闭上灯,设定曝光指数。
按正常操作曝光,测试曝光能量。
3.2调整曝光能量(指数)直至重氮片在2-3格透明,3—4格微后,即可进行重氮底片的复制。
3.3以黑底片代替上述曝光尺,重复3.1A的操作,复制底片。
复制重氮片前必须专门清洁曝光台。
(先用菲林水或酒精清洁MYLAR、曝光台,再用吸尘辘吸尘,并且每复一次底片需用吸尘辘清洁曝光台、MYLAR,并检查是否干净。
)3.4曝光时,曝光灯只开下灯,并且每次曝光前都加以辅助擦气。
3.5氨水显影①、开机:首先插上电源再打开输送开关,并预热5-10min;后才能显影。
②、显影:重氮片膜面朝上显影,如超过5次仍不能呈现红色且均匀一致,须要求重新更换氨水,显影时,要求横竖方向交叉显影6次,氨水为26%的浓度。
3.6根据生产板尺寸裁剪菲林,一般大于板边5—10mm。
3.7将菲林四角裁成圆形,并且在有效图形外打上胶纸孔,用于粘住生产板。
4.0菲林的检查4.1逐套检查菲林,对检查不合格的菲林,必须用刀片或菲林笔(黑油笔)修补,合格后方可交对位员生产,并记录型号及数量和日期等。
4.2每套菲林使用次数不超出300-400次,超过使用次数必须更换;菲林有更改或损坏到无法修补时重新制作,菲林有效期为:18-24个月。
菲林检查培训教材一.线路菲林的检查(包括内外层):1、工具的准备按MI或ECN要求准备以下工具:a.生产菲林b.标准板c.master菲林。
所有工具的编号与版本必须一致。
2、预览MI(ECN)。
MI需要留意的几部分是:a.流程图(注意有无镀通的锣孔&坑槽,外围加工是啤还是锣,线宽线隙补偿有无特别要求)。
b.UA图与钻孔表(注意孔的种类与数量,特别是不镀通孔)。
c.菲林修改与附页修改(仔细理解其含义。
d.压板结构(注意菲林的分层标记)。
3、检查出货菲林药膜面方向是否正确:a.药膜面比较光滑,可用手摸或手术刀刮板边来判断哪面为药膜面。
b.正字菲林是指从药膜面看,标记字应为正字。
反字菲林是指从药膜面看,标记字应为反字。
c.对于手动出货菲林:一公司内层为负片正字(三公司较为特别,为负片反字)外层为正片正字d.对于自动出货菲林:内层为负片反字外层为正片反字4、排版结构检查a.按MI排版示意图给master菲林分层,如下图示,KK层代表L1层,KE代表L2层……b.生产菲林按板边标记L1、L2……顺序分好层。
c.用master菲林对拍相应的生产菲林,如KK拍L1,KE拍L2……,两者必须都能对拍得上。
生产菲林编号master编号L1 (KK)L2 (KE)L3 (KD)L4 (KC)L5 (KB)L6 (KA)5、板边检查:a.内层每隔2”开100mil树脂通道,且不能与单元内空位对住,如下图示:b.检查板边标记字是否正确(对照MI或ECN)内层:制板编号与版本/生产菲林制作日期/层面鉴别(补偿菲林在制板编号前C,补偿阻抗菲林在制板编号加I);lay up结构。
外层线路:制作编号/版本/表面处理/绿油类型/日期/层面鉴别;流程图(从D/F到外围成型)。
c.内层上下层对位标记加在板角,上下层菲林对拍,对位标记须相匹配,标记图样如下示:上层:下层:d.用格仔菲林测量OPE冲孔间距位置以与耙标位置,注意冲孔&s1ot不要与内层指示孔重叠。
晒版前检查菲林的项目:适合正阳图和反阴图。
药膜涂布均匀,五无漏点无脏污和其他一些瑕疵。
具体需要检查的项目如下:
1.菲林名称要和生产通知单完全相符
2. 胶印菲林药膜面要在下,线数175线最佳;丝印菲林药膜面在上,100线最佳。
3.菲林图案要完整,且要和客户所带电脑样、纸样或样盘相符
4.菲林四周及中心要有十字线,并且对称。
5.菲林内圈与外圈要为同心圆
6.菲林图案直径不得超过118mm
7.菲林要有K、C、M、Y四色标识,如没有标识,但客户带有样盘、纸样或电脑样,可依据样盘、纸样或电脑样做标识。
8.菲林图文部分不可有影响印刷效果的亮点、折痕、污迹、划伤或直边,如经过仔细查看菲林上的亮点、折痕、污迹、划伤或直边不会影响到印刷效果可做版。
(检查时主要看,这些缺陷的大小,以及所在位置的网点大小,其他颜色的下墨量等。
)。
目录一.目的二.依据三.检查方法四.检查项目五.检查内容六.辅助工具七.记录八.附注一.目的:控制生产前工具资料的产品质量,避免问题发生二.依据:参考生产指示MI,本厂生产能力,客户资料三.检查方法:1、检查菲林按工程部提供图纸或原装单只及双片之正片菲林去拍对生产菲林负片,每单元或双片。
2、检查菲林按图纸或原装单只及双片之负片菲林去拍对生产菲林负片,每单元或双片。
3、检查网版用生产菲林(或原装菲林)去拍对网版。
4、检查确认合格菲林和网版,在菲林边网版边位上签名,不合格菲林及网版退回工程部并作记录。
四.检查项目:线路碳线菲林、绿油菲林、字符菲林、网版五.检查内容:1、检查线路、碳油线路菲林,检查是否多PAD或少PAD。
开路、短路、狗牙、沙孔、幼线、粗线、崩缺等问题。
主要检查“IC”位,邦定位,金手指是否有线头缺、长短,弯曲不齐以上问题等,再用光板(实板)对拍线路负片,线路对拍碳油线路是否吻合。
2、检查S/M菲林用S/M负片对拍线路正片菲林,检查是否多PAD或少PAD,露线、渗油、偏移等问题,再用光板(实板)对S/M正片和负片菲林再次检查以上问题。
3、检查绿油桥、碳油桥,用线路、碳线菲林对拍检查是否有多PAD或少PAD露铜,渗油孔点等问题,主要检查其宽、窄问题,检查绿油桥是否覆盖完整,碳桥是否接触适当是否有露线。
4、检查字符菲林是否有多字或少字、字符崩缺、模糊不清等问题。
用字符菲林对拍线路正片或S/M菲林,检查以上问题。
5、检查网版用生产菲林(原装菲林)对拍网版,检查是否吻合或变形,检查网版T数是否符合以上要求。
显形不良或过度,脱膜不净,鬼影等问题。
六.辅助工具:10倍放大镜菲林尺手术刀双面胶光板(实板)七.记录:检查日报表八.附注:A.测量网版:用张力计测试所拉网的张力是否达到要求的张力,(测五个点:网心和四个角;每个点之间的张力相差不能超过1N/CM)。
参数要求如下:(拉网封胶前参数)18T:34-38N/CM 51-68T:28-32N/CM60-80T:26-30N/CM 90-120T:25-28N/CM140T:24-27N/CMB.参考网版T数黑油线路:120T-140T (UV)绿油:100T-120T(焗油)绿油:51T-68T 碳桥:51T-68T绿油桥:90T-100T 白字:100T-120T湿膜:68T-80T 兰胶:18T碳油灌孔:51T 碳点:51TC.水菲林号数参考:黑油线路:18# 碳桥、碳线:35#碳点:18# 碳油灌孔:50#。
菲林检验规范(IATF16949/ISO9001-2015)1.0范围适用于本公司菲林的检验。
2.0检验资料与检验工具:光台、10倍放大镜、刀笔、产品图纸(MI) 、二次元测量仪。
3.0检验项目:药膜面正/反面确认、线路图形及版本确认、菲林外观检验。
4.0菲林的质量要求:4.1菲林的正负片要求,在菲林编号信息上打上正负片信息,(+)为正面、(-)为负片。
4.2菲林药膜面要求:线路菲林:药膜面向下;字符菲林:药膜面向上。
XX曝光菲林:则药膜面应向下;XX丝印菲林:则药膜面应向上。
4.3线路及图形走向应与MI图纸一致。
4.4 线宽要求:产品线宽≤0.07mm,菲林线宽公差±0.003mm;产品线宽>0.07 mm,菲林线宽公差±0.005mm。
4.5 药膜面无开短路、沙眼、针孔、线幼、药液污染、残迹等缺陷。
4.6 菲林的遮光度(黑度)及透光度(如菲林内有气泡)不差于封样。
4.7 每款型号菲林成套交货,如双面板则上下两面一起交货,四层板则4张菲林一起交货。
5.0检查步骤:5.1品质部收到菲林后进行登记,并准备好检验资料和工具。
5.2将光台清洁干净,防止菲林划伤。
5.3用图纸与待检菲林进行黑度对比检验,黑度应达到封样菲林或超过封样菲林(有封样时执行此条,一般不特别作要求,重点产品特殊管控时才做封样菲林)。
5.4按4.1和4.2条确认菲林和正负片和药膜面。
若不能确定药膜面,应用刀笔在菲林无用的图形处刮一下,黑膜被刮掉的一面则为药膜面。
5.5用图纸核对菲林图形(如线路走向),及菲林的型号、版本号等是否相同。
5.6用10倍放大镜检查菲林药膜制作情况,是否有开短路、沙眼、针孔、线幼、药液污染、残迹等缺陷,有不良的地方须贴附小红色标签,箭头指向不良处。
5.7经检验合格的菲林,必须贴有确认人或检验员签名的合格标签,贴标签时注意不要贴到图形内,或贴在存放菲林的袋子上。
5.8检验完后整理工作台面。
5.9不合格菲林贴不合格标签,填写《异常报告单》给主管确认,并通知工程部处理。
菲林檢查步驟一外層線路菲林檢查用分孔圖對照MI圖紙上的分孔圖示明面向和方向1用分孔圖對照MI上工具表分出無銅孔符號及數量並用油性筆做為區分2用原裝正片對照MI圖紙上同一層標明面向及方向(面路方向成型一致)3用原裝正片對生產負片檢查底片的吻合性是否有多焊盤,多線。
4用原裝負片對生產正片是否有少焊盤光線5用生產負片對TP正片檢查對準度6用生產正片對TP正片檢查削銅皮,離外型是否符合MI要求及制程能力7用生產正片對TP負片檢查無銅孔焊盤是否取消8用生產菲林正片對TP負片檢查無環PTH孔是否有加擋點焊盤,焊盤大小是否符合制程9用生產正片對TP正片檢查料號及版本邊角線方向孔藥膜面切片孔排版方向及面向等等是否正確10 用生產負片對TP正片檢查單邊是否符合MI要求及制程。
二用生產正片對生產負片交錯檢查單只於單只之間是否一致。
1.用生產正片對TP正片檢查NPTH孔的掩膜是否符合制程2.用生產正片對TP正片檢查鑼剿位,削銅皮是否符合MI要求及制程3.用生產正片對TPZ 正片檢查,金手指分是否避開了長條孔及無4.金手指版是否有加假金手指引線是否與板邊相連。
5.金手指引線是否符合制程。
6.工藝邊有要求加光點的在電腦內對照MI成型圖檢查光點數據是否正確非曲7線路非林上MI有要求加蝕刻字及UL標記的需要避開無銅孔及8.線路非林是否有凹現象。
9.線路非林上MI有要求加蝕刻字及UL標記應如客原裝非林上的字元方向一致。
10.檢查線寬線距是否符合MI要求及制程。
三阻焊菲林的檢查1 看清楚MI上對阻焊的菲林的要求2 用原裝負片對照生產正片檢查是否少開窗3 用原裝綠油正片對照生產綠油負片檢查是否有多開窗4 用生產正片和生產負片交錯檢查單只與單只產否一致5 綠油菲林上MI要求加綠油字的。
所加字與MI上是否一致。
綠油字是否避開蝕刻字及白油層上字元6 檢查綠油橋是否符合制程7 檢查綠油藥膜面層次方向孔切片孔開窗料號及版本號8 檢查開窗孔是否加擋點。
一般来讲母片为黑菲林又称为银盐片,主要用来复制工作片(黄片又称为重氮片),但工作片却不一定只有黄片,也有黑片做工作片,其主要是做高精密度HDI板或者为了节省开支在一次性的小批量线路板生产中使用,黄片是用于普通板及打批量的普通线路板制造时使用。
正片为进行图形电镀时使用,显影掉的是线路,留下的作用是抗腐蚀的电镀,主要镀上的是铅锡。
负片为直接蚀刻所用,显影后所留抗蚀处为线路,直接用盐酸和双氧进行水蚀刻。
药膜面区分时黑片光面为药膜,黄片则相反,一般可以通过刮笔或刀片在菲林上刮一下可看出那一面为药膜面。
黄片使用时注意:有光面与哑面两种,第二种使用时易于出现油面压痕。
菲林线路(有铜)上透光的负片,不透光为正片。
菲林的质量检查原则菲林的输出其实就是一种类似于摄影的暴光过程,它先把图文通过 RIP 解决成的点阵图象(即由网点构成图文),再将其转化为支配激光的信号,运用激光相对菲林片的纵向和横向移动,将激光点(即网点)打(射)到菲林片对应的位置上,使菲林片对应部位暴光,再通过显影机的显定影过程,把未暴光部分冲洗掉,就在菲林片上形成了点阵图象。
至于菲林的质量原则,我想重要应当是涉及下列四个方面:一.实地密度与灰雾,它是衡量软片质量的基础。
灰雾就是指空白菲林的绝对密度,即将密度计绝对清零(对空清零)后所测空白菲林的密度,灰雾值<=0.03 的菲林为优,0.03到0.07 间均为合格。
所谓实地密度是指大实地块的密度值,普通发排软件自带的灰梯尺由于其面积太小,再加上有些菲林药膜有沙眼,使得其实地密度测量值较实际值要小,普通在 3.5-3.8 之间即为合格,但若有大块实地必须确保它的密度值在 4.0-4.3 之间才干确保印刷品的色彩饱和又不会使暗调层次并集。
二.线性化数值,它是量软片质量的重要因素。
普通应确保软片灰梯尺上的标示数值与测量数值相差<=2 为合格。
但由于普通的高精度印刷机都有一定的色彩可调程度,因此我们只要确保其线性化差值<=5 即能确保印刷品的质量。
三、网点形状、网角及挂网线数,网点规定圆滑、殷实,无锯齿,无拖尾;网角符合原则(普通单色 45 度,四色想差 30 度)不撞网;挂网线数适合印刷介质(如:新闻纸不高于 120LPI,铜版纸不低于 133LPI)。
四.曝光后的药膜质量,是最后一道关,也是最容易被人无视的一种因素。
软片上实地上没有沙眼,药膜无划伤,无油迹,无定影未除掉的“白点”。
才干说是一张质量过关的软片。
引用 LYUS 老师所讲:———————————————————————————————————————看高光小点子与否出齐。
例如你制作的图片中所设定的最小点子是2%,那么就要看 2%的小点子与否出来了,与否完整。
菲林检查指引
1.0 目的
通过对菲林进行的检查,及时发现工程制作或菲林光绘过程中出现的问题,避免错误,以保
证产品符合客户要求。
2.0 范围
适用于本公司所有菲林以及客户提供菲林的检查。
3.0 职责
工程菲林房负责检查及菲林发放。
生产部负责黄片制作检查以及使用。
4.0 特别要求
4.1 检查菲林员工不能戴首饰和留指甲,以免划花菲林。
4.2 环境温度控制在22±5℃。
5.0 作业内容
5.1 检查菲林必须在光滑的平台上进行检验。
工具、十倍镜、菲林笔、手术刀。
5.2 根据流程单上的登记检查菲林的编号是否正确。
5.3 检查菲林的药膜面向,无法判定时用刀片轻轻刮菲林的遮光边,不可以刮成型区域,是药膜面
的会被刮掉黑色的药膜粉,不是则不会掉。
5.4 药膜面区分好之后,药膜面朝上、检查菲林上的编号字是正字还是反字,假如是正字,那么就
需要复制黄菲林来生产,是反字就可以直接投入生产使用。
5.5 线路外观检查时开路、短路、线幼、狗牙、缺口、擦花、折痕都不可以有。
5.6 当生产使用过程中检查菲林有擦花的时候要立即停止使用,需要用菲林笔修复后方可使用,无
法修复时需打报废,并且要填写菲林重绘申请表经过审批后方可重出,因个人失误导致报废的要追究相应的责任。