汽车车身焊接技术等离子弧焊与切割共78页
- 格式:ppt
- 大小:6.82 MB
- 文档页数:78
朱明工作室zhubob@.主讲:朱明高级技师、经济师, 工程师高级技能专业教师高级汽车维修考评员3章—5其他焊接与气割朱明工作室zhubob@第3章手工成形技术与焊接第一节手工成形技术 第二节氧—乙炔焊 第三节二氧化碳保护焊 第四节手工电弧焊第五节其它焊接与切割朱明工作室zhubob@教学内容:1、熟悉常用焊接设备2、了解各种焊接及其特点,熔化焊与非熔化焊(钎焊)朱明工作室zhubob@第五节其它焊接与切割电阻焊(点焊) 钎焊 切割朱明工作室zhubob@电阻焊电阻焊是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
朱明工作室zhubob@..朱明工作室zhubob@朱明工作室zhubob@电阻点焊73电阻点焊的数量和距离修复焊点可加多30%朱明工作室zhubob@电阻焊闪光对焊朱明工作室zhubob@四、点焊工艺1, 2, 3点焊操作常用设备为挤压式电阻点焊机,点焊机如图3-88所示。
在焊接之前,应当把焊件表面整平。
尽管不消除这种间隙也能进行焊接,但是焊点面积变小,造成焊接强度不足,如图3-89所示。
图3-88点焊机图3-89焊件表面的处理朱明工作室5、点焊技术在车身中的应用:zhubob@ 前车身悬架支承构件是以点焊方法连接的,图3-90所示步骤1:用风动锯切割掉原焊点。
步骤2:用钻削或磨削的方法将焊点清除并使焊件剥离,借助撬板等工具将残留部分从车身上拆下。
步骤3:整理车身上的接口部分。
步骤4:将焊接面两边的油漆除净并于焊接面上涂敷防锈剂。
步骤5:将新板件牢牢地夹紧在指定位置上后,用测量设备进行检测,保证位置准确。
步骤6:保证两片(或两片以上)嵌板或凸缘之间的接合面紧密。
步骤7:以厚度较薄的嵌板或凸缘作为决定电流大小的主要因素。
步骤8:调整电极夹臂接触压力。
步骤9:调整焊接电流的大小。
步骤10:选择点焊顺序。

第十一章等离子弧焊接与切割第一节等离子弧概述一、等离子弧原理等离子弧是自由电弧压缩而成的。
电弧通过水冷喷嘴、限制其直径,称机械压缩。
水冷内壁温度较低,紧贴喷嘴内壁的气体温度也极低,形成了一定厚度的冷气膜,冷气膜进一步迫使弧柱截面减小,称热压缩。
弧柱截面的缩小,使电流密度大为提高,增强了磁收缩效应,称磁压缩。
在三种压缩的作用下,等离子弧的能量集中(能量密度可达105~106W/cm2),温度高(弧柱中心温度18000~24000K),焰流速度大(可达300m/s)。
这些特性使得等离子弧广泛应用于焊接、喷涂、堆焊及切割。
二、等离子弧的特点由于等离子弧的特性,与钨极氩弧焊相比,有以下特点:(1)等离子弧能量集中、温度高,对于大多数金属在一定厚度范围内都能获得小孔效应,可以得到充分熔透、反面成形均匀的焊缝。
(2)电弧挺度好,等离子弧的扩散角仅5°左右,基本上是圆柱形,弧长变化对工件上的加热面积和电流密度影响比较小。
所以,等离子弧焊弧长变化对焊缝成形的影响不明显。
(3)焊接速度比钨极氩弧焊快。
(4)能够焊接更细、更薄加工件。
(5)其设备比较复杂、费用较高,工艺参数调节匹配也比较复杂。
三、等离子弧的类型按电源连接方式,等离子弧有非转移型、转移型和联合型三种形式。
(一)联合型等离子弧工作时,非转移型弧和转移弧同时存在,称为联合型等离子弧。
主要用于微束等离子弧焊和粉末堆焊等。
(二)非转移型等离子弧钨极接电源负极,喷嘴接电源正极,等离子弧体产生在钨极和喷嘴之间,在离子气流压送下,弧焰从喷嘴中喷出,形成等离子焰。
(三)转移型等离子弧钨极接电源负极,工件接电源正极,等离子弧体产生于钨极与工件之间。
转移弧难以直接形成,必须先引燃非转移弧,然后才能过渡到转移弧。
金属焊接、切割几乎均采用转移型弧。
四、适用范围1、操作方式等离子弧焊适于手工和自动两种操作,可以焊接连续或断续的焊缝。
焊接时可添加或不添加填充金属。
2、被焊金属一般TIG能焊的大多数金属,均可用等离子弧焊接,如碳钢、不锈钢、铜合金、镍及其合金、钛及其合金等。
第5讲等离子弧焊及切割等离子弧是利用等离子枪将阴极(如钨极)和阳极之间的自由电弧压缩成高温、高电离度、高能量密度及高焰流速度的电弧。
等离子弧可用于焊接、喷涂、堆焊及切割。
本章只介绍焊接及切割。
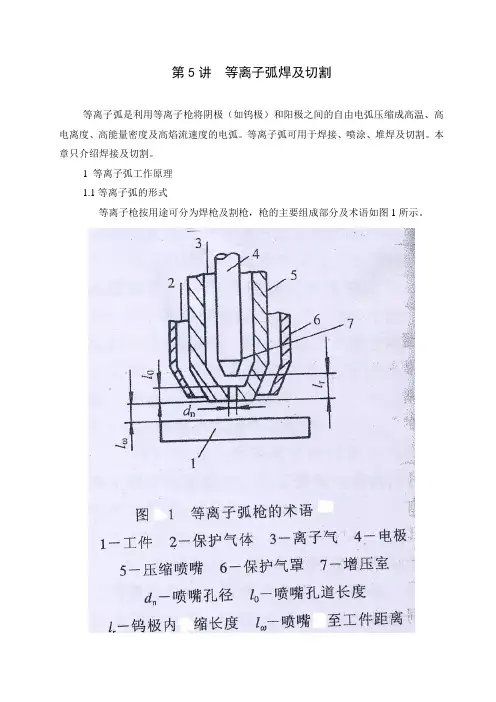
1 等离子弧工作原理1.1等离子弧的形式等离子枪按用途可分为焊枪及割枪,枪的主要组成部分及术语如图1所示。
切割用枪无保护气体2及保护气罩6。
压缩喷嘴5是等离子枪的关键部件,一般需用水冷。
喷嘴孔径dn及孔道长度l0是压缩喷嘴的两个主要尺寸。
喷嘴内通的气体称离子气。
中性的离子气在喷嘴内电离后使喷嘴内压力增加,所以喷嘴内壁与电极4之间的空间称增压室。
电离了的离子气从喷嘴流出时受到孔径限制,使弧柱截面变小,该孔径对弧柱的压缩作用称机械压缩。
水冷喷嘴内壁表面有一层冷气膜,电弧经过孔道时,冷气膜一方面使喷嘴与弧柱绝缘,另一方面使弧柱有效截面进一步收缩,这种收缩称热收缩。
弧柱电流自身磁场对弧柱的压缩作用称磁收缩。
在机械压缩与热收缩的作用下,弧柱电流密度增加,磁收缩随之增强,如电流不变,弧柱电场强度及弧压降都随电流密度增加而增加,所以等离子弧(也称压缩电弧)的电弧功率及温度明显高于自由电弧。
图2a所示的对比中,等离子弧的电弧温度比自由电弧高30%,电弧功率高100%。
由于电离后的离子气仍具有流体的性质,受到压缩从喷嘴孔径喷射出的电弧带电质点的运动速度明显提高(可达300m/s),所以等离子弧具有较小的扩散角及较大的电弧挺度(图2b),这也是等离子弧最突出的优点。
电弧挺度是指电弧沿电极轴线的挺直程度。
等离子弧具有的电弧力、能量密度及电弧挺度等与加工有关的物理性能取决于下列五个参数:1)电流;2)喷嘴孔径的几何尺寸;3)离子气种类;4)离子气流量;5)保护气种类;调整以上五个参数可使等离子弧适应不同的加工工艺。
如在切割工艺中,应选择大电流、小喷嘴孔径、大离子气量及导热好的离子气,以便使等离子弧具有高度集中的热量及高的焰流速度。