膨化型水产饲料加工热点问题的探讨
- 格式:pdf
- 大小:209.48 KB
- 文档页数:3
影响膨化料加工质量缺陷的分析的对策膨化水产饲料是顺应全球渔业养殖用饲料向着低污染、低浪费、高效率、高转化的良性发展需求,正被广大养殖户逐步接受和推广的新型水产饲料。
近年来,我国水产饲料产量增长迅速,对虾及珍贵特种水产用饲料发展很快。
在这些特种水产饲料中,挤压膨化颗粒饲料已成为主要的产品形式。
由于各挤压膨化水产饲料生产线多为近几年新建,特别是挤压膨化机的操作条件的控制技术尚不完善,国内众多饲料生产厂家对膨化水产饲料的加工工艺及生产特性尚处于不断摸索和发展阶段,所以各厂家生产的饲料产品的加工质量就会有较大的差异。
即使同一厂家在不同批次生产的同品种产品的质量也可能有较大波动。
无法保证物理特性的稳定。
经过多年的生产实践经验。
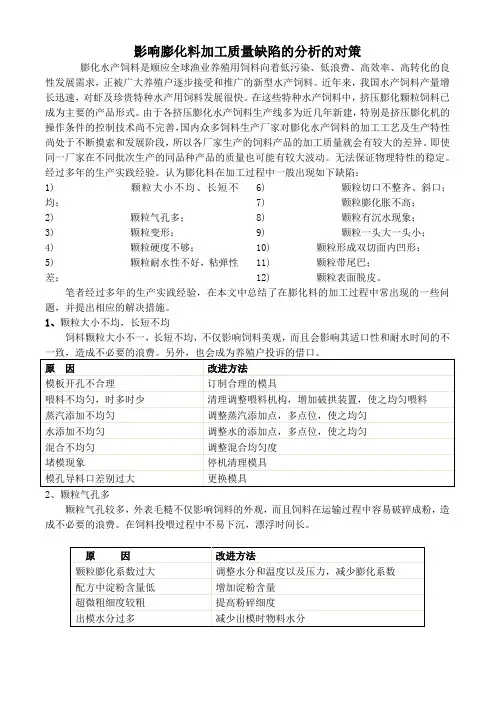
认为膨化料在加工过程中一般出现如下缺陷:1) 颗粒大小不均、长短不均; 2) 颗粒气孔多; 3) 颗粒变形; 4) 颗粒硬度不够; 5) 颗粒耐水性不好,粘弹性差; 6) 颗粒切口不整齐、斜口; 7) 颗粒膨化胀不高;8) 颗粒有沉水现象;9) 颗粒一头大一头小;10) 颗粒形成双切面内凹形;11) 颗粒带尾巴;12) 颗粒表面脱皮。
笔者经过多年的生产实践经验,在本文中总结了在膨化料的加工过程中常出现的一些问题,并提出相应的解决措施。
1、颗粒大小不均,长短不均饲料颗粒大小不一,长短不均,不仅影响饲料美观,而且会影响其适口性和耐水时间的不2、颗粒气孔多颗粒气孔较多,外表毛糙不仅影响饲料的外观,而且饲料在运输过程中容易破碎成粉,造成不必要的浪费。
在饲料投喂过程中不易下沉,漂浮时间长。
3、颗粒变形不圆颗粒变形,可能是由于模孔的变形,或者是由于水分过高,出模时在输送过程中被挤压变形。
所以对于刚出模的高温膨化饲料最好采用气力输送,这样不仅可以使颗粒的表面快速形成一层胶质包裹,减少颗粒的破碎,而且还可以圆整颗粒的造型。
但是气力运输过程中颗粒的水4、颗粒硬度不够饲料硬度是饲料对外压力所引起变形的抵抗能力。
水产膨化饲料研究报告
水产膨化饲料是一种新兴的饲料类型,它通过高温高压将水生动物饲料加工成一定形状和体积,使其在水中发生瞬间爆发,有利于水生动物充分消化和吸收饲料营养成分。
随着水产养殖业的发展,水产膨化饲料在饲料行业中得到了越来越广泛的应用。
水产膨化饲料在制作过程中,需要将原材料加入膨化机中进行高温高压处理,使其在短时间内迅速膨胀,形成一定形状。
由于生产过程中需要加入辅料,如脂肪、酵母、维生素和矿物质等,使得该类饲料成分丰富,口感鲜美,非常便于水生动物的消化吸收。
水产膨化饲料的应用能极大地改善水生动物的生长环境和口感,使其具有更高的食欲,既能提高饲养效益,又能减轻水产养殖业的生产压力。
根据实验结果,与传统饲料相比,水产膨化饲料的消化率和利用率都有较大提高,同时其营养成分也更加均衡,能够对水生动物的生长发育有良好的促进作用。
同时,水产膨化饲料还有具有优异的物理性质,如稳定性、易磨碎性、适口性等。
这种特点能够改善水产养殖饲料在运输和存储过程中易受外界环境影响而受到破坏的问题,提高饲料的经济效益。
综上所述,水产膨化饲料是一种具有良好生物可接受性、高度消化吸收性和完美物理性质的优质饲料。
其成功应用将会对水产养殖业的持续发展带来积极影响。
水产饲料生产制程中常见问题及品质改善措施耐水性差、凸凹不平、含粉大、长短不一?水产饲料生产制程中常见问题及品质改善措施饲料智造工场饲料智造工场:供致力于饲料产业发展的精英们,在饲料产业一体化经营中,提供原料、生产、技术、品管以及市场运营管理经验交流平台,面对饲料产业4.0的到来,智能化、精益化、标准化将成为饲料产业发展主题,请各位精英敞开心扉,携手共进,创造美好未来!我们在水产饲料日常生产当中,从各个环节也遇到了一些问题,现列举出来与大家交流,具体如下:一、配方问题1、鱼料配方结构中,粕类原料较多一些,如菜粕、棉粕等,都属粗纤维,一些油厂技术高明,油脂基本上榨干了,含量很少。
而且,这类原料在生产中,不易吸水,对制粒带来了很多的影响。
另外如棉粕难粉碎,影响效率。
2、处理措施:加大了菜籽饼的使用,另外在配方中添加质优的地产原料如米糠,其次添加约占配方比例5-8%的小麦。
通过调整,从09年制粒效果来看,比较理想,吨产量也上去了,2.5mm颗粒在8-9吨,较以往提高近2吨。
颗粒外观也明显改善。
另外,为提高粉碎棉粕的效率,我们将棉粕与菜粕进行2:1配混合后进行粉碎,改善后,粉碎速度基本与粉碎菜粕速度持平。
二、颗粒表面凹凸不平1、对成品外观带来极大影响,另投入到水中易溃散,利用率低。
其主要原因是:(1)原料粉碎过粗,调质过程中,未能充分熟化、软化,在通过模孔时与其他原料不能很好地结合。
(2)粗纤维含量较多的鱼料配方中,由于在调质过程中,原料中夹杂有蒸汽泡,在压制颗粒时,这些气泡由于受模内与模外压力差的原因,气泡破裂,导致颗粒表面产生凹凸不平。
2、处理措施:(1)控制好粉碎关目前我司在生产鱼料时,大宗原料采用1.2mm筛片微粉,控制好筛片的使用频次及锤片的磨损程度,确保粉碎细度。
(2)控制蒸汽压力根据配方,在生产时合理调节蒸汽压力,一般控制0.2左右,由于鱼料配方中粗纤维原料较多,需要质量较好的蒸汽和合理的调质时间。
鱼类膨化饲料工艺及优缺点浅析作者:廖建华来源:《好日子(下旬)》2017年第11期摘要:饲料业是我国农业中工业化程度最高的产业,是联系种植业、养殖业、畜产品加工业等产业的纽带,在农业中占有举足轻重的作用。
在饲料工业中,膨化水产饲料的生产工艺与传统的畜禽饲料的加工工艺有很大的不同。
根据水产饲料品种多、原料变化大、粉碎细度要求高和物料流动性差等特点,生产工艺的设计一般采用二次粉碎与二次配料混合来完成对粉状原料的加工;粉状原料经膨化机压制成型,再经过烘干、油脂喷涂和冷却筛选等工序来完成对膨化饲料的加工进入成品包装系统。
关键词:饲料;工艺在饲料行业中,人们把用来喂养动物的食物统称为饲料,饲料包括大豆、豆粕、玉米、鱼粉、氨基酸、棉粕、添加剂、乳清粉、油脂、肉骨粉、谷物、甜高粱等十余个品种的饲料原料。
原料是饲料的基础,不同的加工方法就会做出功能各异的饲料。
而这里所讲到的膨化饲料是一种专门适用于水产动物类(如图1-1)、幼畜、观赏动物等生长的饲料。
一般饲料的加工是一个多步骤,多工序的过程,通常要经过原料的接受与清理,再进行粉碎,混合,制粒等。
而膨化饲料膨化饲料是一项饲料加工新技术,饲料在挤压腔内膨化实际上是一个高温瞬时的过程:即饲料处于高温(110 -200 ℃)、高压(25-100kg/cm2)以及高剪切力、高水分(10 % -20 %甚至 30 %)的环境中,通过连续混和、调质、升温、增压、熟化、挤出模孔和骤然降压后形成一种膨松多孔的饲料。
饲料经膨化后,形成“爆米花”的状态,不但外形等物理状态有所改变,而且内部有机物分子结构也有改变,使淀粉更易消化,蛋白更易利用。
1 膨化饲料的加工工艺内容膨化饲料的加工工艺一般包含以下内容:(1)原料的接受与清理(2)原料的粉碎(3)原料粉碎后的配比与混合(4)混合后大颗粒料的微粉碎(5)二次配料以及二次混合(6)混合料的筛理(7)加水,蒸汽调质(8)湿法膨化制(9)后续的烘干,油脂喷涂以及冷却(10)最后的鉴定分级包装2 膨化饲料的优点及缺点一、膨化饲料的优点:(1)提高饲料的利用。
浅谈水产饲料单螺杆膨化机加工小颗粒膨化料。
目前水产膨化机在水产饲料领域得到一定的普及,膨化型水产饲料作为一种采食率高、转化率高、更具环保要求的高端产品,已经越来越被市场接受。
随着膨化技术的进一步提升,许多厂家把原先使用破碎工艺加工的小颗粒水产饲料改成使用直接使用膨化机生产,生产小颗粒水产饲料的模具一般为1.2mm、1.0mm和0.8mm,甚至有些厂家要求加工模具孔径为0.6mm的膨化颗粒。
使用破碎工艺加工的小颗粒的优点是生产比较方便、成本相对较低,但是其配方成本高、含粉量大、水中稳定性差及回机料多等众多缺点使得大家更倾向于使用膨化机直接生产。
小颗粒直接使用膨化机进行膨化,具有配方成本低、含粉量低、水中稳定性好、外观漂亮等众多有点,但是其生产时相对比较麻烦,加工成本较高,尤其是加工模具孔径为0.6mm的膨化颗粒时,由于产能的降低、工艺配置的要求更严格,所以其成本更高。
本文以模具为1.0mm、膨化机使用单螺杆膨化机生产小直径颗粒膨化水产饲料为例,对生产过程中工艺流程配置要求、工艺参数以及生产中相关注意事项为大家作一个简单介绍。
1 原料膨化前细度的要求加工小颗粒膨化水产饲料对原料的粉碎细度有着极其严格的要求。
从理论上讲原料的粉碎细度达到100%通过60目筛时,就可以保证使用模孔1.0mm的膨化机能够正常生产。
但是实践证明,这样的一个粉碎细度进行生产时,膨化机运行一段时间后,模孔开始堵塞,颗粒的膨胀系数会逐渐变大,同时膨化颗粒会变长。
当有更多模孔被堵塞,此时切刀的转速达到极限也不能使膨化颗粒的长度达到要求时,最终只能选择停机清理模具。
所以为了能够长时间的稳定生产,建议原料的粉碎细度达到100%过80目筛较好,最低也要达到98%且筛上物最大颗粒粒径不得超过0.3mm。
原料在这样的细度下能够保证膨化机长时间的稳定生产,同时原料由于粉碎比较细,膨化颗粒的外观也比较光滑、漂亮。
表3-1破碎工艺和直接膨化工艺加工小颗粒的优缺点比较。
影响膨化料加工质量的12个缺陷分析及对策膨化水产饲料是顺应全球渔业养殖用饲料向着低污染、低浪费、高效率、高转化的良性发展需求,正被广大养殖户逐步接受和推广的新型水产饲料。
近年来,我国水产饲料产量增长迅速,对虾及珍贵特种水产用饲料发展很快。
在这些特种水产饲料中,挤压膨化颗粒饲料已成为主要的产品形式。
由于各挤压膨化水产饲料生产线多为近几年新建,特别是挤压膨化机的操作条件的控制技术尚不完善,国内众多饲料生产厂家对膨化水产饲料的加工工艺及生产特性尚处于不断摸索和发展阶段,所以各厂家生产的饲料产品的加工质量就会有较大的差异。
即使同一厂家在不同批次生产的同品种产品的质量也可能有较大波动。
无法保证物理特性的稳定。
经过多年的生产实践经验。
认为膨化料在加工过程中一般出现如下缺陷:1) 颗粒大小不均、长短不均;2) 颗粒气孔多;3) 颗粒变形;4) 颗粒硬度不够;5) 颗粒耐水性不好,粘弹性差;6) 颗粒切口不整齐、斜口;7) 颗粒膨化胀不高;8) 颗粒有沉水现象;9) 颗粒一头大一头小;10) 颗粒形成双切面内凹形;11) 颗粒带尾巴;12) 颗粒表面脱皮。
笔者经过多年的生产实践经验,在本文中总结了在膨化料的加工过程中常出现的一些问题,并提出相应的解决措施。
1、颗粒大小不均,长短不均饲料颗粒大小不一,长短不均,不仅影响饲料美观,而且会影响其适口性和耐水时间的不一致,造成不必要的浪费。
另外,也会成为养殖户投诉的借口。
2、颗粒气孔多颗粒气孔较多,外表毛糙不仅影响饲料的外观,而且饲料在运输过程中容易破碎成粉,造成不必要的浪费。
在饲料投喂过程中不易下沉,漂浮时间长。
3、颗粒变形不圆颗粒变形,可能是由于模孔的变形,或者是由于水分过高,出模时在输送过程中被挤压变形。
所以对于刚出模的高温膨化饲料最好采用气力输送,这样不仅可以使颗粒的表面快速形成一层胶质包裹,减少颗粒的破碎,而且还可以圆整颗粒的造型。
但是气力运输过程中颗粒的水分很重,需尽快干燥。
水产膨化饲料生产工艺及影响因素1饲料配方
水产膨化饲料的饲料配方应根据水产动物品种的营养需求结合膨化的特点进行设计,应保证原料配比中有较高量的淀粉类原料,添加剂应选用耐受高温的,特别是维生素应选用耐高温品种或增加其用量。
2生产工艺
水产膨化浮性饲料的生产工艺流程为:配料一微粉碎一混合一加水混合一膨化制粒一冷却、烘干- 包装。
原料的粉碎粒度应在0.5mm 以下,这样既有利于膨化制粒,又能提高原料中营养成份的利用率;加水混合是一个关键步骤,应控制原料含水量在23%-30%之间,水分过低,难于膨化,容易堵塞,水分太高,则可能膨化不充分,影响成型;膨化制粒一般采用湿法挤压膨化机,原料在膨化机中螺旋的挤压和推动下,产生高温高压,在通过模孔的瞬间,温度和压力急剧下降,使原料中的水分迅速蒸发,体积膨胀,比重变轻,经过料口的切口切割成型,再经冷却和烘干至室温和水分12%以下包装。
3影响膨化的因素
原料的配比、原料中的淀粉含量及水分含量、膨化温度及压力、膨化机的转速都影响到膨化的质量,特别是原料中的淀粉含量和水分含量以及膨化温度影响较大。
应综合调节这些因素,才能生产出质量较好的水产膨化浮性饲料。
2023年膨化水产饲料行业市场分析现状膨化水产饲料是指将鱼类和其他水生动物的饲料原料经过膨化处理,制成颗粒状或粉状的饲料。
膨化水产饲料具有高效能、易于消化吸收、营养均衡等特点,被广泛应用于水产养殖业。
以下是对膨化水产饲料行业市场的分析现状。
一、市场规模膨化水产饲料行业市场规模逐年扩大。
随着水产养殖业的发展,对膨化水产饲料的需求逐渐增加。
据统计数据显示,膨化水产饲料市场规模在过去几年内以年均10%以上的速度增长。
预计未来几年,膨化水产饲料市场规模还将继续扩大。
二、市场竞争膨化水产饲料行业市场竞争激烈。
目前,市场上有众多膨化水产饲料生产商。
大型饲料企业和一些专业的水产饲料生产企业都投入了大量的资金和人力资源开发和生产膨化水产饲料。
由于市场竞争激烈,企业之间的产品差异化相对较小,价格竞争也很激烈。
企业需要通过提高技术、优化产品结构,提高产品质量和降低生产成本来在市场中占据一定的份额。
三、产品特点膨化水产饲料具有多种产品特点。
首先,膨化水产饲料具有高效能的特点。
通过膨化处理,饲料的消化率得到提高,能够提供动物所需的营养物质,提高养殖效果。
其次,膨化水产饲料易于消化吸收。
膨化处理使饲料颗粒变得松散,容易被动物消化吸收,减少饲料浪费,提高利用率。
再次,膨化水产饲料营养均衡。
通过添加适当的营养成分,能够满足水生动物的生长、繁殖和免疫等需要。
四、发展趋势膨化水产饲料行业有很大的发展潜力。
首先,随着人们对健康食品的需求增加,对高品质和安全的水产品的需求也在增加,这将推动膨化水产饲料市场的发展。
其次,随着养殖技术的进步,对于饲养水产动物的需求也在增加,这将增加对膨化水产饲料的需求。
再次,经过研发和改良,膨化水产饲料的技术和生产工艺将不断提高,产品的质量和性能将不断升级,也将提高市场竞争力。
综上所述,膨化水产饲料行业市场规模逐年扩大,市场竞争激烈,产品特点明显,发展潜力巨大。
未来几年,膨化水产饲料行业将继续受到市场的重视和关注。
缓沉性水产膨化饲料加工参数研究及高粱作为淀粉源对水产膨化饲料产品质量影响缓沉性水产膨化饲料加工参数研究及高粱作为淀粉源对水产膨化饲料产品质量影响水产膨化饲料是一种低污染、高效率、高转化率的优质环保型饲料。
目前,在欧洲的许多国家和地区已经形成了以膨化饲料为主流的加工与养殖新模式。
近几年来,随着我国水产养殖品种的不断增加,对水产膨化饲料的要求也越来越高,缓沉性水产膨化饲料是针对习惯在中下层摄食的肉食性水产动物(如石斑鱼、加州鲈、大菱鲆、江团和海水仔稚鱼等),要求产品缓慢下沉,加工难度很高。
同时,淀粉在水产膨化饲料加工过程中起着非常重要的作用,不仅能增强物料的粘性,在膨化饲料中起到膨胀和粘合的双重作用,而在水产膨化饲料中使用高粱,可以拓宽水产饲料淀粉源选择,降低生产成本。
因此,本试验采用单因素和中心组合实验对缓沉性水产膨化饲料的加工参数进行优化,并研究高粱和预糊化高粱作为淀粉源对水产膨化饲料加工质量的影响,具体内容如下:(1)采用单因素实验方法,研究了吨料开孔面积(300~500mm~2/(t/h))、调质物料水分(23~31%)和模头温度(100~140℃)对缓沉性水产膨化饲料沉浮性的影响。
研究结果表明,随着吨料开孔面积的提高,容重逐渐升高,膨化率逐渐降低,单位密度先降低后升高。
当吨料开孔面积为400mm~2/(t/h)时,随着调质物料水分的增加(23~31%),容重和单位密度逐渐降低,膨化率逐渐升高,逐渐出现漂浮的现象。
当吨料开孔面积为450 mm~2/(t/h)时,随着调质物料水分的增加(22-27%),容重和单位密度先升高后降低,膨化率先降低升高。
随着模头温度的升高,容重、单位密度和下沉速度逐渐降低,膨化率逐渐升高。
建议缓沉性水产膨化饲料的工艺参数为吨料开孔面积450mm~2/(t/h)左右,调质物料水分25%左右,模头温度130℃左右,螺杆转速240pm,此时产品的下沉速度为5.88±0.13cm/s。
饲料学课题:专业:班级:姓名:学号:水产膨化饲料的研究进展一、膨化饲料综述随着水产养殖业向规模化、集约化、专业化的方向发展,对水产饲料的要求也越来越高。
一方面,水产养殖的品种众多,由于它们的生活习性不同,所以对饲料性状的要求也不同:为了使水产养殖动物有足够的摄食时间,除了使饲料颗粒能完整保持一定时间外,还应该相应制成浮性(针对上层鱼类、蛙类)、慢沉性(针对中下层鱼类)和沉性(针对虾蟹类)三类饲料,以满足各种水产养殖动物的摄食需要;另一方面,膨化料粘合性较好,不易散失,而且能够准确掌握投料数量,减少浪费--这也是为了适应当前人们对环境保护的要求。
目前许多水产养殖发达的国家和地区都在大量使用膨化水产饲料。
例如在挪威,大西洋鲑的养殖全部使用高能低蛋白膨化饲料,饵料系数在1.1以下,不仅提高了经济效益,而且减轻了饲料对环境带来的负担。
[1]水产膨化饲料也能很好地满足水产养殖业对饲料环保、高效的要求。
工欲善其事必先利其器,本文从水产饲料的工艺、机器方面着眼,来分析水产膨化饲料的研究进展。
水产膨化饲料的特点1.1便于饲养管理水产膨化饲料能较长时间悬浮于水面(水中),投饲时不需专设投饲台,只需定点投饲即可;鱼采食时需出水面,能直接观察鱼的采食情况,及时调整投饲量,并能及时了解鱼类的生长情况和健康状况,因此采用水产膨化饲料有助于进行科学的饲养管理,既节约大量时间,又能提高劳动生产率。
1.2防止饲料浪费水产膨化饲料在水中稳定性很好。
一般2小时内(有的长达l0多小时)不溶解,因而能避免饲料中营养成份在水中溶解散失和饲料沉入泥中,而且残饵也容易捞起晒干,能最大限度防止饲料浪费。
据试验表明一般采用水产膨化饲料比粉状或硬颗粒饲料节约饲料10%左右。
l-3降低水质污染水产膨化饲料在水中不溶解,不下沉,因而能避免饲料在水中残留发酵,降低了水中有机物的耗氧量,从而有效地降低水质污染。
1.4饲料利用率高膨化时高温处理,使淀粉糊化、脂肪稳定,并破坏和软化纤维结构和细胞壁,从而提高各营养成份的利用率,挤压膨化可显著降低棉籽及棉籽粕中游离棉酚的含量,对菜籽粕中的芥子甙、蓖麻籽粕中的有毒蛋白等,也有较好的脱毒效果。
草鱼膨化料市场推广存在的问题及策略作者:暂无来源:《渔业致富指南》 2018年第12期水产膨化料是在原有颗粒料的基础上,经过配方优化改良,满足水产动物营养及工艺需求的基础上,在比颗粒料更高的生产温度、更大的压力空间内进行挤压、熟化,再进入正常的空气环境中,生产出疏松多孔,体积较轻的饲料。
它具有消化吸收率高、鱼体长势快、饵料系数低、水中稳定性强、投饲管理方便等优点,但同时高温高压也容易造成营养物质损失、营养特质间产生美拉德反应,加工及运输成本高等缺点。
一、草鱼膨化料与养殖模式存在的问题及策略中国地大物博,水域资源丰富,包含了池塘、网箱、水库、河流、稻田等诸多的水产养殖模式,不同区域间气候、水源条件、养殖水平差异很大,且主养套养品种、密度、出鱼时间及规格不尽相同,只有清晰地了解了不同模式下的养殖对象营养需求,才能因地制宜地设计出与之相匹配的产品。
以江西南昌地区养殖模式为例(表1),结合近两年鱼价变化规律(图1),每年4-8月份鱼价比其它月份更好,显然如果能够在该阶段卖鱼,养殖效益会更高。
以2017年草鱼养殖为例(表2),膨化料可以比颗粒料提早一个半月上市,草鱼可以溢价1.2元/kg销售,亩毛利润多盈利近2000元。
(注:亩毛利润仅计算饲料成本,不包含鱼苗、鱼药、塘租、电耗等成本)膨化料的使用一定要结合当地的养殖模式。
例如,江西赣州地区许多区域都是春节前后放养0.1~0.15kg/尾的鱼苗,至年底养成1.5kg左右上市,亩放养量400~600尾,如果不改变出鱼模式,全程使用膨化料显然不能达到颗粒料的效益。
二、草鱼膨化料与养殖户认知存在的问题及策略目前养殖户普遍对膨化料的理解与认识不足,一般养殖户会拿膨化料长一斤鱼的饲料成本(钱肉比)与颗粒料相比,发现膨化料会高0.2~0.4元/kg的成本,而片面认为膨化料没有优势。
事实上,从提早出鱼赶高价、提升密度增产量等方面综合考虑,膨化料的综合盈利能力还是明显优于颗粒料。
膨化水产饲料的密度控制技术摘要:水产饲料的颗粒密度是影响质量的关键因素,本文探讨影响颗粒饲料质量的因素以及加工技术参数,为饲料加工提供理论依据。
关键词:水产饲料膨化颗粒饲料的密度加工工艺鱼类的消化道比较短,而且口腔摄取食物变化也不同于家畜,加上生活在水环境中,因此要求饲料必须易消化而且形状、大小和水中的沉浮性必须与鱼的大小、种类和自然采食习惯相适应。
可以通过配方和加工工艺控制饲料的所有这些特点。
这些指标中相比较水产饲料的密度被认为是评价产品质量的关键指标,因为它影响其他很多指标,如生产能力、饲料的沉浮特性、产品外观以及喷涂物的吸收效果。
所以本文主要探讨配方和生产工艺对产品密度的影响。
通常描述的密度是颗粒密度而不是容重。
颗粒密度通常指的是产品的实际密度,而产品的容重是一定体积物质的重量。
因为一定体积的物料除了颗粒以外还包含颗粒之间的空隙,而空隙的大小是由原料的种类、颗粒的大小和表面特性等因素决定。
实际测定颗粒的密度比较复杂,一般有下列关系:颗粒密度=产品容重/(1-空隙率)对于水产饲料来说空隙率没有意义。
颗粒的密度是由组成颗粒的粒子、多孔性和空气的混入程度等多种因素决定的,同样的配方下产品的密度也有变化,膨化机的运行参数改变产品密度也改变。
影响饲料密度的因素很多,如加工工艺、设备、加工参数、过程控制、饲料原料和配方等。
水产饲料的浮性和密度是密切相关的(表1)。
表1 水产饲料密度和沉浮性的关系饲料特性海水20℃(3% 盐度)淡水20℃快沉>640g/l>600g/l慢沉580~600g/l540~560g/l中浮520~540g/l480~500g/l漂浮<480g/l<440g/l1. 饲料配方对产品密度的影响饲料配方中对产品密度影响因素最大的是脂肪。
饲料配方组分中的脂肪会减少膨胀并易形成高密度的颗粒饲料。
通过在单螺杆挤压膨化机的调质阶段添加鱼油来改变脂肪含量(0% ~14%)的研究表明,在膨化过程中增加内源性脂肪可以明显增大最终产品的密度(表2)。