FANUC系统(加工中心)的11种孔加工固定循环指令
- 格式:doc
- 大小:35.50 KB
- 文档页数:7
钻孔循环指令钻孔循环指令:G81、G82、G73、G84、G74、G85、G86、G89、G76、G87、G80采用孔加工固定循环功能,只用一个指令,便可完成某种孔加工(如钻、攻、镗)的整个过程。
一、孔加工循环的动作孔加工循环指令为模态指令,一旦某个孔加工循环指令有效,在接着所有的位置均采用该孔加工循环指令进行孔加工,直到用G80取消孔加工循环为止。
在孔加工循环指令有效时, XY平面内的运动方式为快速运动(G00)。
孔加工循环一般由以下6个动作组成:1、A→B刀具快速定位到孔加工循环起始点B(X,Y);2、B→R刀具沿Z方向快速运动到参考平面R;3、R→E孔加工过程(如钻孔、镗孔、攻螺纹等);4、E点,孔底动作(如进给暂停、主轴停止、主轴准停、刀具偏移等);5、E→R刀具快速退回到参考平面R;6、R→B刀具快速退回到初始平面B。
二、孔加工固定循环指令FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1、钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
编程实例:如图a所示零件,要求用G81加工所有的孔,其数控加工程序如下:图a 图bN02 T01 M06; 选用T01号刀具(Φ10钻头)N04 G90 S1000 M03;启动主轴正转1000r/minN06 G00 X0. Y0. Z30. M08;N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10,10)位置钻孔,孔的深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)N12 Y30;在(50,30)位置钻孔N14 X10;在(10,30)位置钻孔N16 G80;取消钻孔循环N18 G00 Z30N20 M302、钻孔循环指令G82G82钻孔加工循环指令格式为:G82 G△△X__Y__Z__ R__P__ F__在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
FANUC系统(加工中心)的11种孔加工固定循环指令针对fanuc系统加工中心常用的孔加工固定循环指令的整理,当然我们在日常的操作中最常用的也就那么几个,大家可以根据自己的个人习惯辨析加以记忆。
FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
注(一般在孔循环指令前要加G99或者G98,其中G99是指刀具完成一个指令的孔循环命令或一个动作后,刀具返回至R面,G98为刀具退回至下面点的位置,即安全点位置。
系统默认情况下为G98)1)钻孔循环指令G81 (主要应用在点孔,打中心孔,以及孔口倒角,或者是铰孔时)G81钻孔加工循环指令格式为:G81 G△△ X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
编程实例:如图a所示零件,要求用G81加工所有的孔,其数控加工程序如下:图a 图bN02 T01 M06; 选用T01号刀具(Φ10钻头)N04 G90 S1000 M03; 启动主轴正转1000r/minN06 G00 X0. Y0. Z30. M08;N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10,10)位置钻孔,孔的深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)N12 Y30; 在(50,30)位置钻孔N14 X10; 在(10,30)位置钻孔N16 G80;取消钻孔循环N18 G00 Z30N20 M302)钻孔循环指令G82 (此命令仅比G81多一个P字符,实际应用的不算太多,原理上用在忽孔平孔中。
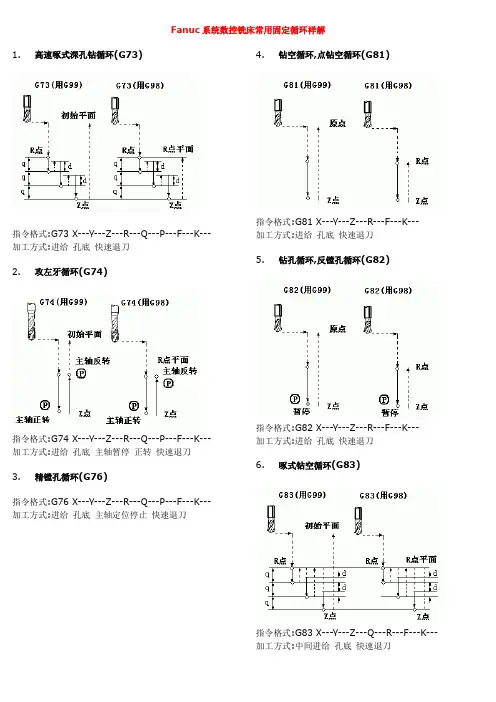
Fanuc系统数控铣床常用固定循环祥解1.高速啄式深孔钻循环(G73)指令格式:G73 X---Y---Z---R---Q---P---F---K--- 加工方式:进给孔底快速退刀2.攻左牙循环(G74)指令格式:G74 X---Y---Z---R---Q---P---F---K--- 加工方式:进给孔底主轴暂停正转快速退刀3.精镗孔循环(G76)指令格式:G76 X---Y---Z---R---Q---P---F---K--- 加工方式:进给孔底主轴定位停止快速退刀4.钻空循环,点钻空循环(G81)指令格式:G81 X---Y---Z---R---F---K---加工方式:进给孔底快速退刀5.钻孔循环,反镗孔循环(G82)指令格式:G82 X---Y---Z---R---F---K---加工方式:进给孔底快速退刀6.啄式钻空循环(G83)指令格式:G83 X---Y---Z---Q---R---F---K--- 加工方式:中间进给孔底快速退刀7.攻牙循环(G84)指令格式:G84 X---Y---Z---R---P---F---K--- 加工方式:进给孔底主轴反转快速退刀8.镗孔循环(G85)指令格式:G85 X---Y---Z---R---F---K---加工方式:中间进给孔底快速退刀9.镗孔循环(G86)指令格式:G86 X---Y---Z---R---F---K---加工方式:进给孔底主轴停止快速退刀10.反镗孔循环(G87)指令格式:G87 X---Y---Z---R---F---K---加工方式:进给孔底主轴正转快速退刀11.镗孔循环(G88)指令格式:G88 X---Y---Z---R---F---K---加工方式:进给孔底暂停, 主轴停止快速退刀12.镗孔循环(G89)指令格式:G89 X---Y---Z---R---F---K---加工方式:进给孔底暂停快速退刀。
FANUC系统的11种孔加工固定循环指令FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△ X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
编程实例:如图a所示零件,要求用G81加工所有的孔,其数控加工程序如下:图a 图bN02 T01 M06; 选用T01号刀具(Φ10钻头)N04 G90 S1000 M03; 启动主轴正转1000r/minN06 G00 X0. Y0. Z30. M08;N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10,10)位置钻孔,孔的深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)N12 Y30; 在(50,30)位置钻孔N14 X10; 在(10,30)位置钻孔N16 G80;取消钻孔循环N18 G00 Z30N20 M302)钻孔循环指令G82G82钻孔加工循环指令格式为:G82 G△△ X__ Y__ Z__ R__ P__ F__在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
该指令在孔底加进给暂停动作,即当钻头加工到孔底位置时,刀具不作进给运动,并保持旋转状态,使孔底更光滑。
![[整理版]加工中心固定循环指令](https://uimg.taocdn.com/10dfb7d44128915f804d2b160b4e767f5acf80ad.webp)
加工中心固定循环指令常用加工指令中,每一个G指令一般都对应机床的一个动作,它需要用一个程序段来实现。
为了进一步提高编程工作效率, FANUC-Oi系统设计有固定循环功能,它规定对于一些典型孔加工中的固定、连续的动作,用一个G指令表达,即用固定循环指令来选择孔加工方式。
常用的固定循环指令能完成的工作有:钻孔、攻螺纹和镗孔等。
这些循环通常包括下列六个基本操作动作:1、在XY平面定位2、快速移动到R平面3、孔的切削加工4、孔底动作5、返回到R平面6、返回到起始点。
图5.8中实线表示切削进给,虚线表示快速运动。
R平面为在孔口时,快速运动与进给运动的转换位置。
常用的固定循环有高速深孔钻循环、螺纹切削循环、精镗循环等。
编程格式 G90 /G91 G98/G99 G73~G89 X~ Y~ Z~ R~ Q~ P~F~ K ~式中: G90 /G91--绝对坐标编程或增量坐标编程;G98--返回起始点;G99--返回R平面。
G73~G89--孔加工方式,如钻孔加工、高速深孔钻加工、镗孔加工等;X、Y--孔的位置坐标;Z--孔底坐标;R--安全面(R面)的坐标。
增量方式时,为起始点到R面的增量距离;在绝对方式时,为R面的绝对坐标;Q--每次切削深度;P--孔底的暂停时间;F--切削进给速度;K--规定重复加工次数。
固定循环由G 80或01组G代码撤消。
FANUC Oi B数控系统操作面板说明阅读:4698一、机床操作面板结构及功能说机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
二、操作面板说明1.CYCLE START 程序执行启动按钮(带灯)自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指示灯点亮。
2.FEED HOLD进给保持按钮(带灯)自动执行程序期间,按下此按钮,机床运动轴即减速停止。
孔加工固定循环指令1.孔加工固定循环指令的概述〔1〕孔加工固定循环动作数控加工中,某些加工动作循环已经典型化。
例如,钻孔、镗孔的动作是孔位平面定位、快速引进、工作进给、快速退回等,这样一系列典型的加工动作已经预先编好程序,存储在内存中,可用包含G代码的一个程序段调用,从而简化编程工作。
这种包含了典型动作循环的G代码称为循环指令。
孔加工固定循环指令有G73,G74,G76,G80~G89,通常由下述6个动作构成见图7-26所示:动作1——X、Y轴定位X轴和y轴的快速定位。
动作2——快速运动到R点参考点快速运动到R点;动作3——孔加工;动作4——在孔底的相应动作,见表7-3;动作5——返回到R点〔快退或工作进给退回〕;动作6——快速移动到初始点。
图7-26 固定循环动作〔实线—切削进给虚线—快速进给〕〔2〕孔加工固定循环指令表FANUC Oi-MB数控系统的孔加工固定循环功能,包括12种固定循环功能指令和一种取消固定循环功能指令〔G80〕,见表7-3所示。
表7-3 FANUC Oi-MB数控系统的固定循环功能〔3〕孔加工固定循环平面及指令格式①初始平面初始平面是为平安进刀而规定的一个平面。
初始平面可以设定在任意一个平安高度上。
当使用同一把刀具加工多个孔时,刀具在初始平面内的移动应不会与夹具、工件凸台等发生干预。
② R点平面R点平面又叫R参考平面。
这个平面是刀具下刀时,自快进转为切削进给的高度平面,距工件外表的距离主要考虑工件外表的尺寸变化,一般情况下取2~5mm〔图7-27所示〕。
③孔底平面加工不通孔时,孔底平面就是孔底的Z轴高度。
而加工通孔时,除要考虑孔底平面的位置外,还要考虑刀具的超越量〔图7-27中Z点〕,以保证所有孔深都加工到尺寸。
④刀具从孔底的返回方式当刀具加工到孔底平面后,刀具从孔底平面以两种方式返回,即返回到R点平面和返回到初始平面,分别用指令G98与G99来决定。
⑤孔加工固定循环的根本格式孔加工循环的通用编程格式如下:G90/G91 G73~G89 G98/G99 X Y Z R Q10 mmm〔可通过人工设定加以改变〕。
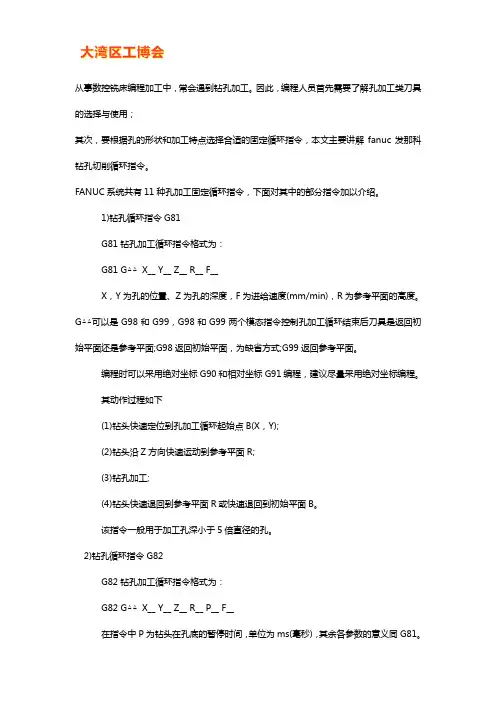
从事数控铣床编程加工中,常会遇到钻孔加工。
因此,编程人员首先需要了解孔加工类刀具的选择与使用;其次,要根据孔的形状和加工特点选择合适的固定循环指令,本文主要讲解fanuc发那科钻孔切削循环指令。
FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
2)钻孔循环指令G82G82钻孔加工循环指令格式为:G82 G△△X__ Y__ Z__ R__ P__ F__在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
该指令在孔底加进给暂停动作,即当钻头加工到孔底位置时,刀具不作进给运动,并保持旋转状态,使孔底更光滑。
G82一般用于扩孔和沉头孔加工。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头在孔底暂停进给;(5)钻头快速退回到参考平面R或快速退回到初始平面B。
3)高速深孔钻循环指令G73对于孔深大于5倍直径孔的加工由于是深孔加工,不利于排屑,故采用间段进给(分多次进给),每次进给深度为Q,最后一次进给深度≤Q,退刀量为d(由系统内部设定),直到孔底为止。
FANUC 系统(加工中心)的11 种孔加工固定循环指令”FANUC 系统共有 11 种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令 G81G81 钻孔加工循环指令格式为:G81 G △△X__ Y__ Z__ R__ F__X,Y 为孔的位置、 Z 为孔的深度, F 为进给速度( mm/min ), R 为参考平面的高度。
G△△可以是 G98 和 G99 , G98 和 G99 两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面; G98 返回初始平面,为缺省方式; G99 返回参考平面。
编程时可以采用绝对坐标G90 和相对坐标G91 编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X ,Y);(2)钻头沿 Z 方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R 或快速退回到初始平面 B。
该指令一般用于加工孔深小于 5 倍直径的孔。
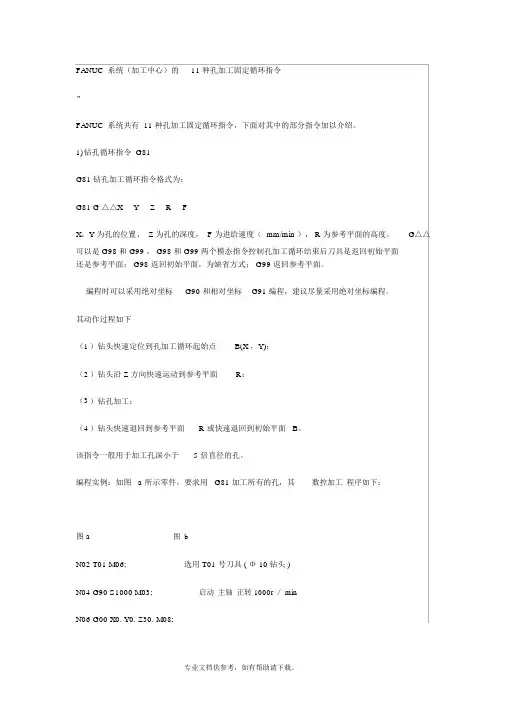
编程实例:如图 a 所示零件,要求用 G81 加工所有的孔,其数控加工程序如下:图 a图bN02T01 M06;选用 T01 号刀具 ( Φ 10钻头 )N04 G90 S1000 M03;启动主轴正转 1000r / minN06G00 X0. Y0. Z30. M08;N08 G81 G99 X10. Y10. Z-15. R5 F20;在(10,10)位置钻孔,孔的深度为15mm ,参考平面高度为5mm ,钻孔加工循环结束返回参考平面N10 X50;在 (50 ,10) 位置钻孔 (G81 为模态指令,直到 G80 取消为止 ) N12 Y30;在 (50,30)位置钻孔N14 X10;在 (10,30)位置钻孔N16 G80 ;取消钻孔循环N18 G00 Z30N20 M302)钻孔循环指令 G82G82 钻孔加工循环指令格式为:G82 G △△X__ Y__ Z__ R__ P__ F__在指令中 P 为钻头在孔底的暂停时间,单位为ms( 毫秒 ),其余各参数的意义同G81 。
G△△FANUC 系统(加工中心)的 11种孔加工固定循环指令FANUC 系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G △△__ Y__ Z__ R__ F__X ,Y 为孔的位置、Z 为孔的深度,F 为进给速度(mm/min ),R 为参考平面的高度。
可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平 面还是参考平面; G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标 G90和相对坐标 G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1) 钻头快速定位到孔加工循环起始点 B (X ,Y ); (2) 钻头沿Z 方向快速运动到参考平面 R ; (3) 钻孔加工;(4) 钻头快速退回到参考平面 R 或快速退回到初始平面 B 。
该指令一般用于加工孔深小于5倍直径的孔。
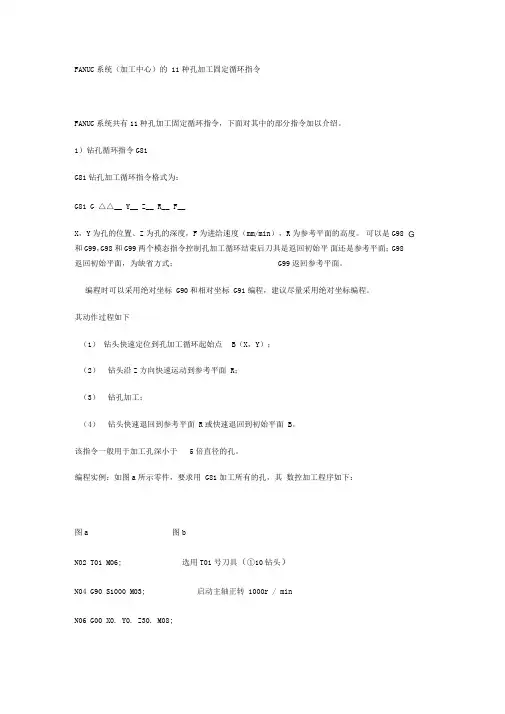
编程实例:如图a 所示零件,要求用 G81加工所有的孔,其 数控加工程序如下:图a 图bN02 T01 M06;选用T01号刀具(①10钻头)N04 G90 S1000 M03; 启动主轴正转 1000r / minN06 G00 X0. Y0. Z30. M08;N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)N12 Y30; 在(50,30)位置钻孔N14 X10;在(10,30)位置钻孔 N16 G80 ; N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10, 10)位置钻孔,孔的深度为 15mm ,参考平面高度为5mm ,钻孔加工循环结束返回参考平面取消钻孔循环N18 G00 Z30 N20 M302) 钻孔循环指令G82G82钻孔加工循环指令格式为: G82 G △△__ Y__ Z__ R__ P__ F__在指令中P 为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同 G81 o该指令在孔底加进给暂停动作, 即当钻头加工到孔底位置时, 刀具不作进给运动, 并保持旋转状态,使孔底更光滑。
FANUC系统的11种孔加工固定循环指令.txt22真诚是美酒,年份越久越醇香浓型;真诚是焰火,在高处绽放才愈是美丽;真诚是鲜花,送之于人手有余香。
一颗孤独的心需要爱的滋润;一颗冰冷的心需要友谊的温暖;一颗绝望的心需要力量的托慰;一颗苍白的心需要真诚的帮助;一颗充满戒备关闭的门是多么需要真诚这一把钥匙打开呀!FANUC系统的11种孔加工固定循环指令.txt同志们:别炒股,风险太大了,还是做豆腐最安全!做硬了是豆腐干,做稀了是豆腐脑,做薄了是豆腐皮,做没了是豆浆,放臭了是臭豆腐!稳赚不亏呀! FANUC系统的11种孔加工固定循环指令FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△ X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
编程实例:如图a所示零件,要求用G81加工所有的孔,其数控加工程序如下:图a 图bN02 T01 M06; 选用T01号刀具(Φ10钻头)N04 G90 S1000 M03; 启动主轴正转1000r/minN06 G00 X0. Y0. Z30. M08;N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10,10)位置钻孔,孔的深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)N12 Y30; 在(50,30)位置钻孔N14 X10; 在(10,30)位置钻孔N16 G80;取消钻孔循环N18 G00 Z30N20 M302)钻孔循环指令G82G82钻孔加工循环指令格式为:G82 G△△ X__ Y__ Z__ R__ P__ F__在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
钻孔循环指令钻孔循环指令:G81、G82、G73、G84、G74、G85、G86、G89、G76、G87、G80采用孔加工固定循环功能,只用一个指令,便可完成某种孔加工(如钻、攻、镗)的整个过程。
一、孔加工循环的动作孔加工循环指令为模态指令,一旦某个孔加工循环指令有效,在接着所有的位置均采用该孔加工循环指令进行孔加工,直到用G80取消孔加工循环为止。
在孔加工循环指令有效时, XY平面内的运动方式为快速运动(G00)。
孔加工循环一般由以下6个动作组成:1、A→B刀具快速定位到孔加工循环起始点B(X,Y);2、B→R刀具沿Z方向快速运动到参考平面R;3、R→E孔加工过程(如钻孔、镗孔、攻螺纹等);4、E点,孔底动作(如进给暂停、主轴停止、主轴准停、刀具偏移等);5、E→R刀具快速退回到参考平面R;6、R→B刀具快速退回到初始平面B。
二、孔加工固定循环指令FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1、钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
编程实例:如图a所示零件,要求用G81加工所有的孔,其数控加工程序如下:图a 图bN02 T01 M06; 选用T01号刀具(Φ10钻头)N04 G90 S1000 M03;启动主轴正转1000r/minN06 G00 X0. Y0. Z30. M08;N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10,10)位置钻孔,孔的深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)N12 Y30;在(50,30)位置钻孔N14 X10;在(10,30)位置钻孔N16 G80;取消钻孔循环N18 G00 Z30N20 M302、钻孔循环指令G82G82钻孔加工循环指令格式为:G82 G△△X__Y__Z__ R__P__ F__在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
FANUC 0i-MB系统的固定循环指令
G73 间歇进给 —— 快速移动高速深孔钻循环
(标准断屑钻(Standard Drill Break Chip)
G74 切削进给停刀→主轴正转切削进给左旋攻丝循环(标准攻丝,左旋攻丝循环)
G76 切削进给主轴定向停止快速移动精镗循环
(标准镗,横向偏置后快退(Standard Bore No Drag)
G80 取消固定循环
G81 切削进给快速移动钻孔循环,钻中心孔循环
(标准钻(Standard Drill)不指定延时时间)
G82 切削进给停刀快速移动钻孔循环,锪镗循环(标准钻,中心钻(Standard Drill)指定延时时间)
G83 间歇进给快速移动深孔钻循环
(标准钻,深孔(Standard Drill Deep)
G84 切削进给停刀→主轴反转切削进给攻丝循环(标准攻丝,右旋攻丝循环)
G85 切削进给切削进给镗孔循环
(标准镗,Feed退(Standard Bore Drag)
G86 切削进给主轴停止快速移动镗孔循环
(标准镗,快退(Standard Bore Drag)
G87 切削进给主轴正转快速移动背镗循环
(标准背镗(Standard Bore Back)
G88 切削进给停刀→主轴停止手动移动镗孔循环(标准镗,手工退刀(Standard Bore Manual))
G89 切削进给停刀切削进给镗孔循环-
(标准镗(Standard Bore))。
FANUC系统(加工中心)得11种孔加工固定循环指令
"
FANUC系统共有11种孔加工固定循环指令,下面对其中得部分指令加以介绍、
1)钻孔循环指令G81
G81钻孔加工循环指令格式为:
G81 G△△ X__Y__ Z__ R__ F__
X,Y为孔得位置、Z为孔得深度,F为进给速度(mm/min),R为参考平面得高度。
G△△可以就是G98与G99,G98与G99两个模态指令控制孔加工循环结束后刀具就是返回初始平面还就是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90与相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下
(1)钻头快速定位到孔加工循环起始点B(X,Y);
(2)钻头沿Z方向快速运动到参考平面R;
(3)钻孔加工;
(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径得孔。
编程实例:如图a所示零件,要求用G81加工所有得孔,其数控加工程序如下:
图a 图b
N02 T01 M06; 选用T01号刀具(Φ10钻头)
N04 G90 S1000 M03; 启动主轴正转1000r/min
N06 G00 X0。
Y0. Z30。
M08;
N08 G81 G99 X10、 Y10。
Z—15、 R5 F20; 在(10,10)位置钻孔,孔得深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面
N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)
N12 Y30; 在(50,30)位置钻孔
N14 X10; 在(10,30)位置钻孔
N16 G80; 取消钻孔循环
N18 G00 Z30
N20 M30
2)钻孔循环指令G82
G82钻孔加工循环指令格式为:
G82 G△△ X__ Y__ Z__ R__ P__ F__
在指令中P为钻头在孔底得暂停时间,单位为ms(毫秒),其余各参数得意义同G81。
该指令在孔底加进给暂停动作,即当钻头加工到孔底位置时,刀具不作进给运动,并保持旋转状态,使孔底更光滑。
G82一般用于扩孔与沉头孔加工。
其动作过程如下
(1)钻头快速定位到孔加工循环起始点B(X,Y);
(2)钻头沿Z方向快速运动到参考平面R;
(3)钻孔加工;
(4)钻头在孔底暂停进给;
(5)钻头快速退回到参考平面R或快速退回到初始平面B、
3)高速深孔钻循环指令G73
对于孔深大于5倍直径孔得加工由于就是深孔加工,不利于排屑,故采用间段进给(分多次进给),每次进给深度为Q,最后一次进给深度≤Q,退刀量为d(由系统内部设定),直到孔底为止。
见图b所示。
G73高速深孔钻循环指令格式为:
G73G△△ X__ Y__ Z__ R__ Q__ F__
在指令中Q为每次进给深度为Q,其余各参数得意义同G81。
其动作过程如下
(1)钻头快速定位到孔加工循环起始点B(X,Y);
(2)钻头沿Z方向快速运动到参考平面R;
(3)钻孔加工,进给深度为Q;
(4)退刀,退刀量为d
(5)重复(3)、(4),直至要求得加工深度
(6)钻头快速退回到参考平面R或快速退回到初始平面B、
4)攻螺纹循环指令G84
G84螺纹加工循环指令格式为:
G84 G△△ X__ Y__ Z__ R__ F__
攻螺纹过程要求主轴转速S与进给速度F成严格得比例关系,因此,编程时要求根据主轴转速计算进给速度,进给速度F=主轴转速×螺纹螺距,其余各参数得意义同G81。
使用G84攻螺纹进给时主轴正转,退出时主轴反转。
与钻孔加工不同得就是攻螺纹结束后得返回过程不就是快速运动,而就是以进给速度反转退出。
该指令执行前,甚至可以不启动主轴,当执行该指令时,数控系统将自动启动主轴正转。
其动作过程如下
(1)主轴正转,丝锥快速定位到螺纹加工循环起始点B(X,Y);
(3)攻丝加工;
(4)主轴反转,丝锥以进给速度反转退回到参考平面R;
(5)当使用G98指令时,丝锥快速退回到初始平面B、
编程实例:对图5-34中得4个孔进行攻螺纹,攻螺纹深度10mm,其数控加工程序为:
N02 T01 M06; 选用T02号刀具(Φ10丝锥。
螺距为2mm)
N04 G90 S150 M03; 启动主轴正转1000r/min
N06 G00 X0. Y0、Z30. M08;
N08 G84 G99X10、 Y10. Z-10。
R5 F300; 在(10,10)位置攻螺纹,螺纹得深度为10mm,参考平面高度为5mm,螺纹加工循环结束返回参考平面,进给速度F=(主轴转速)150×(螺纹螺距)2=300
N10 X50; 在(50,10)位置攻螺纹(G84为模态指令,直到G80取消为止)
N12 Y30; 在(50,30)位置攻螺纹
N14 X10; 在(10,30)位置攻螺纹
N16 G80; 取消攻螺纹循环
N18 G00 Z30
N20 M30
5)左旋攻螺纹循环指令G74
G74螺纹加工循环指令格式为:
G74 G△△ X__ Y__ Z__ R__ F__
与G84得区别就是:进给时主轴反转,退出时主轴正转。
各参数得意义同G84。
其动作过程如下:
(1)主轴反转,丝锥快速定位到螺纹加工循环起始点B(X,Y);
(3)攻丝加工;
(4)主轴正转,丝锥以进给速度正转退回到参考平面R;
(5)当使用G98指令时,丝锥快速退回到初始平面B。
6)镗孔加工循环指令G85
G85镗孔加工循环指令指令格式为:
G85 G△△ X__ Y__ Z__R__F__
各参数得意义同G81、
其动作过程如下:
(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);
(2)镗刀沿Z方向快速运动到参考平面R;
(3)镗孔加工;
(4)镗刀以进给速度退回到参考平面R或初始平面B;
7)镗孔加工循环指令G86
G86钻孔加工循环指令格式为:
G86 G△△ X__ Y__ Z__ R__ F__
与G85得区别就是:在到达孔底位置后,主轴停止,并快速退出。
各参数得意义同G85。
其动作过程如下:
(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);
(2)镗刀沿Z方向快速运动到参考平面R;
(3)镗孔加工;
(4)主轴停,镗刀快速退回到参考平面R或初始平面B;
8)镗孔加工循环指令G89
G89镗孔加工循环指令格式为:
G89G△△ X__ Y__ Z__ R__ P__ F__
与G85得区别就是:在到达孔底位置后,进给暂停。
P为暂停时间(ms),其余参数得意义同G85。
其动作过程如下:
(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);
(2)镗刀沿Z方向快速运动到参考平面R;
(3)镗孔加工;
(4)进给暂停;
(5)镗刀以进给速度退回到参考平面R或初始平面B;
9)精镗循环指令G76
G76镗孔加工循环指令格式为:
G76 G△△X__ Y__ Z__R__ P__ Q__ F__
与G85得区别就是:G76在孔底有三个动作:进给暂停、主轴准停(定向停止)、刀具沿刀尖得反向偏移Q值,然后快速退出。
这样保证刀具不划伤孔得表面。
P为暂停时间(ms),Q为偏移值,其余各参数得意义同G85、
其动作过程如下:
(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);
(2)镗刀沿Z方向快速运动到参考平面R;
(3)镗孔加工;
(4)进给暂停、主轴准停、刀具沿刀尖得反向偏移;
(5)镗刀快速退出到参考平面R或初始平面B;
10)背镗循环指令G87
G87背镗加工循环指令指令格式为:
G87 G△△ X__ Y__ Z__ R__ Q__ F__
各参数得意义同G76。
其动作过程如下:
(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);
(2)主轴准停、刀具沿刀尖得反方向偏移;
(3)快速运动到孔底位置;
(4)刀尖正方向偏移回加工位置,主轴正转;
(5)刀具向上进给,到参考平面R;
(6)主轴准停,刀具沿刀尖得反方向偏移Q值;
(7)镗刀快速退出到初始平面B;
(8)沿刀尖正方向偏移;
11)取消孔加工循环指令G80。