等离子弧焊与切割
- 格式:ppt
- 大小:51.52 MB
- 文档页数:76
等离子弧焊接及切割的安全操作技术1.等离子弧焊接和切割用电源的空载电压较高,尤其在乎操作时,有电击妁危险。
因此:(1)电源在使用时必须可靠接地。
(2)焊枪枪体或割枪枪体与手触摸部分必须可靠绝缘。
(3)可以采用较低电压引燃非转移弧后再接通较高电压的转移弧回路。
(4)如果起动开关装在手把上,必须对外露开关套上绝缘橡胶管,避免手直接接触开关。
(5)等离子弧焊接和切割用喷嘴及电极的寿命相对较短,要经常更换,更换时要保证电源处于断开状态。
2.防电弧光辐射等离子弧较其他电弧的光辐射强度更大,尤其是紫外线强度,故对皮肤损伤严重,操作者在焊接和切割时必须戴上良好的面罩、手套,颈部也要保护。
面罩上除具有黑色目镜外,最好加上吸收紫外线的镜片。
自动操作时,可在操作者与操作区之间设置防护屏。
等离子弧切割时,可采用水下切割方法,利用水来吸收光辐射。
3.防高频和射线等离子弧焊接和切割都采用高频振荡器引弧,但高频对人体有一定的危害。
引弧频率选择在20~60kHz较为合适,还要求工件接地可靠,转移弧引弧后,立即可靠地切断高频振荡器电源。
等离子弧焊接和切割采用钍钨极时,同钨极氩弧焊一样,要注意射线的危害。
4.防灰尘和烟气等离子弧焊接和切割过程中伴随有大量气化的金属蒸气、臭氧、氮氧化物等。
尤其切割时,由于气体流量大,致使工作场地上的灰尘大量扬起,这些烟气和灰尘对操作工人的呼吸道、肺等产生严重影响。
因此要求工作场地必须配罩良好的通风设备措施。
切割时,在栅格工作台下方还可安置排风装置,也可以采取水中切割方法。
5.防噪声等离子弧会产生高强度、高频率的噪声,尤其采用大功率等离子弧切割时,其噪声更大,这对操作者的听觉系统和神经系统非常有害。
要求操作者必须戴耳塞,或可能的话,尽量采用自动化切割,使操作者在隔音良好的操作室内工作,也可以采取水中切割方法,利用水来吸收噪声。
等离子弧焊接及切割的安全操作技术(二)等离子弧焊接及切割是一种常见的金属加工技术,可以用于焊接和切割不同种类的金属材料。
第十一章等离子弧焊接与切割第一节等离子弧概述一、等离子弧原理等离子弧是自由电弧压缩而成的。
电弧通过水冷喷嘴、限制其直径,称机械压缩。
水冷内壁温度较低,紧贴喷嘴内壁的气体温度也极低,形成了一定厚度的冷气膜,冷气膜进一步迫使弧柱截面减小,称热压缩。
弧柱截面的缩小,使电流密度大为提高,增强了磁收缩效应,称磁压缩。
在三种压缩的作用下,等离子弧的能量集中(能量密度可达105~106W/cm2),温度高(弧柱中心温度18000~24000K),焰流速度大(可达300m/s)。
这些特性使得等离子弧广泛应用于焊接、喷涂、堆焊及切割。
二、等离子弧的特点由于等离子弧的特性,与钨极氩弧焊相比,有以下特点:(1)等离子弧能量集中、温度高,对于大多数金属在一定厚度范围内都能获得小孔效应,可以得到充分熔透、反面成形均匀的焊缝。
(2)电弧挺度好,等离子弧的扩散角仅5°左右,基本上是圆柱形,弧长变化对工件上的加热面积和电流密度影响比较小。
所以,等离子弧焊弧长变化对焊缝成形的影响不明显。
(3)焊接速度比钨极氩弧焊快。
(4)能够焊接更细、更薄加工件。
(5)其设备比较复杂、费用较高,工艺参数调节匹配也比较复杂。
三、等离子弧的类型按电源连接方式,等离子弧有非转移型、转移型和联合型三种形式。
(一)联合型等离子弧工作时,非转移型弧和转移弧同时存在,称为联合型等离子弧。
主要用于微束等离子弧焊和粉末堆焊等。
(二)非转移型等离子弧钨极接电源负极,喷嘴接电源正极,等离子弧体产生在钨极和喷嘴之间,在离子气流压送下,弧焰从喷嘴中喷出,形成等离子焰。
(三)转移型等离子弧钨极接电源负极,工件接电源正极,等离子弧体产生于钨极与工件之间。
转移弧难以直接形成,必须先引燃非转移弧,然后才能过渡到转移弧。
金属焊接、切割几乎均采用转移型弧。
四、适用范围1、操作方式等离子弧焊适于手工和自动两种操作,可以焊接连续或断续的焊缝。
焊接时可添加或不添加填充金属。
2、被焊金属一般TIG能焊的大多数金属,均可用等离子弧焊接,如碳钢、不锈钢、铜合金、镍及其合金、钛及其合金等。
第5讲等离子弧焊及切割等离子弧是利用等离子枪将阴极(如钨极)和阳极之间的自由电弧压缩成高温、高电离度、高能量密度及高焰流速度的电弧。
等离子弧可用于焊接、喷涂、堆焊及切割。
本章只介绍焊接及切割。
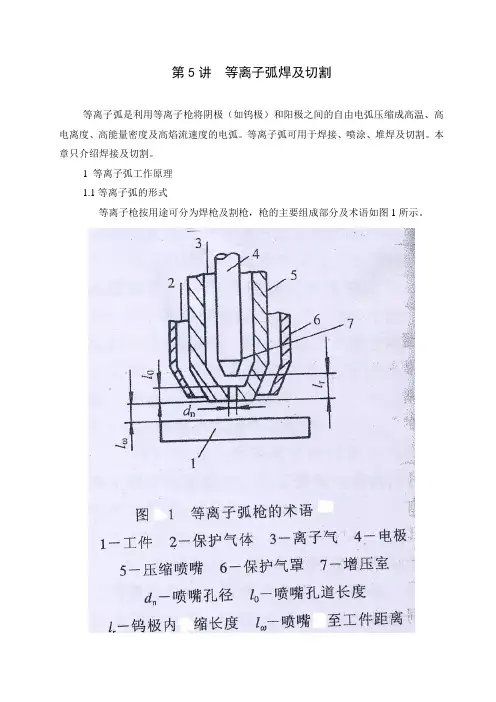
1 等离子弧工作原理1.1等离子弧的形式等离子枪按用途可分为焊枪及割枪,枪的主要组成部分及术语如图1所示。
切割用枪无保护气体2及保护气罩6。
压缩喷嘴5是等离子枪的关键部件,一般需用水冷。
喷嘴孔径dn及孔道长度l0是压缩喷嘴的两个主要尺寸。
喷嘴内通的气体称离子气。
中性的离子气在喷嘴内电离后使喷嘴内压力增加,所以喷嘴内壁与电极4之间的空间称增压室。
电离了的离子气从喷嘴流出时受到孔径限制,使弧柱截面变小,该孔径对弧柱的压缩作用称机械压缩。
水冷喷嘴内壁表面有一层冷气膜,电弧经过孔道时,冷气膜一方面使喷嘴与弧柱绝缘,另一方面使弧柱有效截面进一步收缩,这种收缩称热收缩。
弧柱电流自身磁场对弧柱的压缩作用称磁收缩。
在机械压缩与热收缩的作用下,弧柱电流密度增加,磁收缩随之增强,如电流不变,弧柱电场强度及弧压降都随电流密度增加而增加,所以等离子弧(也称压缩电弧)的电弧功率及温度明显高于自由电弧。
图2a所示的对比中,等离子弧的电弧温度比自由电弧高30%,电弧功率高100%。
由于电离后的离子气仍具有流体的性质,受到压缩从喷嘴孔径喷射出的电弧带电质点的运动速度明显提高(可达300m/s),所以等离子弧具有较小的扩散角及较大的电弧挺度(图2b),这也是等离子弧最突出的优点。
电弧挺度是指电弧沿电极轴线的挺直程度。
等离子弧具有的电弧力、能量密度及电弧挺度等与加工有关的物理性能取决于下列五个参数:1)电流;2)喷嘴孔径的几何尺寸;3)离子气种类;4)离子气流量;5)保护气种类;调整以上五个参数可使等离子弧适应不同的加工工艺。
如在切割工艺中,应选择大电流、小喷嘴孔径、大离子气量及导热好的离子气,以便使等离子弧具有高度集中的热量及高的焰流速度。
项目四等离子弧焊与切割1.等离子弧是如何形成的?从本质上讲形成等离子弧的主要原因是什么?利用等离子枪将自由电弧进一步压缩便形成了等离子弧。
从本质上,等离子弧仍然属于一种气体放电的导电现象。
2.与自由电弧相比等离子弧有哪些特点?(1)由于弧柱的横截面受到限制,其电场强度增大,电弧电压明显提高,u形曲线的平直区域明显减小(2)离子种类和流量不同时,弧柱的电场也不同(3)使用小电流时,等离子弧具有缓降或平的静特性,所以在校电流时等离子弧静特性与电源外特性仍具有稳定工作点,可使电弧稳定燃烧(4)温度高、能量密度大(5)能量分布均衡(6)挺度好,电弧的发散角很小3.等离子弧分几种?适用什么场合?按电源的方法不同分:(1)非转移型弧;应用于等离子喷涂、焊接和切割较薄的非金属材料(2)转移型弧;常用于各种金属材料的焊接和切割(3)混合型弧;主要用于微束等离子弧焊和粉末冶金堆焊4.简述双弧现象的产生及影响因素。
在等离子弧焊接活切割时,由于喷嘴的冷却作用,是等离子弧的弧柱与喷嘴孔壁之间存在着由离子气形成的冷气膜,其温度和电离度都较低,对弧柱向喷嘴的传热和导电都起较强的阻滞作用,当冷气膜的阻滞作用被击穿时,绝热和绝缘作用消失,就会产生双弧现象。
影响因素:(1)喷嘴结构参数(2)喷嘴的冷却效果(3)电弧电流(4)离子气成分和流量(5)喷嘴端面至焊件表面距离(6)钨极与喷嘴的同心度5.与钨极氩弧相比,等离子弧焊接具有哪些工艺特点?其基本方法有哪几种?各使用于哪些范围?(1)①由于等离子弧的温度高、能量密度大、穿透能力强,因此可用比钨极氩弧焊高很多的焊接速度施焊,这不仅提高了焊接生产率,而且可减小熔宽、增大熔深,减小热影响宽度和减小焊接变形。
②由于等离子弧的形态近似圆柱形,挺度好,因此当弧长发生波动时熔池表面的加热面的变化不大,对焊缝成形的影响小,容易得到均匀的焊缝成形。
③由于等离子弧的稳定性好,使用很小的焊接电流也能保证等离子弧的稳定,故可以焊接超薄件.。
焊接与切割作业危险及有害因素分析学习目标在完成本单元学习后,能够知道焊接与切割作业危险及有害因素的来源及危害,焊接与切割作业易发事故有哪些及职业危害的基本情况,并能分析对易发事故及职业危害的原因进行分析。
本学习单元内容一、焊接与切割有害因素的来源及危害焊接过程中,由于采用的焊接工艺方法的不同,被焊工件的材质的不同,焊条和熔剂的种类不同,以及工件表面的涂料等原因决定了所产生的有毒有害物质的不同。
主要有以下几类。
1.金属烟尘(1)金属烟尘的产生电焊烟尘以气溶胶的形态漂浮于作业环境的空气中。
它首先来源于焊接过程中金属的蒸发,其次是在电弧高温作用下分解的氧与弧区内的液态金属发生的氧化反应而形成的金属氧化物。
其主要成分为氧化铁、氧化锰、氟化物、二氧化硅等组成的混合性粉尘。
其中毒性最大的是锰。
(2)金属烟尘的危害①电焊工尘肺电焊工尘肺就是由于金属烟尘和有毒有害气体等有害物质吸入量超过一定浓度,引起肺组织弥漫性、纤维性病变所导致的疾病。
其发病期较长,可长达10~20年,主要发生在呼吸系统。
②锰中毒焊工锰中毒多发生在高锰焊条及高锰钢的焊接中。
锰中毒主要由锰的化合物引起的。
发病一般为2年,慢性中毒是焊接作业职业性锰中毒的主要类型。
③.金属烟热焊接金属烟尘中的氧化铁、氧化锰微粒和氟化物等物质容易通过呼吸道进入末梢细支气管和肺泡后,再进入体内,引起焊工金属烟热。
2.有毒有害气体(1)有毒有害气体的产生各种熔焊过程中,在焊接电弧紫外线和高温的作用下,焊接区周围或多或少都会如臭氧、氧氮化合物、一氧化碳、氟化物等有毒有害气体。
(2)有毒有害气体的危害①臭氧的危害主要是对人体的呼吸道及肺有强烈的刺激作用。
它对人体的作用是可逆的。
②氧氮化合物的危害主要是对人体的肺有刺激作用。
急性氧氮化合物中毒是以呼吸系统急性损害为主的全身性疾病;慢性氧氮化合物中毒的主要症状是神经衰弱。
③一氧化碳中毒一氧化碳是一种窒息性气体,会造成组织缺氧,电焊时一般不会发生。
等离子弧焊与切割(一)判断题(对画√,错画×)1、等离子弧焊时,焊机的空载电压必须高于120V。
( )2.等离子弧焊过程中,弧光的紫外线比一般的焊接电弧强。
( )3.等离子弧在小电流范围内焊接,焊接电弧不太稳定。
( )4.等离子弧焊焊枪喷嘴端面有氧化膜存在时,将促使等离子弧形成双弧。
( )5.等离子弧的切割过程,实质上是热切割过程。
( )6.等离子弧切割需要陡降外特性的直流电源。
( )7.等离子弧切割电源的空载电压一般在150~400V之间。
( )8.等离子弧切割时,用增加等离子弧工作电压来增加功率,往往比增加电流有更好的效果。
( )9.等离子弧切割时,毛刺的形式主要与气体流量和切割速度有关。
( )10.等离子弧切割时,气体流量过大反而会使切割能力减弱。
( )11.等离子弧切割时,钨极内缩量极大地影响电弧压缩效果及电极的烧损。
( )12.等离子弧切割时,等离子的紫外线辐射强度比一般电弧强烈得多。
( )13.等离子弧切割时,会产生大量的金属蒸汽及有害气体。
( )14.等离子弧切割时电源一定要接地,割炬的手把绝缘要可靠,最好将工作台与地面绝缘。
( )15.等离子弧切割的离子气一般是纯氩气或加入少量的氢气。
( )16.等离子弧焊喷嘴孔径和孔道长度的选定,应根据焊件金属材料的种类厚度以及需要的焊接电流值来决定。
( )17.等离子弧焊时,等离子气流量主要影响电弧的穿透能力,焊接电流和焊接速度主要影响焊缝的成形。
( )18.等离子弧焊在焊接电流一定时,要增加等离子气流量就要相应地减小焊接速度。
( )19.等离子弧受到的机械压缩作用是:利用水冷喷嘴的孔道限制弧柱的直径,以缩小弧柱的能量密度和提高弧柱温度。
( )20.等离子弧的磁收缩效应是:电流密度越大,磁收缩作用越小。
( )21.等离子弧焊的喷嘴孔径将决定等离子弧的直径和能量密度,与电流及等离子气流量无关。
( )22.等离子双弧的产生与等离子弧工艺参数有关,与喷嘴的结构尺寸以及传热条件等因素无关。


