生产菲林制作检查控制管理指示
- 格式:docx
- 大小:89.56 KB
- 文档页数:10
1、目的确保菲林管制标准化,使生产使用的菲林品质得到保证,提升产量。
2、适用范围本规定适用于公司菲林制作、检验、使用和管理部门。
3、职责3.1工程部负责Gerber资料的制作、光绘资料的提供。
3.2品质部负责对制作好的菲林进行检查验收。
3.3生产部负责菲林领取,使用过程中的清洁保管及菲林使用次数的统计。
4、使用工具菲林底片、重氮片、曝光机、40X体视镜、手术刀、大剪刀、氨水、除尘胶滚、酒精、菲林水、菲林笔、无尘纸、菲林专用袋、温湿度计、100X目镜。
5、作业流程和作业内容5.1作业流程见附页5.2作业内容5.2.1工程部制作人员将处理好的菲林文件准确无误地发至外协厂商,需保证所发出的菲林必须在:白天6小时,夜班12小时内催收回厂,所有回厂的菲林均由工程部人员签收登记在《菲林外发登记表》。
5.2.2签收好的菲林需到物测室做二次元测量,根据实测底片数据与设计值做对比,判定底片涨缩比例是否在要求范围内(标准:±0.02mm),线宽线距是否符合要求,细手指大于128pin 时,必须测手指总宽度(工程提供标准),并记录于《菲林测量记录》。
5.2.3 PQC检验员对回厂黑片进行检查,再依据工程图逐项对底片进行检查,检查结果填写于《黑菲林检验记录表》上,有不符合项及时回馈至工程部;如有因光绘、显影或复片造成的不良,如线细、间距不足、线路模糊、大面积沙孔、黑线、刮花开路、图形移位等异常现象时,应及时反馈至工程人员,不合格的底片需通知工程设计部重新外发菲林,并记录于《菲林检验记录表》,重新外发菲林回厂合格后方可进入下一步骤。
5.2.4 由菲林管理员将黑菲林翻制成重氮片5.2.4.1将重氮片裁剪成与黑菲林相应大小的片。
5.2.4.2将曝光机电源打开并打开光源起动器,检查灯的能量,并设置曝光能量值。
5.2.4.3用无尘纸蘸少许菲林水将曝光机工作台面清洁干净。
5.2.4.4将剪好的重氮片药面与黑菲林药面相接触,打开抽真空开关,确认真空抽净后再进行曝光。

1.0目的旨在建立菲林中心生产菲林检查与发放控制的规范,以确保生产菲林的品质符合生产及客户的要求。
2.0范围适用于PE菲林中心菲林检查工作,以及菲林工具的查核、收发控制。
3.0参考文件3.1HDI板制作指引3.2工具孔及工具盘制作指示3.3工具发放回收管理指示4.0定义4.1 菲林工具:指提供给生产部做板使用的各种生产菲林,包括内层、CFM、外层、阻焊曝光、挡油、字符、选择性印油等,以及检查使用的孔点外形菲林等。
4.2 菲林极性及药膜面定义,见下表:4.3菲林中心使用的主要设备设备名称品牌型号光绘机Mania SW8850冲片机GLUNZ&JENSEN MultiLine PRO 86 PCB2D测量机SCREEN DR-5500-FⅡ菲林AOI机Orbotech DISCOVER PT光密度仪X-rite X-rite3695.0职责权限5.1产品工程部(PE)负责该指示的制定、修订及具体实施;5.2品质工程部(QE)负责对本指示的审核;5.3生产部(PROD)负责菲林有关项目的验证及监控。
6.0流程图7.0程序7.1内层、CFM菲林制作检查7.1.1光绘菲林,打开光绘机客户端软件Ucam-Smartplot,将CAM输出的正确数据导入,光绘参数设置须符合4.2要求,采用8000dpi光绘;7.1.2菲林静置,为保证菲林尺寸的稳定性,菲林光绘后先静置0.5小时再贴保护膜,以减少菲林尺寸的变形;7.1.3透光密度检查,菲林静置后用X-rite369光透射密度仪进行检查,方法是抽测菲林四角和中央黑色位置,密度必须大于4.1个单位,若有异常,必须通知值班或主管进行处理;。
博罗康佳精密科技有限公司 文件编号:BK 2- 03-E-002 文件名称:菲林制作作业指导书 声明: 制定部门:工程工艺部 生效日期:2009.11.23程序文件 版本/版次:A/1 页次: 1/7本文件属本公司所有。
未经管理者代表批准,禁止复制、泄漏,在本公司内部使用, 限于发 放名单上的人或其委托人。
如“受控文件”印章并非红色,代表此文件不会受到控制及更新,请使用受控文件。
修 改 记 录序 最新 页次 号 版本 修改内容记要 修改者 审核 批准 生效日期 备注制定: 日期:2009 年 11 月 23 日 □总经理 发放 □计划部 对象 □品质部审核: 日期: □财务部 □工程工艺部批准: 日期: □行政管理部 □设备动力部 □市场部 □制造部□管理者代表 □采购部博罗康佳精密科技有限公司 文件编号:BK 2- 03-E-002 文件名称:菲林制作作业指导书 1 目的 1.1 制定部门:工程工艺部 生效日期:2009.11.23程序文件 版本/版次:A/1 页次: 2/7明确菲林手工制作的作业步骤,作业方法与注意事项,确保菲林手工作业的正确迅速,以满足客户与生产的需要.为了确保设备的正确运行与可靠性,减少设备故障,延长设备使用寿命. 2 使用范围 本公司所有菲林制作; 3 使用设备 绘机、冲片机、压膜机、CCD 打孔机 4 内容 4.1 菲林制作人员依据生产需求,定出需制作的菲林型号,依以下作业程序,制作菲林.4.2 拼板光绘 4.2.1 菲林制作人员将需制作的菲林型号导入 CAM350 中,将其导出复合层.将复合层导入 COS, 进行拼板 4.2.2 菲林制作人员拼板后进入暗房,用双手拿取菲林的边缘将盒子中的菲林取出,手动上片 于光绘机的滚筒上,取用菲林时避免戴手表、戒指、不能留长指甲等.当手在(光绘机里装置软片时, 要小心避免缺失,减少对软片做不必要的擦拭或整平的动作) 4.3 冲片 4.3.1 菲林技术员将光绘完的菲林取下,将菲林的药膜面朝下,放入冲片机进行冲片, 冲片机药水配比参数要求:显影药水配比:4(水):1(药水原液). 定影药水配比:4(水):1(药水原液) 冲片时药水温度为 28~34 度,时间 25~30 秒为宜.冲片机的操作以<<冲片机操作规程>> 实施具体的控制. 4.4 裁片: 菲林技术员将绘制好的菲林放于检修桌上静置,待静置后将菲林放于裁切刀上,将多余的 边料裁切掉. 4.5 修补 菲林技术员先对光绘菲林进行检查有无缺陷,并对菲林上的缺陷进行修理. 4.6 压膜: 菲林技术人员将初检完好的菲林药膜面朝上,放入压膜机中压膜. 4.7 打 PIN: 菲林技术人员将菲林的方位孔处放入打孔机钻头下打 PIN。
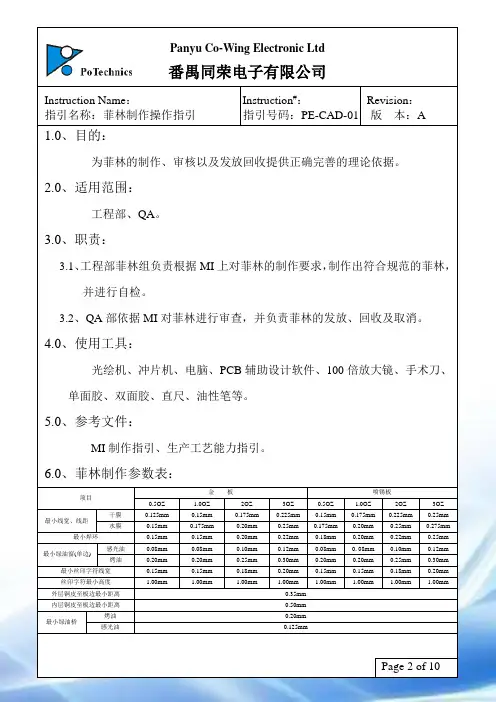
Instruction Name:Instruction#:Revision:指引名称:菲林制作操作指引指引号码:PE-CAD-01 版本:A1.0、目的:为菲林的制作、审核以及发放回收提供正确完善的理论依据。
2.0、适用范围:工程部、QA。
3.0、职责:3.1、工程部菲林组负责根据MI上对菲林的制作要求,制作出符合规范的菲林,并进行自检。
3.2、QA部依据MI对菲林进行审查,并负责菲林的发放、回收及取消。
4.0、使用工具:光绘机、冲片机、电脑、PCB辅助设计软件、100倍放大镜、手术刀、单面胶、双面胶、直尺、油性笔等。
5.0、参考文件:MI制作指引、生产工艺能力指引。
6.0、菲林制作参数表:项目金板喷锡板0.5OZ 1.0OZ 2OZ 3OZ 0.5OZ 1.0OZ 2OZ 3OZ最小线宽、线距干膜0.125mm 0.15mm 0.175mm 0.225mm 0.15mm 0.175mm 0.225mm 0.25mm 水膜0.15mm 0.175mm 0.20mm 0.25mm 0.175mm 0.20mm 0.25mm 0.275mm最小焊环0.15mm 0.15mm 0.20mm 0.22mm 0.18mm 0.20mm 0.22mm 0.25mm最小绿油窗(单边) 感光油0.08mm 0.08mm 0.10mm 0.12mm 0.08mm 0. 08mm 0.10mm 0.12mm 烤油0.20mm 0.20mm 0.25mm 0.30mm 0.20mm 0.20mm 0.25mm 0.30mm最小丝印字符线宽0.15mm 0.15mm 0.18mm 0.20mm 0.15mm 0.15mm 0.18mm 0.20mm 丝印字符最小高度 1.00mm 1.00mm 1.00mm 1.00mm 1.00mm 1.00mm 1.00mm 1.00mm 外层铜皮至板边最小距离0.35mm内层铜皮至板边最小距离0.50mm最小绿油桥烤油0.20mm感光油0.125mmPage 2 of 10Instruction Name:Instruction#:Revision:指引名称:菲林制作操作指引指引号码:PE-CAD-01 版本:A7.0、菲林的制作:根据客户提供资料的不同可分为电脑制作菲林和手工制作菲林,电脑制作菲林的软件有:GC-CAM V2000 CAM350等。
生效日期:年月日1.目的为了加强菲林使用的管理,确保菲林有效使用,并按序生产,提高效率,进而满足顾客交货期要求。
2.适用范围公司菲林的交接、收发与存放管理。
3.职责3.1设计部负责对客户文件确认后菲林的制作,传送外协单位出片,并负责对菲林进行核对。
3.2版房负责对菲林的核查。
3.3.技术部负责对菲林的收、存、放与保管。
4.管理流程:A..新产品制作时;B.原有产品变更涉及菲林变更;C.损坏遗失时;5.工作程序5.1设计部`根据客户提供的图稿进行文件制作,传送客户确认文件,保留确认依据。
确认后通知业务,若无疑义及时发给外协单位出片,同时与菲林供应商保持沟通与跟进,规定在12小时内拿到菲林。
则技术部须对回来的菲林核对无误后装入菲林袋,送交到版房。
5.2版房拿到菲林后对菲林进行核查,检查菲林与样稿的一致性,并核对生产工艺单号及工艺单上的内容,确认无误后晒版,晒版后回收入袋。
5.3编目卡由技术部保管员必须按规定格式填写,确保字迹工整,内容准确,填好后统一贴于口袋右边,粘贴编目卡后放于指定位置,并登记于《菲林台帐》。
5.4菲林在使用过程中若有损坏、遗失、报废时及时与生产部商量解决办法。
如报废的经生产部确认后,由版房人员及时填写〈〈菲林报废申请单〉〉交于工艺部领导审批后出片。
5.5当客户产品变更时,需对原菲林变更,对原菲林变更时(对于3A客户自行变更的除外) ,销售跟单人员应填写《菲林变更通知单》,工艺主管在变更通知单内进行确认,设计部在接到会签后的菲林变更通知单后,及时对原文件进行生效日期:年月日变更;同时进行电子文件保存。
变更后流程按5.1执行。
5. 6技术部保管员应定期(一般是半年)与业务部核对库存菲林的报废情况,由技术部填写《报废申请单》,经生产、工艺等部门确认后,由申请人执行报废,将报废的菲林清理,通知采购部负责外卖。
6.0菲林的使用归还6.1使用人员在使用菲林时应小心拿放,避免用手直接接触药膜或划伤表面;6.2制版结束后,使用人员应及时用酒精进行局部清洁以去除污渍;6.3技术部保管员对归还的菲林应做外观检查,确保无药膜磨损、破裂、变形;6.4对外发外加工的产品所有菲林须由技术部保管员进行领用登记,并做好后续归还日期的追踪跟进。

累计编号:汕头超声印制板公司工作指示标题: Genesis2000系统检查拼板菲林工作指示编号: WI-Y-R&D-A007 版本:0生效日期: 2003.5.26 页数:27编写:章绵生日期: 2003.5.18 审核:张伯璋日期: 2003.5.19 批准:刘建生日期: 2003.5.26工作指示修改表1.0 目的通过本工作指示的指引,熟悉Genesis2000系统软件检查拼板菲林的一般操作要求和判定方法,通过此WI规定详细的操作步骤,确保绘出的生产菲林满足生产需求。
2.0 适用范围拼板菲林制作、检查技术人员。
3.0 职责:(1) 拼板菲林制作技术员按照MI及菲林制作要求等工作指示进行拼板菲林制作,菲林检查技术员按照MI及本工作指示进行检查,确保拼板菲林设计满足生产和客户的需求。
(2) 主管负责本工作指示的落实执行和监督并定期根据需要进行版本更新。
4.0内容拼板菲林制作完成后填写《拼板制作过程表》(见附表)置于指定位置待查,菲林检查员按派工情况取完成拼板的《拼板制作过程表》进行菲林检查,检查完成后将《拼板制作过程表》填写完整并提交数据库,同时将表置于已查处,光绘菲林的人员按需取表光绘并记录。
其它菲林(如换页修改)的制作和检查将不用填写《拼板制作过程表》,而是以换页修改代替《拼板制作过程表》。
4.1 拷贝资料以制作好的PCB菲林文件名拷贝全套资料,在Dest job位置创建一个相同文件名但以.chk为后缀名的JOB,并在Database处选择Genesis。
如下图:4.2 检查属性结合MI图纸检查PCB菲林层次的命名、属性是否正确,同时检查是否有客户的PCB 菲林存在。
4.2.1用鼠标M1点击Job Matrix按扭,系统弹出PCB的属性,如下图:逐层打开PCB图形,并对照MI图纸及已定义好的各层属性检查叠层结构、各层属性及内容是否与图纸一致。
同时检查客户菲林是否存在。
各层属性选项:根据PCB的所在层图形实体判定是否属于Signal,Power_Ground,Mixed,Solder_Mask,Silk_Screen,Solder_Paste,Drill,Rout, Document.层极性选项:根据PCB的所在层图形实体判定是否属于Positive[正极]或Negative[负极]。
東莞XXXX有限公司菲林、模具、印版管理程序文件編號: P-0024版本: B制作審核核准東莞X X X X有限公司編號P-0024菲林、模具、印版管理程序版本 B頁次版次 1 修訂履曆表No: 日期版次內容修訂者審核核准1 08.07.14 B/1 在5.2.5里增加QC核對確認內容表格編號:F-0003-A編號P-0024菲林、模具、印版管理程序版本 B頁次 1 OF 4 版次 1目錄1.目的……………………………………………………… 2/42.範圍……………………………………………………… 2/43.權責……………………………………………………… 2/44.定義……………………………………………………… 2/45.作業內容…………………………………………………2/45.1.流程圖………………………………………………….2/45.2.菲林、印板制作管理………………………………….2/45.3.模具制作管理……………………………………………3/45.4.報廢………………………………………………………4/46.相關文件………………………………………………… ..4/47.附件…………………………………………………………...4/4制作日期2008.07.14 制作部門制版部表格編號:F-0011-A編號P-0024菲林、模具、印版管理程序版本 B頁次 2 OF 4 版次 11.目的:確保產品品質得以保証.2.範圍:本公司所有菲林、模具、印版的制作管理.3.權責:生產部菲林、模具、印版的制作、使用、安置.4.定義:(無).5.作業內容:5.1.樣辦、菲林制作與管理程序流程圖(附圖一).5.2.菲林、印板制作管理.5.2.1.菲林:本廠使用菲林都由客戶提供.5.2.2.客聯部接客戶菲林、模具制作資料后首先做好對稿工作,由部門主任確認無誤后,下發下一部門,交接時要有簽收記錄.5.2.3.印刷版房、制模樣辦部接客聯部下發的資料后部門主任需核對來稿資料是否正確、齊全.確認正確后在簽收記錄上簽名.5.2.4.印刷版房主任在確認菲林和來稿資料相符后用片種覆片復好的菲林作拼版用.5.2.5.拼妥大版菲林后,拼版技工需晒藍紙一張,核對藍紙上的內容是否和來稿工程單上的要求一致.確認無誤后需經部門主任及QC確認核對,核對無誤后部門主任QC確認需在藍紙上簽名確認,拼版技工在拼妥正確的菲林版夾線內寫上客戶、用紙尺寸、色版、首次單號、貨號、日期、模具/菲林編號.5.2.6.如不通過操作同5.3.1與5.3.25.2.7.印版﹕將已合格的菲林按《晒版操作指導書》操作,依《工段質量控制檢測指引》逐項檢查,經部門主任檢驗合格后晒好的整套鋅版﹐晒鋅版的套數須根據訂單數量和承印紙張的紙質來決定要晒几套版﹐如承印紙張為單粉﹑啞粉或粉灰的﹐每3-4萬印數需備多一套鋅版﹔如承印紙張為書紙的﹐每7-8萬印數需備多一套鋅版﹐在每一套鋅版上要須粘上《印版標識卡》(附表一),並登記在《菲林總覽表》(附表二),交印刷部使用,交接時要有簽收記錄.5.2.8.菲林修改:如客戶提出修改菲林時由客聯部按客戶要求出具《修改通知書》,版房則依《修改通知書》進行修改.表格編號:F-0001-A編號P-0024菲林、模具、印版管理程序版本 B頁次 3 OF 4 版次 15.2.9.印刷版的保留﹕印刷完工后的印版有需要保留的,印刷完工后需交版房重新檢驗,檢驗依《工段質量控制檢測指引》進行.質量不合格的下次印刷時需補板.5.3.模具制作管理:5.3.1.生產計劃部審查合格后將相關資料和工程單,一同交制模樣版部繪圖樣,交接時使用簽收記錄.5.3.2.制模樣版部依《模具制作指導書》繪制圖紙,繪制好的圖紙須經部門主任或制模組長審核無誤后在圖紙上簽名確認才可交下工序按圖紙制作模具,模具制作完工后由部門主任安排生產.5.3.3.非本公司生產能力之內的模具需外發制作依《委外加工管制程序》進行,驗收合格后交啤機部試作.5.3.4.啤機部對制模樣版部提供的啤模進行試樣制作.試作按《工段質量控制檢測指引》進行檢驗,結果合格后才貼上《刀模標識卡》(附表三)檢驗合格的啤模須進行編號,用《模具總覽表》(附表四)登錄后交生產部門做大貨.5.3.5.編號﹕5.3.5.1.每款驗收合格的模具編號由制模樣辦部按生產工程單上給定的編號填寫,編號方式采用如下規定﹕□□ --- □□□□客戶代號流水號5.3.5.2.菲林的編號: 本公司700、H5印專版彩盒用“A”字頭表示(如A0001…); 800車專版彩盒用“S”表示; 700、H5車印彩盒搭版用“D”字表示;專版咭牌用“B”字頭表示,搭版咭牌用“E”字頭表示,漿粘盒、紙袋用“F”字頭表示;書版菲林則用英文字母按客戶分類保存,同一客戶的菲林則編流水號加以區分(如:CW代表嘉音,V代表新確……) .表格編號:F-0001-A東莞XXXX有限公司編號P-0024菲林、模具、印版管理程序版本 B頁次 4 OF 4 版次 15.3.6. 修模﹕5.3.6.1.若客戶對訂單刀模須修改時,由客聯部開出《修改通知書》,制模樣版部按《修改通知書》之要求修改刀模.5.3.7.2. 若修改后的刀模驗收不合格時須重復5.3.6.1作業.5.4.報廢: 菲林、模具.5.4.1.1.報廢: 若菲林、模具因損壞、改版或自身品質問題而不能使用時需填寫《菲林、模具報廢申請單》(附表五),經部門經理核准后方能報廢.5.4.1.2.刀模正常的保存期為兩年﹐若刀模存放超過保存期則自行報廢棄。
生产菲林制作检查控制管理指示一、背景菲林制作作为一项重要的生产工艺,对于印刷品的质量和效果有着直接的影响。
为了提高菲林制作工艺的稳定性和可控性,制订本指示,明确菲林制作的检查控制管理要求,确保菲林制作的质量和稳定性。
二、目的本指示的目的是为了保证菲林制作工艺的可控和稳定,提高菲林的质量,减少不良品的产生,降低生产成本,提高客户满意度,并提供相应的参考和指导。
三、检查控制管理内容1.菲林制作工艺流程:(1)根据产品的印刷要求,准备相关的菲林制作工艺流程图,包括从原稿到最终菲林的工艺步骤和所需时间。
(2)制定菲林制作工艺流程的标准操作规程,并进行培训和技能考核,确保操作人员能够正确且熟练地操作。
2.原稿文件的检查:(1)检查原稿文件的完整性和准确性,确保没有遗漏或错误的内容。
(2)检查原稿文件的尺寸和比例是否符合印刷要求,确保能够正确地制作菲林。
(3)检查原稿文件的图像和文字的分辨率和清晰度是否满足菲林制作的要求,确保菲林制作的质量。
3.菲林制作设备的定期检查和维护:(1)制定设备维护计划,定期对菲林制作设备进行检查和维护,包括清洁、润滑和更换易损件等工作,确保设备的正常运行。
(2)建立设备维护记录,记录设备维护的内容和时间,以便跟踪和分析设备的故障和问题原因。
4.原辅材料的质量控制:(1)严格按照标准要求采购原辅材料,并建立供应商的质量评估体系,评估供应商的产品质量和服务质量。
(2)对于原辅材料进行验收检查,确保原辅材料的质量符合菲林制作的要求,杜绝次品的使用。
5.菲林制作过程的控制:(1)在菲林制作过程中建立质量检查点,对制作的每个环节进行检查,确保质量的可控。
(2)在菲林制作过程中建立制度化的记录和数据统计,以便及时发现问题并进行分析和改进。
6.菲林制作质量的检验:(1)制定菲林制作质量检验标准和方法,开展菲林制作质量的检验工作,确保制作出的菲林符合印刷要求。
(2)建立菲林质量档案,记录制作出的每个菲林的生产批次、日期、质量等信息,以便跟踪和追溯。
菲林复制检查作业指导书1.0目的用工程部提供的黑底片(即银盐片)通过曝光、氨水显影而获得棕红色底片(菲林)的制作过程,是用于干膜、湿膜及阻焊曝光的工作底片;控制严重变形的菲林使用。
2.0黑菲林检查2.1检查线路菲林药膜面是否一致(向上),品质部、工程部张贴标签是否贴入图形内。
2.2检查菲林标识(周期、UL标志、厂标)是否完整。
2.3检查菲林有无缺口、开路、短路、砂眼、药液污染、余胶,一般线路菲林不允许有大于1/4线宽的缺口,不允许开路、短路、砂眼、药液污染、余胶。
3.0菲林的复制3.1先清洁好曝光台,将一张阻光纸(如黑胶袋)粘在抽气膜上,将21级曝光尺药膜面向上平放在玻璃面上,然后再选择合适的重氮片,药膜面向下覆盖在21级曝光尺上,并关闭上灯,设定曝光指数。
按正常操作曝光,测试曝光能量。
3.2调整曝光能量(指数)直至重氮片在2-3格透明,3—4格微后,即可进行重氮底片的复制。
3.3以黑底片代替上述曝光尺,重复3.1A的操作,复制底片。
复制重氮片前必须专门清洁曝光台。
(先用菲林水或酒精清洁MYLAR、曝光台,再用吸尘辘吸尘,并且每复一次底片需用吸尘辘清洁曝光台、MYLAR,并检查是否干净。
)3.4曝光时,曝光灯只开下灯,并且每次曝光前都加以辅助擦气。
3.5氨水显影①、开机:首先插上电源再打开输送开关,并预热5-10min;后才能显影。
②、显影:重氮片膜面朝上显影,如超过5次仍不能呈现红色且均匀一致,须要求重新更换氨水,显影时,要求横竖方向交叉显影6次,氨水为26%的浓度。
3.6根据生产板尺寸裁剪菲林,一般大于板边5—10mm。
3.7将菲林四角裁成圆形,并且在有效图形外打上胶纸孔,用于粘住生产板。
4.0菲林的检查4.1逐套检查菲林,对检查不合格的菲林,必须用刀片或菲林笔(黑油笔)修补,合格后方可交对位员生产,并记录型号及数量和日期等。
4.2每套菲林使用次数不超出300-400次,超过使用次数必须更换;菲林有更改或损坏到无法修补时重新制作,菲林有效期为:18-24个月。
菲林管理程序为规范生产管理,提高产品质量,加强菲林管理流程,特制定以下管理程序:一、设计1、客服根据客户订单要求,第一时间把客户订单技术资料交给工程部设计人员。
设计人员接收后在原则上在四个小时日内完成产品设计;2、工程人员完成产品设计后根据客户工艺及技术要求,进行自审,确认后在《产品图纸及菲林设计确认单》设计人员一栏中签字然后交给工程部主管批准;3、工程部主管针对设计人员的设计图纸和菲林稿进行审核,确认无误后在《产品图纸及菲林设计确认单》批准栏中签字,同意外发;4、设计人员在获得主管批准的情况下当天内将菲林设计稿件外发菲林生产单位;5、设计人员对菲林进行编号建档。
二、出菲林1、当天菲林外发后设计人员负责对外发菲林生产周期进行跟进,原则上当天菲林(下午4:30分前)必须当天回厂;2、菲林回厂后设计人员第一时间对菲林进行确认,确认无误后在《外发菲林生产确认单》中签字,下发生产车间。
三、生产1、印刷车间主管接到工程部下发菲林后,根据生产订单工艺要求或封样对所下发菲林进行审核,确认无误后在《菲林生产确认单》相应栏签字,然后安排生产;2、印刷主管在确认时发现菲林有异常,在《菲林生产确认单》相应栏中写出异常原因,在相应栏中签字并将菲林第一时间退回工程部;3、工程部接到生产车间菲林退单后第一时间内迅速查找异常原因,制定纠正预防措施做出相应整改,经审核后重新下单外发菲林生产。
生产车间异常反馈后工程部必须在24小时内给予解决问题。
四、菲林建档1、生产完成后,印刷车间将菲林整理好连同生产确认单及生产实样一张交回工程部;2、工程部菲林管理人员对交回菲林进行检查,查看有无破损,异常及其他影响生产状态,确认菲林完好好,根据菲林编号存档放置;3、菲林编档根据客户为单位,生产日期为序码,生产序号为后缀做到菲林编码的唯一性;4、二次生产或因工作需要借用时,使用部门或个人严格履行登记手续。
不履行登记手续的一律不得借用;5、菲林外借时填写菲林《菲林使用登记记录》,责任人签字。
菲林管理制度一、菲林的种类菲林主要分为两种类型:胶片菲林和CtP直接出版菲林。
胶片菲林是传统印刷行业使用的一种印刷材料,需要在暗室中进行曝光、冲洗、定影等工序,制作成菲林后方能用于印刷。
CtP直接出版菲林是近年来新兴的数字印刷技术,在数字柯式印刷机上直接将印版的图像信息曝光到菲林上,无需进行冲洗定影等工序,节省了大量时间和成本。
根据印刷方式的不同,可以选择合适的菲林类型。
二、菲林管理的流程1. 菲林接收与验收公司接收来自设计部门或客户提供的设计稿件,根据印刷要求选择合适的菲林类型。
对接收到的菲林进行验收,检查菲林是否完整、清晰、无误等。
如果发现菲林存在问题,及时跟进解决,避免影响印刷生产。
2. 菲林编号与分类对接收验收合格的菲林进行编号,并进行分类存放。
可以根据印刷品的不同种类、印刷色数、厚度等因素进行分类,方便后续的使用和管理。
3. 菲林使用与调度根据印刷订单的需求,调度合适的菲林进行印刷。
在使用菲林前,需要进行再次验收确认,确保菲林的完整性和正确性。
使用过程中要注意保护菲林,避免划伤、弯折等损坏。
4. 菲林归档与销毁印刷完成后,将使用过的菲林进行清洗和干燥,然后归档存放。
菲林的存放位置应符合防潮、防尘、防静电等要求,以确保菲林的质量不受影响。
对于长时间不使用的菲林,可以进行销毁处理,及时清理占用的仓库空间。
三、菲林管理的标准1. 菲林的质量标准菲林的质量标准包括菲林的表面平整度、清晰度、色彩准确性等方面。
应保证菲林的图文信息清晰可辨,色彩准确无误,无瑕疵等问题。
对于有问题的菲林,应及时更换或处理,避免影响印刷品的质量。
2. 菲林的存储标准菲林的存储标准包括存储环境、存储温度、存储湿度等因素。
应将菲林存放在通风、干燥、无光照的地方,避免暴晒、高温、潮湿等情况。
在存储过程中要注意防潮、防尘、防静电等处理,确保菲林的质量。
3. 菲林的清洁和维护标准在使用菲林前后,应将菲林进行清洁和维护,确保菲林的表面清洁无尘,以免影响印刷品的质量。
目录一.目的二.依据三.检查方法四.检查项目五.检查内容六.辅助工具七.记录八.附注一.目的:控制生产前工具资料的产品质量,避免问题发生二.依据:参考生产指示MI,本厂生产能力,客户资料三.检查方法:1、检查菲林按工程部提供图纸或原装单只及双片之正片菲林去拍对生产菲林负片,每单元或双片。
2、检查菲林按图纸或原装单只及双片之负片菲林去拍对生产菲林负片,每单元或双片。
3、检查网版用生产菲林(或原装菲林)去拍对网版。
4、检查确认合格菲林和网版,在菲林边网版边位上签名,不合格菲林及网版退回工程部并作记录。
四.检查项目:线路碳线菲林、绿油菲林、字符菲林、网版五.检查内容:1、检查线路、碳油线路菲林,检查是否多PAD或少PAD。
开路、短路、狗牙、沙孔、幼线、粗线、崩缺等问题。
主要检查“IC”位,邦定位,金手指是否有线头缺、长短,弯曲不齐以上问题等,再用光板(实板)对拍线路负片,线路对拍碳油线路是否吻合。
2、检查S/M菲林用S/M负片对拍线路正片菲林,检查是否多PAD或少PAD,露线、渗油、偏移等问题,再用光板(实板)对S/M正片和负片菲林再次检查以上问题。
3、检查绿油桥、碳油桥,用线路、碳线菲林对拍检查是否有多PAD或少PAD露铜,渗油孔点等问题,主要检查其宽、窄问题,检查绿油桥是否覆盖完整,碳桥是否接触适当是否有露线。
4、检查字符菲林是否有多字或少字、字符崩缺、模糊不清等问题。
用字符菲林对拍线路正片或S/M菲林,检查以上问题。
5、检查网版用生产菲林(原装菲林)对拍网版,检查是否吻合或变形,检查网版T数是否符合以上要求。
显形不良或过度,脱膜不净,鬼影等问题。
六.辅助工具:10倍放大镜菲林尺手术刀双面胶光板(实板)七.记录:检查日报表八.附注:A.测量网版:用张力计测试所拉网的张力是否达到要求的张力,(测五个点:网心和四个角;每个点之间的张力相差不能超过1N/CM)。
参数要求如下:(拉网封胶前参数)18T:34-38N/CM 51-68T:28-32N/CM60-80T:26-30N/CM 90-120T:25-28N/CM140T:24-27N/CMB.参考网版T数黑油线路:120T-140T (UV)绿油:100T-120T(焗油)绿油:51T-68T 碳桥:51T-68T绿油桥:90T-100T 白字:100T-120T湿膜:68T-80T 兰胶:18T碳油灌孔:51T 碳点:51TC.水菲林号数参考:黑油线路:18# 碳桥、碳线:35#碳点:18# 碳油灌孔:50#。
Content 目录 Page 页码
1.0 Purpose 目的 4
2.0 Scope 范围 4
3.0 Refere nee 参考文件 4
4.0 Definition 定义
4 5.0 Responsibility and authority 职责权限 4 6.0 Flow chart 流程图
5 7.0 Procedure 程序
5-9 7.1 内层、CFM 菲林制作检杳 5 7.2外层菲林制作检查
6 7.3阻焊曝光、印油菲林制作检查
7 7.4字符、选择性印油菲林制作检查
8 7.5 菲林控制
9 7.6菲林中心与CAM 相关的运作 9 8.0 Record 记录
10
9.0 Appendix 附件
10
SOP No.
Versio n
Effective Date
文件编号PE-CAM-05
版本号A
生效期
1.0目的
旨在建立菲林中心生产菲林检查与发放控制的规范,以确保生产菲林的品质符合生产及客户的要求
2.0范围
适用于PE 菲林中心菲林检查工作,以及菲林工具的查核、收发控制。
Title SOP No. Versi on Effective Date
题目生产菲林制作检查
控制管理指示
文件编号PE-CAM-05 版本号A 生效期
3.0参考文件
3.1HDI板制作指引ME-P-08
3.2工具孔及工具盘制作指示PE-CAM-03
3.3工具发放回收管理指示PE-CAM-07
4.0定义
菲林工具包含各类生产菲林(内层、CFM、外层、阻焊曝光、字符、选择性印油等)以及检查用的钻孔菲林、外形菲林及CFM检板菲林等。
5.0职责权限
5.1PE负责该指示的制定、修订及具体实施;
5.2PROD负责菲林有关项目的验证及监控。
6.0流程图
7.0程序
7.1 内层、CFM 菲林制作检查
7.1.1菲林光绘后进行透光密度检查,菲林光绘后用光透射密度仪进行检查,
方法是抽测菲林四
角和中央黑色位置,密度必须大于4.1个单位,若有异常,必须通知值班或主管进行处理;
7.1.2将菲林放置在菲林AOI 机上进行表观检查,若菲林上缺陷如砂眼、小黑点等数量超出
10
处,需查看CAM 设计,若设计问题,待菲林检查完后通知 CAM 更改,若设计无问题, 则重绘一张;若问题仍存在,则须进行冲机常规清洁保养,之后重新光绘;再次光绘后若 问题依旧,务必通知EM 人员处理,OK 后重绘;
7.1.3拷贝留底;
7.1.4依照PT 检查菲林上工具号、图形药膜面;
7.1.5内层线路菲林单元/SET 检查,以原稿菲林负片对生产菲林正片及原稿菲林正片对生产菲 林负片比
较,检查菲林上修改及异于原稿菲林处是否合乎
PT 要求;CFM 菲林检查开窗
SOP No.
Versio n Effective Date
Title SOP No. Versio n
题目
生产菲林制作检查 控制管理指示
文件编号PE-CAM-05
版本号A
M 认誓林驴朮獰■
更穩
1*1&
•fyfOK 址;]|巴
辛
SUPPLIER
鈿F ;
蚌览血日牛 娄寓豊r 悔
*R2柢示普
环沧血耳明
县的iRlffi
评圻讪有
mMk
*R3ftd ;¥ *« kn'c q n
tttui.卄 ■n.j^虫筑
违 或逋尢细 独i 嘖4«示绘 百仍/j'i :H :吉贮遠舅嚏 斗廿或坠ir.
曜龙可住,
** rfiMHM
心邂尹勺斑
Effective Date
生效期
生产晁林判世枪直桂刎管邯描示盜框厠
2D^ V
FILM Center
CAM QE PROD EM :屮:-i 、,:畑
民口|;亠七,h
VpT^Kkfr.ri SPr&JJ-1
7410菲林PE 检查合格后交给QE 审核,QE 认定有缺陷经PE 确认后需修改的,通知CAM 进 行修改,OK 后输
出重绘。
重绘后由PE 进行AOI 表观检查和缺陷问题处检查,OK 后QE 复核;
7.4.11 QE 发放合格菲林至生产部;
7412生产部在接收菲林6小时内须对菲林表观问题(如砂眼、 黑点等)复检,如有问题则将菲 林退回
QE ;超过6小时而未退还的菲林,则视为合格菲林。
退回的菲林经
PE 和QE 菲
林审核员确认为缺陷的,则视为不合格菲林, 必须在《生产退修记录表》上登记具体的缺 陷内容,同时菲林设计者或菲林审核员将生产反馈的缺陷全部修正, 直到被生产确认为合 格再重新发放生产。
7.5
菲林控制
7.5.1菲林发放与回收
菲林发放与回收管理参见《工具发放回收管理指示》。
7.5.2菲林保存
7.5.2.1阻焊菲林保存黄菲林由工序完成,黑菲林由菲林中心保存; 7.5.2.2内层、CFM 、外层、字符工序的菲林根据生产的需要,保存在
PE 菲林中心。
7.6
菲林中心与CAM 相关的运作
7.6.1
生产菲林与CAM DATA 一致性
7.6.1.1菲林中心人员进行菲林审核,如发现问题,通知
CAM 修改,并重绘菲林至正确;
7.6.1.2如不需重绘,则进行手工修改,手工修改菲林中心需同时将留底一起修改;
7.6.1.3如CAM 在自检时发现错误,需第一时间通知菲林中心人员停止光绘,并删除错误文 件,如
菲林已绘且错误处可手工修改,菲林中心员工按手工修改。
无法修改,菲林直 接判定报废。
7.6.2
光绘文件与 CAM DATA 一致性
7.6.2.1非正式生产工具传送文件时,文件名ZZZ 需与正式生产工具文件名 XXX 有明显区别。
在工
具完成后,光绘人员负责将文件立即删除;
7.6.2.2改周期菲林,文件名丫丫丫需与正式生产工具文件名 XXX 有明显区别,以免菲林中心 用错
文件;
7.6.2.3如CAM 传错文件或CAM 内容有过修改,CAM 人员须立即删除原光绘文件或请光绘 人员删除并
根据需要,决定是否重传文件。
Title
SOP No. Versio n Effective Date
题目
生产菲林制作检查 控制管理指示
文件编号PE-CAM-05
版本号A 生效期
8.0记录
9.0附件
9.1 内层、CFM菲林检查报告共1页
9.2 外层菲林检查报告共1页
9.3 阻焊曝光、印油菲林检查报告共1页
9.4 字符、选择性印油菲林检查报告共1页
9.5 生产退修记录表共1页。