京瓷切槽刀片技术参数
- 格式:pdf
- 大小:3.97 MB
- 文档页数:14
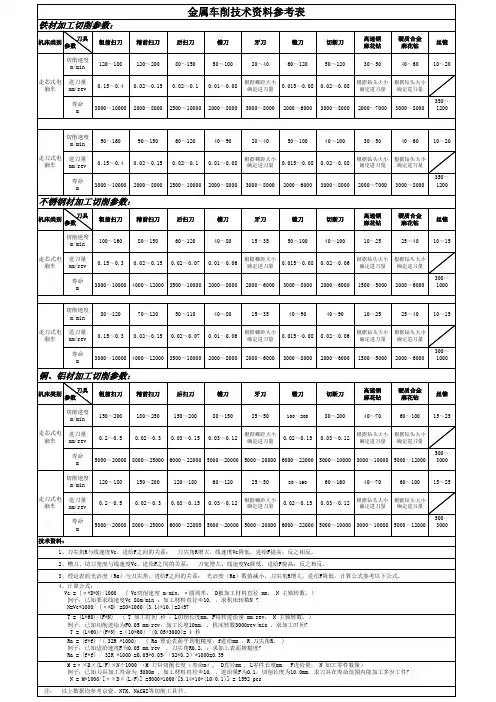

颗粒度60058×0.3×4025000轉 2mm/s 两刀切首刀留厚1.45mm 尾刀留厚0.15mm第一分度5.2+5.2第二分度14磨损量相当少几乎划一片不需要修补正崩几乎没有部份區域背崩背崩集中于中間過的幾刀上每劃一片磨刀1次10片30000轉 2mm/s 两刀切首刀留厚1.45mm 尾刀留厚0.15mm第一分度5.2+5.2第二分度14磨损量相当少划切一片基片的磨损量在0.015mm左右隔行切割顺利,无任何崩坏现象3片修正一次划切20片后需进行磨刀30000轉 2mm/s 两刀切首刀留厚1.45mm 尾刀留厚0.16mm第一分度10.4+10.4+5.2第二分度1430000轉 2mm/s 两刀切首刀留厚1.45mm 尾刀留厚0.15mm第一分度10.4+10.4+5.2第二分度1430000轉 2mm/s 两刀切首刀留厚1.45mm 尾刀留厚0.15mm第一分度10.4+10.4+5.2第二分度1430000轉 2mm/s 两刀切首刀留厚1.45mm 尾刀留厚0.15mm 劃長條再切短10.4+10.4+5.2划片量16片大于30片颗粒度40056×0.2×4057×0.3×40SD600R10MB01磨损量較少划切质量刀片修正基本良好正崩几乎没有背崩少量出现,且都在基片周边正崩几乎没有背崩相当严重基片几乎全部往一个方向断裂划切时刀片会发生倾斜以致刀片打碎SD600N/5BR0656D-0.30T-40H56D-0.30T-40H56*0 3*40 4#SDC325-75BG2刀片型号尺寸SDC600-75BG2划切参数划切方式&参数磨损量全部切透算一刀划片10刀后需要往下修补0.01留厚值全部切透算一刀划片10刀后需要往下修补0.01留厚值与SDC600-75BG2型号相同刀切厚1.45mm 尾刀留厚0.15mm 第一分度5.2+5.2第二分度14几乎划一片不需要修补部份區域背崩崩集中于中間過的幾刀上次0片。
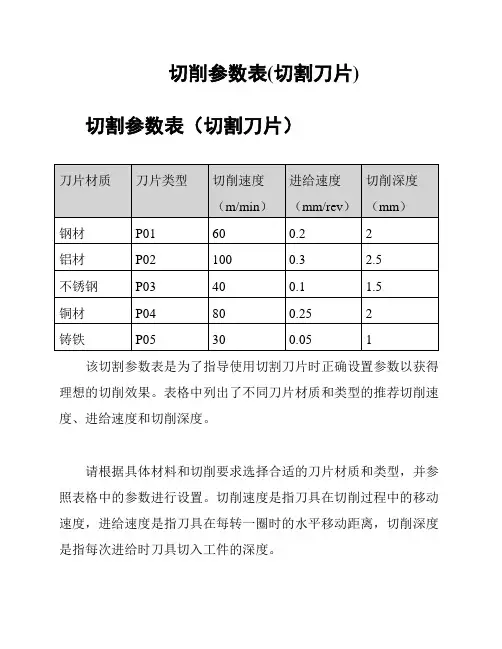
切削参数表(切割刀片)
切割参数表(切割刀片)
该切割参数表是为了指导使用切割刀片时正确设置参数以获得理想的切削效果。
表格中列出了不同刀片材质和类型的推荐切削速度、进给速度和切削深度。
请根据具体材料和切削要求选择合适的刀片材质和类型,并参照表格中的参数进行设置。
切削速度是指刀具在切削过程中的移动速度,进给速度是指刀具在每转一圈时的水平移动距离,切削深度是指每次进给时刀具切入工件的深度。
注意,根据具体切削情况需灵活调整参数。
遵循切削理论以及
经验来进行试切并观察切削效果,根据实际情况适当调整切削参数,以达到最佳切削效果和工件加工要求。
请妥善保管该参数表,并随时查阅以及更新切削参数。
如有任
何问题或需要进一步的帮助,请随时联系我们的技术支持团队。
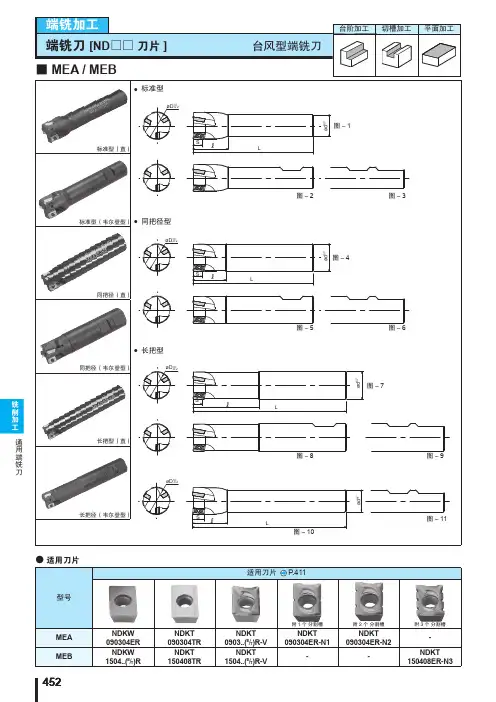
标准型(韦尔登型)同把径(韦尔登型)长把型(直)附1个 分割槽附2个 分割槽附3个 分割槽NDKWNDKT NDKT NDKT -通用端铣刀刀铣端用通工加削铣通用端铣刀● 钩槽型刀片安装的注意点• 钩槽型刀片必须安装在正确的位置。
如果安装的位置错误,将导致无法加工或刀杆本体破损,所以请注意。
• MSR 型的钩槽型刀片安装位置指示标志就刻在刀片安装部位的旁边。
MEA/MEB 没有刻象征无沟槽/有沟槽刀片安装位置的标记。
请务必参照表-1/表-2后,再实施组合运用。
不可安装同 样的钩槽型刀片(-N1, -N2 或 -N3).表1表2◆ MEA型台风型端铣刀的切削性能◆ MEB型台风型端铣刀的切削性能[切削条件] 切削速度:V=100mm/min,伸长量:与图中“ ”尺寸相同 刀片:NDKT0930ER-V(PR660),切削液:无[切削条件] 切削速度:V=100mm/min,伸长量:与图中“ ”尺寸相同 刀片:NDKT1504ER-V(PR660),切削液:无ℓℓ通用端铣刀MAP025R10-SC和AD21-W25的组合MAP025R10-SC和AD21-MK3的组合通用端铣刀工加削铣090204TR 090204FR NDMM 090204ER-SP通用端铣刀■安装刀尖圆弧半径R 2.0以上刀片时,需要对本体进一步加工,请以下表尺 寸为标准,对本体角部进一步实施加工。
加工时,请注意不要切削过度。
后加工后后加工前NDCW 150302TR150304TR • DMC8○○型台阶加工请使用d =6mm。
★: 第一推荐 ☆: 第二推荐通用端铣刀工加削铣NDCW 1503. . TRXNDCW 150302FRX•以上刀片也适用于DMC ○○○SX 型, 通用端铣刀TPGN 110302通用端铣刀工加削铣• 使用“-T"刀片时,加工直径会减少约0.2mm。
• 使用“-T"刀片时,加工直径会减少约0.2mm。
如果你天天与数控加工打交道,自然就离不开刀具,刀具必须具备比工件材料更硬的特性,还要能承受加工过程中产生的切削热。
数控刀片字母又表示什么含义的呢?这是本文的重点。
接下来,主要讲解一下该型号的含义。
在掌握刀具基本知识后,只需要一张图就可完全掌握数控刀片编码的规则!刀具可以分为公制(ISO)和英制(ANSI)两种其主要区别在于中间的数字,另外不同的刀具其表示方法也不同。
例如:ISO:CNMG120408PSABSI:CNMG432PS第一位的字母代表刀片的形状,公制与英制是一样的。
H:6角形120°、O:8角形135°、P:5角形108°、S:四方形90°、T:3角形60°、C:菱形80°、D:菱形55°、E:菱形75°、F:菱形50°、M:菱形86°、V:菱形35°、W:6角形80°、L:长方形90°、A:平行四边形顶角85°、B:平行四边形顶角82°、K:平行四边形顶角55°、R:圆形第二位的字母代表刀片后角,公制与英制是一样的。
A:3°、B:5°、C:7°、D:15°、E:20°、F:25°、G:30°、N:0°、P:11°第三位的字母代表刀片的公差,公制与英制相同,其公差根据刀片尺寸不同而不同。
第四位的字母代表孔/断屑槽符号,这个的种类比较多,不一一细说,只挑两种常用的说,一般的外圆刀片都是G(有孔,双面带断屑槽),镗孔刀片多为T(有孔,且单埋头孔,单面有断屑槽)第三、四两位的意思你可以在使用时查下你所选用的刀具的刀具样本,上面都会有说明。
上述的字母意思适用于所有的车削用可转位刀片,从第五位开始则有了区别,先来说金属陶瓷、图层硬质合金以及硬质合金的刀片:第五位的数字,ISO代表切刃长度,ANSI代表内接缘径第六位的数字代表厚度,ISO的单位为mm,而ANSI的为:inch第七位的数字代表刀尖角,ISO的单位为mm,而ANSI的为:inch最后两位字母代表任意符号,如:主切刃符号、断屑槽符号等。
CCGT刀片是一种精密车削刀片,具有以下参数:
1. 切削刃角:该参数可以影响刀片的切削性能和耐用度。
2. 圆角半径:该参数可以影响刀片的锋利程度和切削力。
3. 厚度:该参数可以影响刀片的刚性和切削稳定性。
4. 工序类型:该参数可以描述刀片适用于哪种类型的加工操作,例如精密车削外圆内孔端面等。
5. 槽型:该参数可以描述刀片的槽型设计,例如MFP-SK等。
6. 材质牌号:该参数可以描述刀片的材料类型,例如PR1705等。
7. 加工材料:该参数可以描述刀片适用于哪种材料的加工。
以上是CCGT刀片的主要参数,具体参数可能会因不同的型号和用途而有所不同。
如果您需要更详细的信息,建议参考相关产品手册或联系供应商以获取更准确的参数信息。
• GBA32$050的刀刃宽幅公差不同: 0.50 . ()
• 尺寸B表示可加工的深度
● : 标准存货 ○ : 标准存货(请确认交货期) R : 只有右手刀 L : 只有左手刀切
槽
刀
片
248
切槽加工
圆槽加工用R 形刀
● : 标准存货 ○ : 标准存货(请确认交货期) R : 只有右手刀
切槽刀片
249
圆槽加工用R形刀
• GBA32$050的刀刃宽幅公差不同: 0.50
• 尺寸B表示可加工的深度
• G B型刀片需要改用GBA型,更换GBA型刀片时请注意其刀尖圆弧半径R不同。
● : 标准存货 ○ : 标准存货(请确认交货期) R : 只有右手刀切
槽
刀
片
250
切槽加工
• 尺寸B 表示可加工的深度
● : 标准存货 ○ : 标准存货(请确认交货期) R : 只有右手刀
切槽刀片
251
● : 标准存货 ○ : 标准存货(请确认交货期)
• 尺寸B 表示可加工的深度
切槽刀片
252
切槽加工
● : 标准存货 ○ : 标准存货(请确认交货期)
切槽刀片
253
● : 标准存货 ○ : 标准存货(请确认交货期)
切槽刀片
254
切槽加
工
● : 标准存货 ○ : 标准存货(请确认交货期) R : 只有右手刀
切槽刀片
255
深槽加工/1刀头使用
● : 标准存货 ○ : 标准存货(请确认交货期) R : 只有右手刀切
槽
刀
片
256
切槽加
工
● : 标准存货 ○ : 标准存货(请确认交货期) R : 只有右手刀 L : 只有左手刀
切槽刀片
257
• 尺寸B 表示可加工的深度
切槽刀片
切槽加工
端面切槽加工切槽刀片
• 尺寸 L4 高于中心高度
整体型系列
切槽加工
• 尺寸T 表示可加工的深度
整体型系列。