加工中心-G76镗孔循环指令演示文稿
- 格式:ppt
- 大小:2.05 MB
- 文档页数:32
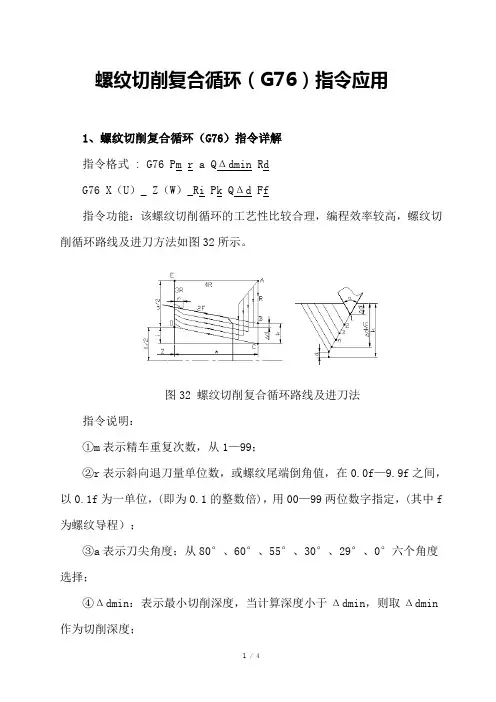
F A N U C系统螺纹切削复合循环(G76)编程详解螺纹切削复合循环(G76)指令应用1、螺纹切削复合循环(G76)指令详解指令格式 : G76 Pm r a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图32所示。
图32 螺纹切削复合循环路线及进刀法指令说明:①m表示精车重复次数,从1—99;②r表示斜向退刀量单位数,或螺纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,(即为0.1的整数倍),用00—99两位数字指定,(其中f为螺纹导程);③a表示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:表示最小切削深度,当计算深度小于Δdmin,则取Δdmin 作为切削深度;⑤d:表示精加工余量,用半径编程指定;Δd :表示第一次粗切深(半径值);⑥X 、Z:表示螺纹终点的坐标值;⑦U:表示增量坐标值;⑧W:表示增量坐标值;⑨I:表示锥螺纹的半径差,若I=0,则为直螺纹;⑩k:表示螺纹高度(X方向半径值);2、举例说明G76 P010060 Q300 R0.1G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的Q300:代表最后一刀的切深数值千进位 300也就是0.3MMR0.1:精加工余量 0.1MM第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距3、G76螺纹车削实例下图所示为零件轴上的一段直螺纹,螺纹高度为3.68,螺距为6,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量0.2,精车削次数1次,螺纹车削前先精车削外圆柱面,其数控程序如下:螺纹切削多次循环G76指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点(68.0,132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min,调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点(80.0,130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;。

螺纹切削复合循环(G76)指令应用之马矢奏春创作1、螺纹切削复合循环(G76)指令详解指令格式 : G76 Pmr a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比力合理, 编程效率较高, 螺纹切削循环路线及进刀方法如图32所示.图32 螺纹切削复合循环路线及进刀法指令说明:①m暗示精车重复次数, 从1—99;②r暗示斜向退刀量单元数, 或螺纹尾端倒角值, 在0.0f—9.9f之间, 以0.1f为一单元, (即为0.1的整数倍), 用00—99两位数字指定, (其中f为螺纹导程);③a暗示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:暗示最小切削深度, 当计算深度小于Δdmin, 则取Δdmin作为切削深度;⑤d:暗示精加工余量, 用半径编程指定;Δd :暗示第一次粗切深(半径值);⑥X 、Z:暗示螺纹终点的坐标值;⑦U:暗示增量坐标值;⑧W:暗示增量坐标值;⑨I:暗示锥螺纹的半径差, 若I=0,则为直螺纹;⑩k:暗示螺纹高度(X方向半径值);2、举例说明G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距3、G76螺纹车削实例下图所示为零件轴上的一段直螺纹, 螺纹高度为3.68, 螺距为6, 螺纹尾端倒角为1.1L, 刀尖角为60°, 第一次车削深度1.8, 最小车削深度0.1,精车余量0.2, 精车削次数1次, 螺纹车削前先精车削外圆柱面, 其数控法式如下:螺纹切削屡次循环G76指令编程实例O0028 /法式编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点(68.0, 132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度, 指定主轴转速800r/min,调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点(80.0, 130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;。

50系统钻孔\攻丝\镗孔动作对比类型G代码钻削(-Z方向)在孔底动作回退(+Z方向)应用钻孔G73 间歇进给——快速移动高速深孔循环G81 切削进给——快速移动点钻循环G83 间歇进给——快速移动深孔钻循环攻丝G74 切削进给停刀→主轴正转切削进给左旋攻丝循环G84 切削进给停刀→主轴反转切削进给攻丝循环镗孔G76 切削进给停刀→主轴定向停止快速移动精镗循环G82 切削进给停刀快速移动锪镗循环G85 切削进给——快速移动镗孔循环G86 切削进给主轴停止快速移动镗孔循环G87 切削进给停刀→主轴定向停止快速移动背镗循环G88 切削进给停刀→主轴停止快速移动镗孔循环G89 切削进给停刀快速移动镗孔循环G80 ——————取消固定循环一、钻孔指令1、高速深孔钻循环(G73)G73 X_Y_Z_R_Q_F_K_ 2、点钻循环(G81)G81X_Y_Z_R_F_K_3、深孔钻循环(G83)G83 X_Y_Z_R_Q_F_K_二、攻丝指令1、左旋攻丝循环(G74)G74 X_Y_Z_R_P_F_K_ 2、右旋攻丝循环(G84)G84 X_Y_Z_R_P_F_K_三、镗孔指令1、精镗循环(G76)G76X_Y_Z_R_Q_P_F_K_ 2、锪镗循环(G82)G82 X_Y_Z_R_P_F_K_ 3、镗孔循环(G85)G85 X_Y_Z_R_F_K_4、镗孔循环(G86)G86 X_Y_Z_R_F_K_5、背镗循环(G87)G87 X_Y_Z_R_Q_P_F_K_ 6、镗孔循环(G88)G88 X_Y_Z_R_P_F_K_ 7、镗孔循环(G89)G89 X_Y_Z_R_P_F_K_参数G90编程G91编程X_Y_ 孔位坐标值孔位坐标值Z_ 孔底Z值从R点到孔底的距离R_ R点Z值从初始位置面到R点的距离Q_ 每次切削进给的切削深度每次切削进给的切削深度F_ 切削进给速度切削进给速度K_ 重复次数重复次数参数G90编程G91编程X_Y_ 孔位坐标值孔位坐标值Z_ 孔底Z值从R点到孔底的距离R_ R点Z值从初始位置面到R点的距离P_ 在孔底的停刀时间在孔底的停刀时间F_ 切削进给速度切削进给速度K_ 重复次数重复次数参数G90编程G91编程X_Y_ 孔位坐标值孔位坐标值Z_ 孔底Z值从R点到孔底的距离R_ R点Z值从初始位置面到R点的距离Q_ 孔底的偏移量孔底的偏移量P_ 在孔底的停刀时间在孔底的停刀时间F_ 切削进给速度切削进给速度K_ 重复次数重复次数★注意:G87(背镗循环)中,刀具首先沿着X和Y轴定位,然后主轴在固定的回转圆周位置上停止,刀具向刀尖的相反方向移动并快速定位至孔底(R点)位置。


螺纹切削复合循环〔G76〕指令应用1、螺纹切削复合循环〔G76〕指令详解指令格式 : G76 Pm r a QΔdmin RdG76 X〔U〕_ Z〔W〕_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比拟合理,编程效率较高,螺纹切削循环路线及进刀方法如图32所示。
图32 螺纹切削复合循环路线及进刀法指令说明:①m表示精车重复次数,从1—99;②r表示斜向退刀量单位数,或螺纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,(即为0.1的整数倍),用00—99两位数字指定,(其中f 为螺纹导程〕;③a表示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:表示最小切削深度,当计算深度小于Δdmin,那么取Δdmin 作为切削深度;⑤d:表示精加工余量,用半径编程指定;Δd :表示第一次粗切深〔半径值〕;⑥X 、Z:表示螺纹终点的坐标值;⑦U:表示增量坐标值;⑧W:表示增量坐标值;⑨I:表示锥螺纹的半径差,假设I=0,那么为直螺纹;⑩k:表示螺纹高度〔X方向半径值〕;2、举例说明G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距3、G76螺纹车削实例下列图所示为零件轴上的一段直螺纹,螺纹高度为3.68,螺距为6,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量0.2,精车削次数1次,螺纹车削前先精车削外圆柱面,其数控程序如下:螺纹切削屡次循环G76指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点〔68.0,132.0〕N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min,调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点〔80.0,130.0〕N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;。

螺纹切削复合循环(G76)指令应用1、螺纹切削复合循环(G76)指令详解指令格式 : G76 Pm r a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图32所示。
图32 螺纹切削复合循环路线及进刀法指令说明:①m表示精车重复次数,从1—99;②r表示斜向退刀量单位数,或螺纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,(即为0.1的整数倍),用00—99两位数字指定,(其中f 为螺纹导程);③a表示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:表示最小切削深度,当计算深度小于Δdmin,则取Δdmin 作为切削深度;⑤d:表示精加工余量,用半径编程指定;Δd :表示第一次粗切深(半径值);⑥X 、Z:表示螺纹终点的坐标值;⑦U:表示增量坐标值;⑧W:表示增量坐标值;⑨I:表示锥螺纹的半径差,若I=0,则为直螺纹;⑩k:表示螺纹高度(X方向半径值);2、举例说明G76 P010060 Q300 R0.1G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的Q300:代表最后一刀的切深数值千进位 300也就是0.3MMR0.1:精加工余量 0.1MM第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距3、G76螺纹车削实例下图所示为零件轴上的一段直螺纹,螺纹高度为3.68,螺距为6,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量0.2,精车削次数1次,螺纹车削前先精车削外圆柱面,其数控程序如下:螺纹切削多次循环G76指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点(68.0,132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min,调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点(80.0,130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;温馨提示:最好仔细阅读后才下载使用,万分感谢!。
螺纹切削复合循环(G76)指令应用之阿布丰王创作1、螺纹切削复合循环(G76)指令详解指令格式 : G76 Pmr a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图32所示。
图32 螺纹切削复合循环路线及进刀法指令说明:①m暗示精车重复次数,从1—99;②r暗示斜向退刀量单位数,或螺纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,(即为0.1的整数倍),用00—99两位数字指定,(其中f为螺纹导程);③a暗示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:暗示最小切削深度,当计算深度小于Δdmin,则取Δdmin作为切削深度;⑤d:暗示精加工余量,用半径编程指定;Δd :暗示第一次粗切深(半径值);⑥X 、Z:暗示螺纹终点的坐标值;⑦U:暗示增量坐标值;⑧W:暗示增量坐标值;⑨I:暗示锥螺纹的半径差,若I=0,则为直螺纹;⑩k:暗示螺纹高度(X方向半径值);2、举例说明G76 P010060 Q300 R0.1G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的Q300:代表最后一刀的切深数值千进位 300也就是0.3MMR0.1:精加工余量 0.1MM第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距3、G76螺纹车削实例下图所示为零件轴上的一段直螺纹,螺纹高度为3.68,螺距为6,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量0.2,精车削次数1次,螺纹车削前先精车削外圆柱面,其数控程序如下:螺纹切削多次循环G76指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点(68.0,132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min,调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点(80.0,130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;。
螺纹切削复合循环(G76)指令应用1、螺纹切削复合循环(G76)指令详解指令格式 : G76 Pmr a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图32所示。
图32 螺纹切削复合循环路线及进刀法指令说明:①m表示精车重复次数,从1—99;②r表示斜向退刀量单位数,或螺纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,(即为0.1的整数倍),用00—99两位数字指定,(其中f为螺纹导程);③a表示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:表示最小切削深度,当计算深度小于Δdmin,则取Δdmin作为切削深度;⑤d:表示精加工余量,用半径编程指定;Δd :表示第一次粗切深(半径值);⑥X 、Z:表示螺纹终点的坐标值;⑦U:表示增量坐标值;⑧W:表示增量坐标值;⑨I:表示锥螺纹的半径差,若I=0,则为直螺纹;⑩k:表示螺纹高度(X方向半径值);2、举例说明G76 P010060 Q300 R0.1G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的Q300:代表最后一刀的切深数值千进位 300也就是0.3MMR0.1:精加工余量 0.1MM第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距3、G76螺纹车削实例下图所示为零件轴上的一段直螺纹,螺纹高度为3.68,螺距为6,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量0.2,精车削次数1次,螺纹车削前先精车削外圆柱面,其数控程序如下:螺纹切削多次循环G76指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点(68.0,132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min,调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点(80.0,130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;。