CNC刀具介绍
- 格式:ppt
- 大小:3.27 MB
- 文档页数:73
cnc刀具工艺知识点总结在CNC加工过程中,刀具是非常重要的一环。
刀具的选择、使用和维护对加工质量和效率有着关键的影响。
本文将就CNC刀具工艺的一些知识点进行总结,包括刀具材料、刀具类型、刀具几何参数、刀具涂层、刀具的选择和刀具的维护等方面的内容。
一、刀具材料刀具材料的选择直接影响到刀具的使用寿命和加工效率。
常见的刀具材料有高速钢、硬质合金、陶瓷刀具等。
1. 高速钢刀具高速钢是一种适用于切削金属材料的经典刀具材料。
它具有良好的耐磨性和切削性能,适用于一般的金属加工。
然而,高速钢的耐热性较差,不适用于高速切削等要求较高的加工场合。
2. 硬质合金刀具硬质合金刀具是由硬质合金刀片和刀具体连接部分组成的。
硬质合金刀片具有优秀的硬度和耐热性能,因此适用于高速切削和深孔加工等工艺。
硬质合金刀具是现代CNC加工中使用最广泛的一种刀具。
3. 陶瓷刀具陶瓷刀具主要由氧化物和碳化物等材料制成,具有高硬度、优异的热稳定性和耐磨性,适用于高速切削和高温加工等要求较高的加工情况。
二、刀具类型根据刀具的结构和用途,可以将刀具分为整体刀具和复合刀具、车削刀具、钻削刀具、铣削刀具、切槽刀具等多种类型。
下面将分别介绍一些常见的刀具类型。
1. 整体刀具整体刀具是将刀杆和刀片整体制造成型的刀具,一般用于一般的车削、铣削、镗削等加工。
2. 复合刀具复合刀具是将不同种类的刀片整合在一起的刀具,一般用于复杂的加工情况,如加工轮毂等。
3. 车削刀具车削刀具是专门用于车削加工的刀具,主要包括外圆刀具、内圆刀具、切螺纹刀具等。
钻削刀具是专门用于钻孔加工的刀具,主要包括中心钻、旋转钻、铰刀等。
5. 铣削刀具铣削刀具是专门用于铣削加工的刀具,主要包括立铣刀、面铣刀、滚齿刨刀等。
6. 切槽刀具切槽刀具是专门用于切槽加工的刀具,主要包括立式切槽刀、侧面切槽刀等。
三、刀具几何参数刀具的几何参数是刀具设计的关键要素,直接影响着刀具的切削性能和加工质量。
主要包括刀尖半径、刀身倾角、主偏角、切削刃倾角等。

章文件 编号WI-PM-04制订日期2021.02.22一、夹头类1、夹头整体由拉丁,刀柄,夹头构成,主要作用是夹持加工使用刀具,目前使用铣刀柄和钻夹头两种,上图为铣刀柄,目前所有机台统一使用 BT30-ER25 高速刀柄,主要夹持铣铝刀,钨钢刀,倒角刀,玉米刀,精雕钻,特殊成型刀。
钻夹头主要夹持麻花钻。
(装刀时注意刀柄内部油污清洁,闲置不用刀柄使用巴林润滑,防止生锈丧失精度)2、筒夹主要用来夹持刀具,目前使用筒夹为ER25型号。
(装刀时注意筒夹内部油污清洁,闲置不用筒夹使用润滑油浸泡,防止生锈丧失精度)。
筒夹夹持主要依据刀具刀柄直径来确定规格,常用规格有1/8(柄径3.175的精雕钻),3-4(柄径4的钻头,铣刀,倒角刀),5-6(柄径6的钻头,铣刀,倒角刀), 7-8(柄径8的钻头,铣刀,倒角刀),9-10(柄径10的钻头,铣刀,倒角刀) 。
二、钻头类1、麻花钻主要用于孔位精度不高的孔粗加工,需使用钻夹头夹持。
前端夹角为118度。
2、精雕钻主要用于中精度小孔加工,需使用1/8筒夹夹持。
前端夹角160度。
3、中心钻主要用于孔粗加工前的定位,保证麻花钻粗加工孔中心位置。
4、大头倒角刀主要用于较大深度的标准斜度加工,如波峰焊载具反面倒角。
常用夹角有60度, 90度,120度,150度四种。
5、直柄倒角刀主要用于工件直角边倒角,去除毛刺,增加工件美观度,常用规格为柄4,柄6两种。
6、丝攻主要用于工件攻牙,常见类型为挤压丝攻和机用丝攻。
规格常用有M2(底孔1.6), M3(底孔2.5), M4(底孔3.3), M5(底孔4.2), M6(底孔5)。
章文件 编号WI-PM-04制订日期2021.02.22三、铣刀类1、铣铝刀主要用于铝合金的粗加工,精加工及非金属材料的精加工。
常用规格有D1.5,D2,D3,D4,使用3-4夹头夹持;D6使用5-6夹头夹持; D8使用7-8夹头夹持; D10使用9-10夹头夹持。
CNC常用刀具种类规格标准一、铣刀1. 平口铣刀:平口铣刀是一种最常见的铣刀,在平面和立面上进行铣削操作。
常用的规格有直径为16mm、20mm、25mm、32mm等。
2. 端铣刀:端铣刀适用于切削深度较小的工件,可在平面、立面和轮廓上进行加工。
常用的规格有直径为6mm、8mm、10mm、12mm等。
3. 镗铣刀:镗铣刀常用于镗孔和切削精度要求较高的工件,适用于大批量生产。
常用的规格有直径为6mm、8mm、10mm、12mm等。
4. 槽铣刀:槽铣刀适用于切削槽、倒角和切削凹槽的工件。
常用的规格有直径为4mm、6mm、8mm、10mm等。
5. T形铣刀:T形铣刀通常用于加工T槽和切削凸槽的工件。
常用的规格有直径为8mm、10mm、12mm、16mm等。
二、钻头1. 直径钻头:直径钻头常用于钻孔操作,可用于铸件、金属和非金属材料的加工。
常见的规格有直径为1mm、2mm、3mm、4mm等。
2. 长孔钻头:长孔钻头适用于需要加工深孔的工件,材质较硬的工件也适用。
常见的规格有直径为2mm、3mm、4mm、5mm等。
3. 镗钻头:镗钻头适用于加工精度要求较高的大孔和螺纹孔。
常见的规格有直径为6mm、8mm、10mm、12mm等。
4. 中心钻头:中心钻头适用于进行定位和偏心钻孔的工件,也常用于钻孔前的初始孔加工。
常见的规格有直径为1mm、2mm、3mm、4mm等。
三、刀片1. 外圆刀片:外圆刀片适用于车削和车削外径的工件,用于切削薄壁工件时效果更好。
常用的规格有直径为16mm、20mm、25mm、32mm等。
2. 内圆刀片:内圆刀片适用于车削和车削内径的工件,用于加工深孔时效果更好。
常用的规格有直径为6mm、8mm、10mm、12mm等。
3.轴向刀片:轴向刀片适用于进行车削操作时的进给和退刀,用于车削较长工件时效果更好。
4.切槽刀片:切槽刀片适用于车削切削槽、槽沟和沟道的工件,能够提高生产效率。
5.车削刀片:车削刀片适用于车削平面和轮廓的工件,能够提高加工精度和表面光洁度。
cnc刀具制作知识点总结一、CNC刀具的种类及结构1. 铣刀铣刀是一种用于切削金属和其他材料的刀具。
常见的铣刀类型包括球头铣、平头铣、立铣刀、T型铣刀等。
铣刀的结构包括刀头、刀杆和刀柄,刀头的设计和材质决定了铣刀的切削性能。
2. 钻头钻头是用于钻孔的刀具,主要用于加工金属和非金属材料。
根据其结构和用途,钻头可以分为中心钻头、扩孔钻头、深孔钻头、钻孔刀等。
3. 铣削刀铣削刀主要用于金属材料的铣削加工,通常包括铣刀头、铣刀柄和铣刀杆。
铣削刀的结构设计和材料选择直接影响了铣削加工的质量和效率。
4. 镗刀镗刀是用于加工精密孔的刀具,常见的镗刀类型包括扩孔刀、精密镗孔刀等。
镗刀的结构设计和刀具材料选择对孔的精度和表面质量有很大影响。
5. 刨刀刨刀是用于平面加工的刀具,通常包括刨刀头和刨刀柄。
刨刀的结构设计和刀具材料选择对平面加工的表面光洁度和精度有重要影响。
二、CNC刀具的制作工艺1. 材料选择CNC刀具的制作材料一般为高速钢、硬质合金、陶瓷等。
根据刀具的用途和要求,选择合适的刀具材料是制作过程中的第一步。
2. 制作工艺CNC刀具的制作工艺包括锻造、热处理、切削、表面处理等多个工序。
其中,热处理是非常关键的工艺环节,可以使刀具获得良好的硬度和耐磨性。
3. 制作设备CNC刀具的制作需要使用各种刀具加工设备,如数控磨床、数控铣床、电火花机等。
这些设备的使用需要技术娴熟的操作者和精准的加工工艺。
4. 制作质量检测CNC刀具的制作质量需要经过严格的检测,包括尺寸测量、硬度测试、表面质量检查等。
只有通过质量检测的刀具才能投入使用。
三、CNC刀具的使用与维护1. 使用注意事项在使用CNC刀具时,需要注意正确的切削参数,如切削速度、进给量、切削深度等。
同时,需要根据不同的材料和加工要求选择合适的刀具,并进行正确的夹持和安装。
2. 刀具维护CNC刀具的维护包括清洁、润滑、修磨等多个方面。
定期对刀具进行检查和维护,可以延长刀具的使用寿命并保持良好的加工质量。
第一章 常用刀具介绍CNC 雕刻加工中,使用的刀具和以下这些要素直接相关:CNC 雕刻机床、雕刻加工工艺、雕刻加工材料、雕刻加工的工件特点等等。
如何选择和使用不同类型的刀具?如何磨制不同类型的刀具?这是CNC 雕刻者最为关心的一些问题。
为了学习刀具的磨制,我们首先要了解常用的刀具。
在CNC 雕刻加工中,常用的刀具从几何形状上来划分,类型有锥度平底刀、平底刀、牛鼻刀、球头刀、锥度球头刀、三棱锥刀等,这里我们对这几种刀具进行简单介绍。
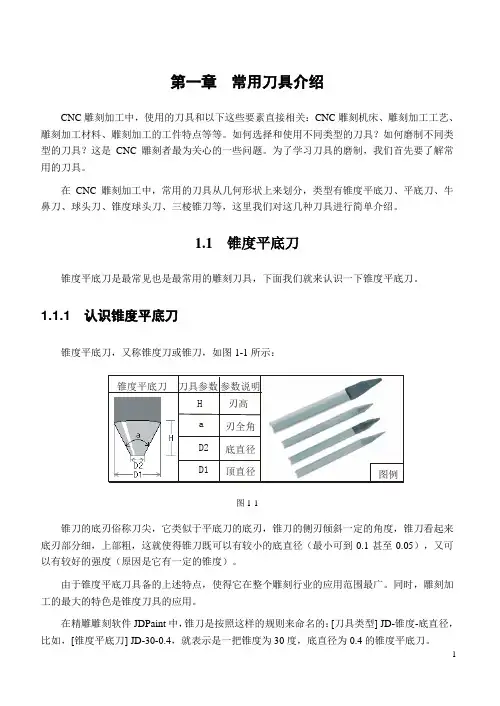
1.1 锥度平底刀锥度平底刀是最常见也是最常用的雕刻刀具,下面我们就来认识一下锥度平底刀。
1.1.1 认识锥度平底刀锥度平底刀,又称锥度刀或锥刀,如图1-1所示:锥度平底刀 刀具参数 参数说明HD2aD1 刃高 底直径 刃全角 顶直径图例图1-1 锥刀的底刃俗称刀尖,它类似于平底刀的底刃,锥刀的侧刃倾斜一定的角度,锥刀看起来底刃部分细,上部粗,这就使得锥刀既可以有较小的底直径(最小可到0.1甚至0.05),又可以有较好的强度(原因是它有一定的锥度)。
由于锥度平底刀具备的上述特点,使得它在整个雕刻行业的应用范围最广。
同时,雕刻加工的最大的特色是锥度刀具的应用。
在精雕雕刻软件JDPaint 中,锥刀是按照这样的规则来命名的:[刀具类型] JD-锥度-底直径,比如,[锥度平底刀] JD-30-0.4,就表示是一把锥度为30度,底直径为0.4的锥度平底刀。
北京精雕科技有限公司 版权所有 翻印必究1.1.2 锥度平底刀描述参数在生成刀具路径过程中,我们选择刀具时,要考虑该把刀具的哪些参数会影响最终的路径生成。
对于锥刀我们考虑三个参数:✧ 锥度:如图1-1中的a ,即刃全角,也就是通常说的一把多少度的锥刀。
刃全角的一半(半锥角)就决定了雕刻加工后产品的侧边斜度或拔模角度,锥度的误差将直接影响产品的加工精度;✧ 底直径:如图1-1中的D2,一把多大的刀就是指底直径,底直径的误差将直径影响产品的加工精度;✧ 刃高:如图1-1中的H ,刀刃有多高,限定了一次最大吃刀的深度,刃高由锥度和底直径来决定,但是我们要在磨制过程中保证锥刀刃高要够用。
(一)刀具分类刀具常按加工方式和具体用途,分为车刀、孔加工刀具、铣刀、拉刀、螺纹刀具、齿轮刀具、自动线及数控机床刀具和铰刀等几大类型。
刀具还可以按其它方式进行分类,如按所用材料分为高速钢刀具、硬质合金刀具、陶瓷刀具、立方氮化硼(CBN)刀具和金刚石刀具等;按结构分为整体刀具、镶片刀具、机夹刀具和复合刀具等;按是否标准化分为标准刀具和非标准刀具等。
(二)常用刀具简介1车刀车刀是金属切削不使用签名加工中应用最广的一种刀具。
它可以在车床上加工外圆、端平面、螺纹、内孔,也可用于切槽和切断等。
车刀在结构上可分为整体车刀、焊接装配式车刀和机械夹固刀片的车刀。
机械夹固刀片的车刀又可分为机床车刀和可转位车刀。
机械夹固车刀的切削性能稳定,工人不必磨刀,所以在现代生产中应用越来越多。
2孔加工刀具孔加工刀具一般可分为两大类:一类是从实体材料上加工出孔的刀具,常用的有麻花钻、中心钻和深孔钻等;另一类是对工件上已有孔进行再加工的刀具,常用的有扩孔钻、铰刀及镗刀等。
3铣刀铣刀是一种应用广泛的多刃回转刀具,其种类很多。
按用途分有:1)加工平面用的,如圆柱平面铣刀、端铣刀等;2)加工沟槽用的,如立铣刀、T形刀和角度铣刀等;3)加工成形表面用的,如凸半圆和凹半圆铣刀和加工其它复杂成形表面用的铣刀。
铣削的生产率一般较高,加工表面粗糙度值较大。
4拉刀拉刀是一种加工精度和切削效率都比较高的多齿刀具,广泛应用于大批量生产中,可加工各种内、外表面。
拉刀按所加工工件表面的不同,可分为各种内拉刀和外拉刀两类。
使用拉刀加工时,除了要根据工件材料选择刀齿的前角、后角,根据工件加工表面的尺寸(如圆孔直径)确定拉刀尺寸外,还需要确定两个参数:(1)齿升角af[即前后两刀齿(或齿组)的半径或高度之差];(2)齿距p[即相邻两刀齿之间的轴向距离]。
5螺纹刀具螺纹可用切削法和滚压法进行加工。
6齿轮刀具齿轮刀具是用于加工齿轮齿形的刀具。
按刀具的工作原理,齿轮分为成形齿轮刀具和展成齿轮刀具。

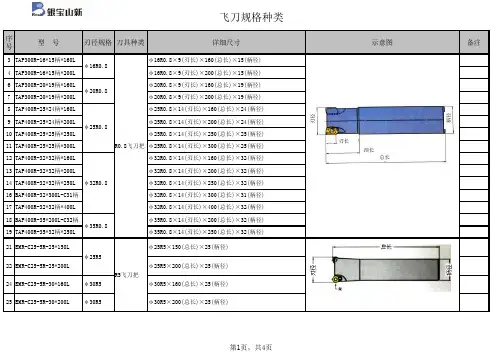
D63R6D32R6D25R5D20R0.8D20白钢刀D10R0.5D12R0.5D16D63R6(飞刀):转速900,进给3000,每刀切深0.8mm 。
用于开粗加工。
D32R6 (飞刀):转速2500,进给4000,每刀切深0.5mm 。
用于开粗加工。
D25R5 (飞刀):转速2800,进给4500,每刀切深0.4mm 。
用于开粗加工。
D20R0.8 (飞刀):转速4000,进给3000,每刀切深0.25mm 。
用于开粗加工。
D20(白钢刀):转速2000,进给1500,每刀切深0.2mm 。
用于开粗加工。
D16 (合金刀-品牌-鑫宝龙):转速4000,进给3000,每刀切深0.25mm 。
用于大电极开粗加工。
D12R0.5(合金刀-品牌-鑫宝龙):转速4500,进给4500,每刀切深0.2mm 。
D10R0.5(合金刀-品牌-常泰):转速4500,进给4500,每刀切深0.2mm 。
D10R5D8R4D6R3R2.5D4R2D10 (合金刀-品牌-鑫宝龙):转速5000,进给1500,每刀切深0.2mm 。
R5 (合金刀-品牌-鑫宝龙):转速5000,进给1500,每刀切深0.18mm 。
D8 (合金刀-品牌-鑫宝龙):转速6000,进给1800,每刀切深0.15mm 。
R4 (合金刀-品牌-常泰):转速6000,进给1800,每刀切深0.15mm 。
D6 (合金刀-品牌-鑫宝龙):转速8000,进给2500,每刀切深0.12mm 。
R3 (合金刀-品牌-鑫宝龙):转速8000,进给2500,每刀切深0.12mm 。
R2.5(合金刀-品牌-鑫宝龙):转速8000,进给2500,每刀切深0.12mm 。
D4(合金刀-品牌-鑫宝龙):转速10000,进给2500,每刀切深0.1mm 。
R2 (合金刀-品牌-鑫宝龙):转速10000,进给2500,每刀切深0.1mm 。
D3 (合金刀-品牌-鑫宝龙):转速12000,进给2000,每刀切深0.08mm 。
CNC車床的各種刀具與加工材質的給進率與轉速相關資料V=πDN/1000V:切削速度(m/mm) D:工件直徑(mm) N:每分鐘回轉速(rpm)V=πDN/1000V:切削速度(m/mm) D:工件直徑(mm) N:每分鐘回轉速(rpm)(1) 旋徑:又稱擺度。
表示工件在床面的最大旋轉直徑。
(2) 切削速度︰車刀切削迴轉工件時,每一分鐘內所切出的切屑長度。
以每分鐘公尺長度或英呎長度表示。
V=πDN/1000V:切削速度(m/mm) D:工件直徑(mm) N:每分鐘回轉速(rpm)(3) 進給︰又稱進刀量或走刀量,指刀具沿工件表面或進入工件表面的前進率。
以主軸每轉的距離來表示。
(4) 切削深度︰刀具在工件上所切除的切屑厚度。
個刀角之作用A.後斜角(1)控制屑流方向及減少排屑阻力(2)複後斜角可保護刀具光點B.邊斜角(1)控制屑流方向及減少排屑阻力(2)刀具材料之強度愈大則邊斜角愈大C.前間隙角(1)工具材料抗剪及衝擊強度愈大前間隙角可愈大反之則愈小(2)工件材料愈硬愈強愈韌則前間隙角愈小反之則愈大D.邊間隙角(1)刀具作側向進刀時能補償因工件每轉一周刀架鞍座前進所產生的螺旋角之用並使切削作用集中於切削邊E.刀端角(1)減低顫震及增進刀口之使用壽命可避免車刀前端與表面摩擦高速鋼車刀角度表高速鋼車刀角度表邊隙角前隙角後斜角邊斜角低碳鋼12816.514中碳鋼10-1288-16.512-14高碳鋼108812鎳合金鋼1081012高速鋼108812不銹鋼1081015-20鑄鐵108512鋁1283515電木12800黃銅10800-(-4)青銅10800-(-4)鎳銅合金1513814鎳1513814橡皮20150-(-5)0-(-7)工具鋼108812碳化車刀角度表前隙角邊隙角後斜角邊斜角鋁6-86-810-2010-20銅6-86-8420黃銅6-86-804青銅6-86-80-43-8鑄鐵6-86-80-42-4前隙角邊隙角後斜角邊斜角低碳鋼(SAE1020-1035)6-86-803高碳鋼(SAE1095)6-86-803鎳合金鋼(SAE2315-2335)6-86-803鎳鉻合金鋼(SAE3140-3250)6-86-803鉬合金鋼(SAE4015)6-86-803鉻釩合金鋼(SAE6145)6-86-803--------------------------------------------------------------------------類別/ 組成元素/ 識別/ 切削材料K/ wc-Co/紅/鑄鐵.石材.非鐵金屬(脆性材)P/ wc-Co-Tic/ 藍/鋼.鑄鋼(延性材料)M/ wc-Co-Tic-Tac/ 黃/ 不鏽鋼(強軔材)1.每類又有多種編號(如P01-P40 K01-K40......)2.號數大者適合低速重切削,號數小適合高速輕切削3.碳化物刀具磨削時,不可以急冷於水中,以免產生裂痕4.刀具通常以粉末冶金製成5.在高溫切削時不失硬度(此硬度稱紅熱硬度)耐熱度達1200度c刀具壽命的單位是什麼?要如何計算?有哪些邊界條件會影響刀具壽命?一般我們是以加工刀多少小時為單位,而使用條件確實會對刀具壽命有很大影響,主要包括加工深度、每刃進给量、加工材質、切削液使用狀況(散熱與排屑)。
CNC刀具种类和用途1. 铣刀(End Mill):铣刀是一种常见的CNC刀具,主要用于进行铣削加工工序。
它包括平面铣刀、球头铣刀、角度铣刀等不同形状和类型。
平面铣刀广泛应用于零件的平面加工和边缘加工,球头铣刀适用于零件的弯曲表面和曲面加工,而角度铣刀用于加工零件的倒角和斜面等。
2. 钻头(Drill):钻头是用来进行钻孔操作的CNC刀具,可分为普通钻头、中心钻头、复合式钻头等类型。
普通钻头适用于加工各种规格的圆孔,中心钻头通常用于开孔前的定位操作,而复合式钻头则可以完成钻孔和镗孔的功能。
3. 车刀(Turning Tool):车刀是CNC车床上常用的切削工具,主要用于进行外圆和内圆的车削加工。
根据不同的切削工序,车刀可分为切断刀、车削刀和扩孔刀等多种类型。
4. 镗刀(Boring Tool):镗刀主要用于进行镗孔加工,其结构复杂,包括刀架、刀杆和刀具头等部分。
在CNC镗床上,通过镗刀的旋转和进给运动,可以加工出高精度和高表面质量的孔。
5. 滚丝刀(Thread Milling Cutter):滚丝刀用于进行螺纹加工,采用旋转切削的方式,可以加工出内外螺纹。
不同规格的滚丝刀适用于不同类型和尺寸的螺纹加工。
6. 锯片(Saw Blade):锯片为CNC切割机的常见刀具,用于进行切割加工,包括金属切割、木材切割、石材切割等。
锯片的选用取决于材料的硬度、切削速度和切割工艺等因素。
7. 端铣刀(Face Milling Cutter):端铣刀适用于平面和轮廓的铣削加工。
它具有多个刀齿,每个刀齿都有单独的切削力,可以增加切削表面的质量和减少切削时的振动。
8. 刀片(Insert):刀片是CNC切削中不可缺少的一部分,可以逆切、剪切、抛光、磨削和刮削等。
刀片分为硬质合金、刚砂、砂轮、金属刀片和特殊材料刀片等不同类型,分别适用于不同的切削材料和工艺。
除了上述常见的CNC刀具外,还有许多其他类型的刀具可根据不同的加工需求选用。
数控车刀各型号说明介绍
一、数控车刀
数控车刀是一种靠数字化操作来控制刀具的运动轨迹,改变不同的偏
转角度,从而实现各种零件的加工的机械设备。
一般由台式CNC车床、中
台CNC车床、移动立式CNC车床、多柱车床等组成。
由于它能够根据设定
的数据自动驱动刀具的运动,减少了加工时间,提高了加工精度,因此被
广泛应用于轴承、汽车、航天、一般机械、模具、电子元器件等行业的制
造加工中。
二、数控车刀的种类
1、台式CNC车刀:台式CNC车刀是一种单轴数控车刀,可以实现纵向、横向及立向的改变,并可以根据设定的数据自动控制刀具的运动轨迹,十分方便易于操作。
2、中台CNC车刀:中台CNC车刀是一种双轴数控车刀,车刀台可以
实现纵向、横向及立向的改变,加工平面面积更大。
3、移动立式CNC车刀:移动立式CNC车刀有四轴及五轴设计,可以
在一个加工空间内实现各种复杂部件的加工,加工精度高,速度快。
4、多柱CNC车刀:多柱CNC车刀可以实现纵向、横向及旋转的改变,并可以根据设定的数据自动控制刀具的运动轨迹,能满足大型零件加工的
要求。
三、数控车刀的性能
1、加工精度高:CNC加工速度快,可以使光滑度和精度满足一定的
要求。